試論新型數(shù)控機械加工進刀工藝的改進措施
2021-09-10 07:22:44韓素桃
內(nèi)燃機與配件 2021年6期
韓素桃

摘要:社會的發(fā)展與進步為科技的持續(xù)更新與優(yōu)化提供了完備條件,以數(shù)控機械加工技術(shù)為例,其在不斷發(fā)展的社會進程中獲得了持續(xù)完善更新的重要機遇,且在多領(lǐng)域中獲得了有效的應(yīng)用機會,無論是對于醫(yī)療機械還是汽車制造行業(yè)均起到了極大的影響,為多行業(yè)數(shù)字化發(fā)展方向的明確奠定了基礎(chǔ)。本文分析了現(xiàn)階段新型進刀手段改進措施的研究背景,并就數(shù)控機械加工技術(shù)的應(yīng)用現(xiàn)狀進行了深入分析,提出了幾點新型進刀手段的改進措施,并闡述了該工藝在機械加工過程中的改進效果,希望能夠為同行業(yè)工作者提供一些幫助。
關(guān)鍵詞:新型進刀工藝;研究背景;現(xiàn)狀;改進措施
中圖分類號:TG659? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標(biāo)識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)06-0056-02
0? 引言
數(shù)控機床生產(chǎn)過程中數(shù)控加工技術(shù)的重要性毋庸置疑,對于機床來說決定機床運行效果的關(guān)鍵因素在于數(shù)字化信息,以刀具移動為基礎(chǔ)能夠?qū)⑺鶎?yīng)的數(shù)字化控制信息完全展現(xiàn)在對應(yīng)的程序面板上。隨后即可通過在控制系統(tǒng)中輸入預(yù)先設(shè)計的相關(guān)數(shù)字信息,只需要經(jīng)過簡單的編碼與轉(zhuǎn)碼即可達到整合目的,發(fā)出預(yù)定的機械指令讓刀具根據(jù)指令的安排進行運動,從而實現(xiàn)零件的加工目標(biāo),且能夠確保所加工出的零件完全符合加工標(biāo)準(zhǔn)。而通過對新型進刀手段的優(yōu)化與持續(xù)改進,將能夠在完善加工工藝應(yīng)用流程的同時提升零件的加工精密度,為我國數(shù)控技術(shù)的可持續(xù)性發(fā)展奠定基礎(chǔ)。
1? 研究背景分析
社會的發(fā)展與進步使得數(shù)控加工技術(shù)應(yīng)用覆蓋范圍也逐漸擴大,人們在此種條件下對于該類技術(shù)的熟悉程度也隨之提升,這使得該項技術(shù)逐漸凸顯出了其特殊的應(yīng)用優(yōu)勢,現(xiàn)階段其已經(jīng)成為了諸多技術(shù)類型中的熱門技術(shù)。部分中高職院校將該門技術(shù)設(shè)置為了一個單獨的專業(yè),由于該項技術(shù)的熱門屬性使得該專業(yè)的設(shè)置從根本上提升了學(xué)生的就業(yè)率,從中可以明顯看出該項技術(shù)在應(yīng)用方面的優(yōu)越效果[1]。通過將合適的數(shù)字信息融入相應(yīng)的數(shù)控機床中,即可對零部件進行加工,相較普通的零件加工方式該種加工手段的精細程度更高。傳統(tǒng)加工方式僅僅是對質(zhì)量與操作有明確的要求,而數(shù)控加工技術(shù)由于其特殊的應(yīng)用效果使得操作人員不僅對其制作完成后的質(zhì)量與操作規(guī)范性有要求,也對其最終形成的零件形狀的經(jīng)濟程度有著極高的要求。
