數字化制造綜合實踐項目教學探索
2019-11-13 01:36:11杜官將賈曉林
科技視界 2019年29期
關鍵詞:綜合實踐
杜官將 賈曉林

【摘 要】針對數字化制造綜合實踐的特點,以數控加工工程訓練為背景,結合CAD/CAM、3D打印技術和車間網絡化數據傳輸技術等,進行了數字化綜合實踐教學研究。運用項目化教學,選取專用夾具的制造、裝配作為訓練項目,引導學生以機械工程師的角色實戰演練某專用夾具制造的全過程,并制定了綜合實踐項目的評價體系。結果表明,數字化制造綜合實踐項目教學激發學生對本專業方向的興趣,增強學生的團隊意識,提高了學生分析問題和解決實際工程問題的能力;促進了專業建設,提高了學生就業競爭力。
【關鍵詞】項目化教學;數字化制造;綜合實踐
中圖分類號: G712.4 文獻標識碼: A 文章編號: 2095-2457(2019)29-0055-002
DOI:10.19694/j.cnki.issn2095-2457.2019.29.025
0 引言
制造業是國民經濟的支柱產業,是提升我國核心競爭力的關鍵。智能制造是制造業發展的重要趨勢,2015年我國正式推出“中國制造2025”,就是瞄準了智能制造這個主攻方向。智能制造是一個較為宏觀的概念,數字化制造是智能制造的基礎。數字化制造技術通過三維建模、基于模型定義(MBD)和全生命周期管理方式,優化工藝流程,縮短生產制造周期,提高產品質量,降低成本[1-2]。為適應市場需求,提升學生創新能力和促進專業建設,我校機械設計制造及其自動化專業籌建數字化制造綜合實踐平臺,為學生實踐數字化制造提供保障。
數字化制造綜合實踐是在學生學完工程制圖、金工實習、互換性與技術測量、機械制造基礎、CAD/CAM、數控技術等課程,在大學四年級上學期進行的一門重要的實踐主干課程,采用項目化教學,共3周時間、3個學分,使用數字化加工設備完成項目。數字化制造綜合實踐平臺是在數控加工實習的基礎上發展起來的,增加了CAD/CAM,融合了3D打印技術、車間的網絡化數據傳輸和產品裝配等內容,形成了數字化綜合實踐的主體框架[3]。
1 數字化制造綜合實踐流程
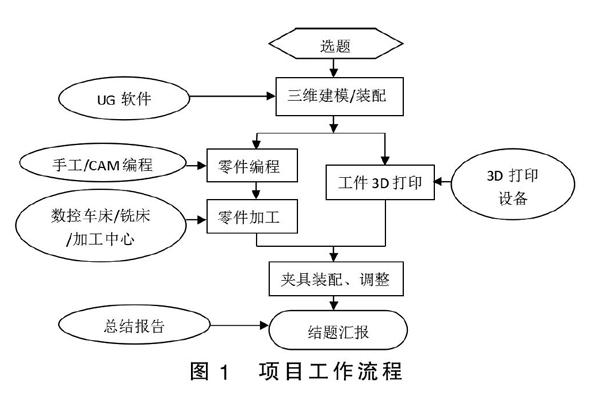
根據現有的加工設備,如數控車床、數控銑床、加工中心、3D打印設備、鋸床和電火花加工設備等,結合UG軟件的三維建模、CAM、仿真、后處理生成加工程序和車間的網絡化數據傳輸等,初步形成了數字化制造平臺。其項目工作流程如下圖1。
筆者所在的團隊熟悉數字化制造行業操作流程,具備相關的實踐經驗,對實踐項目的設計與實施提供了可靠的技術保障。
圖1 項目工作流程
2 實踐課題選取
數字化制造綜合實踐項目的選取,一方面要符合數字化制造綜合實踐大綱的要求,另一方面還要考慮接近學生的實際動手能力,用貼近工程應。為確保課題質量,課題應經過指導老師審核。根據我校學生的實際情況,課題主要選用中等復雜程度的機床專用夾具。機床專用夾具是典型的工藝裝備之一,也是機械設計制造及其自動化專業的重要專業課程。要求專用夾具除標準件外,非標準零件數量在十個左右,其結構尺寸也不宜太大,應在數控車、銑床的加工范圍內。如果條件允許的情況下,可結合前期工藝夾具課程設計,從中挑選設計質量較好的專用夾具作為項目課題,將設計、制造緊密結合,讓學生經歷自己設計的產品被加工、裝配出來,加深學生對本專業方向的理解和應用,效果會更好。
項目后期可考慮將大學生科技創新活動中較好的課題經整理、完善后作為項目課題,經加工、裝配和調整后形成產品,讓學生見識自己的創新成果,激發學生的創新活力。
3 項目的設計與實施
將學生分成8~10人一組,以組為單位,各組組長、組員和指導老師一起商量,根據各組員的實際情況對組員進行任務分工。通過圖書館相關設計手冊、設計圖集、網絡平臺等查閱資料,了解數字化綜合實踐的內容,學生進行軟件的安裝和使用。
3.1 毛坯的準備與下料
由于現場條件限制,夾具中各零件毛坯只能選用棒料或塊料,且多為鋁合金材料。如夾具體的材料一般為灰鑄鐵,毛坯制作方法為鑄造,而在現場,可采用塊料加工獲得或塊料加工工后組合形成夾具體,這不僅影響毛坯制作,也影響到夾具體的加工工藝,類似的缺陷是項目需要改進的地方。
對于塊料、直徑較大的棒料、使用鋸床進行下料。計算好下料尺寸,在鋸床上安裝好位置,下料時要注意冷卻。
3.2 3D打印技術及工件的制作
數字化三維模型是3D打印技術的基礎。3D打印技術使用金屬粉末、絲料等材料,在相關載體上,利用逐層打印疊加,生成產品三維原型。3D打印技術能夠利用產品相關數據信息,對產品進行制造。在生成小型、數量較少的產品時,3D打印技術能夠在較短時間內完成對產品制造,滿足人們的需求。但是,由于受到打印材料使用的限制,會出現產品的強度較弱等問題[4]。
為了表達夾具的裝配和工作過程,直觀的演示夾具與工件的位置關系,需要制備工件,可通過3D打印生成工件原型。數字化制造中心現有威寶仕3D打印機及絲料等配套設施。在UG環境下建立工件三維模型,然后轉換成打印機默認模型文件,由打印機直接讀取數據進行打印,生成工件原型。
3.3 主要零件數控加工工藝分析及CAM過程
以專用夾具為例,首先要對夾具中的非標準零件進行工藝設計,將零件的工藝過程、機床的運動過程、刀具的形狀、切削用量和走刀路線等進行設計或選定,為數控編程做好準備,這就要求學生運用多方面的知識,才能完成這項任務,達到了項目化訓練的效果。
對專用夾具中比較簡單的零件,如簡單的軸類零件,可以手工編程;對比較復雜的零件(如夾具體、底座、心軸等),可借助UG軟件的CAM功能,再經過后處理生成數控程序[3]。
3.4 零件數控程序傳輸
在使用數