以計算機作為提高控制精確性的關(guān)鍵因素是操縱數(shù)控機床的前提條件,目前有多類計算機能夠為機床控制效果的提升奠定基礎(chǔ)。在該過程中所應(yīng)用的不同計算機能夠向數(shù)控機床發(fā)出預(yù)定的不同的刀具行進信號,根據(jù)程序員所編制的相關(guān)的刀具行進指令能夠在計算機語言的幫助下,聯(lián)系工藝應(yīng)用流程的相關(guān)要求并通過設(shè)定好相關(guān)參數(shù)即可完成編程任務(wù)。對于傳統(tǒng)機床來說,以往零部件加工使用過程中雖然凸顯了其柔性較好的優(yōu)勢,但同樣其加工效率較低的缺陷也較為明顯[2]。科技的發(fā)展與社會的進步使得若僅僅應(yīng)用傳統(tǒng)機床加工零件的方式已經(jīng)無法跟上工業(yè)的時代發(fā)展腳步,這就需要相關(guān)人員應(yīng)對傳統(tǒng)機床加工零部件的方式予以持續(xù)性的改進,且需要在該環(huán)節(jié)融入更多的與之匹配的先進數(shù)控技術(shù)。由于數(shù)控機床的突出應(yīng)用優(yōu)勢使得其應(yīng)用的顯著優(yōu)點逐漸被人們所發(fā)現(xiàn),相較傳統(tǒng)機床數(shù)控機床工作效率極高,且在保證企業(yè)零部件加工質(zhì)量與速度的同時也能夠凸顯出其柔性較好的應(yīng)用特點,這使得該技術(shù)在保持其飛速發(fā)展態(tài)勢的同時也能跟得上工業(yè)的時代發(fā)展腳步。改變計算機內(nèi)部數(shù)控程序后即可對新式的產(chǎn)品型號進行重新加工,轉(zhuǎn)變方式較為簡單且不會耗費過多的人力與器械成本,這使得數(shù)控機床逐漸成為了現(xiàn)階段我國普遍應(yīng)用的零部件加工工具。
2? 現(xiàn)階段數(shù)控機械加工技術(shù)的應(yīng)用現(xiàn)狀
現(xiàn)代化的數(shù)控機械加工形式不同于傳統(tǒng)的機械加工手段,以往的零部件加工工藝僅僅只是根據(jù)當(dāng)時環(huán)境條件下的設(shè)備與刀具所設(shè)定的特殊的工藝手法,不僅加工效率極低且所制作完畢的零部件的質(zhì)量也難以保證其應(yīng)用效果,無法與現(xiàn)階段的市場需求相匹配[3]。在此種環(huán)境條件下使得各個數(shù)控機械的加工企業(yè)廠家均投入了大量的資金,用于研究新式的數(shù)控加工方法以幫助最大限度的提升數(shù)控機床的加工質(zhì)量,為實現(xiàn)其加工效率的提高目標(biāo)奠定基礎(chǔ)。以高速切削加工工藝為例,由于該過程需要應(yīng)用到臥室銑床升降臺,因此技術(shù)應(yīng)用現(xiàn)狀分析主要圍繞該結(jié)構(gòu)對其加工工藝進行改進,從實際情況來看無論是加工質(zhì)量還是效率均獲得了有效提升,為數(shù)控機械加工工藝的更新與完善奠定了基礎(chǔ),其加工進刀路線如圖1所示。
以螺紋沿Z軸方向雷利,在該過程中所采取的進刀方式為交替進刀法。首先需要沿著牙床圓弧中心線的位置同時偏移左右兩邊,應(yīng)用的手段為小段直線方式,在設(shè)定程序方面需要對每次切削環(huán)節(jié)的橫向走刀起始點位置與進刀的具體次數(shù)進行設(shè)置,繼而實現(xiàn)精確走刀目標(biāo)[4];X軸的方向處采取的進刀方式為分層進刀,其需要沿著行進的直徑方向持續(xù)推進,需要保持每次的進刀深度為0.9毫米;而若有其他螺紋進刀方式的應(yīng)用需要,則在進刀時需要以牙關(guān)中點作為中心線同時向左右兩邊進行偏移。
Z軸方向的走刀簡單來說就是在長度方向上進行走刀,橫向走刀的具體描述如下:
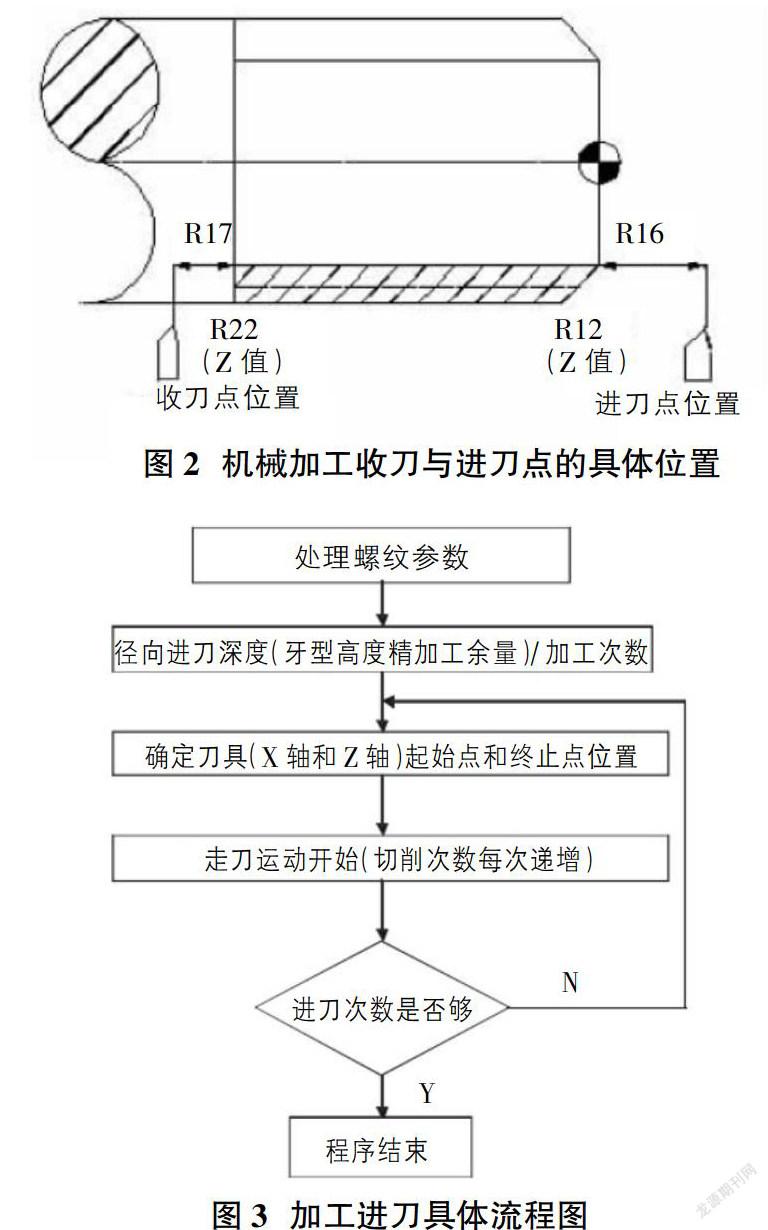
橫進刀初始點靠右進刀次數(shù)與靠左進刀次數(shù)相加之和為Z軸方向的走道次數(shù),其計算方法為:首先需要確定精加工量度與牙形高度之間的差值,此時需要將其差值設(shè)定為A,而每一次徑向進刀量與徑向進刀次數(shù)之間的乘積所獲取到的數(shù)值則計為B,而每次進刀的值與左邊角之間的商所獲取數(shù)值確定為C,那么A與B之差再乘以C的數(shù)值即為橫向進刀初始點以左的進刀次數(shù)[5]。整個機械的加工過程如圖2所示,需要重點關(guān)注每次收刀與進刀點的位置變化情況,整個進刀所設(shè)定的程序結(jié)構(gòu)框架如圖3所示。
3? 進刀手段改進后在機械加工過程中的實際應(yīng)用效果
經(jīng)過有效改進與優(yōu)化后的進刀手段能夠滿足不同的高速進刀方法的應(yīng)用需要,相較傳統(tǒng)切削加工的速度有了明顯提升。需要注意的是此時所說的高速僅僅是相對而言,無論是機械還是材料的不同,又或是切削方式的差異均會產(chǎn)生不同類型的速度差值,因此對于何為高速切削的明確速度并沒有嚴(yán)格規(guī)定,僅僅只規(guī)范了速度的具體范圍:若為鋁合金則其切削速度每分鐘在1500米至5500米;若為銅則其切削速度每分鐘在1千米左右;若為鋼材則其切削速度每分鐘在300米至800米范圍內(nèi);而若為鑄鐵材料則每分鐘的切削速度在500米至1500米范圍內(nèi),此時其高速切削的速度相較傳統(tǒng)切削加工速度要提升5倍至10倍左右。所設(shè)定的不同切削范圍同樣存在著速度方面的巨大差異:若為鉆削則其高速切削速度在每分鐘200米至1100米范圍內(nèi)[6];若為磨削則其高速切削速度每分鐘在9000米至21600米之間;若為銑削則速度在每分鐘300千米至6千米范圍內(nèi)。使用的不同類型的切削方式與具體切削范圍均有對應(yīng)的高速切削速度的具體標(biāo)準(zhǔn),在實際選擇進刀方式時需要聯(lián)系實際環(huán)境條件,才能確保切削生產(chǎn)速度滿足實際的生產(chǎn)需求。
高速切削所凸顯出的應(yīng)用優(yōu)勢主要包括以下幾點:第一是相較傳統(tǒng)切削速度有了極大的提升,在切削過程中將會產(chǎn)生較多的工件加工熱量,而若選擇應(yīng)用高速切削加工方式能夠?qū)?成以上的切削熱消除,進而最大限度的降低工件變形現(xiàn)象的發(fā)生風(fēng)險;第二是有效提升了切削精度。將機械加工進刀工藝改進不僅能夠從根本上將切削速度提升,此時切削系統(tǒng)在實際工作時所產(chǎn)生的振動頻率相對也將明顯縮減,此時工件表面的粗糙度將能夠獲得更好的控制機會,進而保障了切削的精度;第三是高速切削加工方式完全取代了磨削加工工藝,不僅達到了高硬度材料的加工目的,此時整個數(shù)控機械加工的效率也將有明顯提升,為數(shù)控機械加工工藝的應(yīng)用流程的持續(xù)完善奠定了基礎(chǔ)。
4 結(jié)束語
綜上所述,經(jīng)濟的發(fā)展與社會的進步使得我國的工業(yè)正處于如火如荼的發(fā)展?fàn)顟B(tài)。正因如此,在全新的社會背景下使得數(shù)控加工技術(shù)的應(yīng)用范圍逐步擴大,不僅其應(yīng)用效果較好,且伴隨進刀手段的持續(xù)性改進,使得無論是數(shù)控加工的質(zhì)量還是生產(chǎn)效率相較以往均有極大提高,此時各大企業(yè)在應(yīng)用經(jīng)過改進后的加工進刀工藝將能夠從根本上提高企業(yè)的競爭力,為企業(yè)經(jīng)濟效益的可持續(xù)性增長奠定了堅實的基礎(chǔ)。
參考文獻:
[1]雷彪,關(guān)海英.新型數(shù)控機械加工進刀工藝的改進措施[J].南方農(nóng)機,2019,50(16):182.
[2]彭帆.新型數(shù)控機械加工進刀工藝的改進措施[J].內(nèi)燃機與配件,2019,18:126-127.
[3]吳爽.數(shù)控機械加工進刀工藝優(yōu)化措施分析[J].內(nèi)燃機與配件,2019,24:84-85.
[4]李大衛(wèi).新型數(shù)控機械加工進刀工藝的改進措施初探[J].南方農(nóng)機,2020,51(03):122.
[5]李新鋒.新型數(shù)控機械加工進刀工藝的改進措施[J].現(xiàn)代農(nóng)機,2020,06:59-60.
[6]馬驄.新型數(shù)控機械加工進刀工藝的改進措施[J].民營科技,2017,07:42.
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 13:09:38
中國市場(2016年36期)2016-10-19 04:28:06
商場現(xiàn)代化(2016年22期)2016-10-18 19:22:23
科學(xué)與財富(2016年28期)2016-10-14 18:55:21
科學(xué)與財富(2016年28期)2016-10-14 05:04:40
科學(xué)與財富(2016年28期)2016-10-14 02:16:38
成才之路(2016年26期)2016-10-08 11:33:07
成才之路(2016年25期)2016-10-08 10:37:13
成才之路(2016年25期)2016-10-08 10:20:44
小學(xué)教學(xué)參考(語文)(2016年9期)2016-09-30 08:27:37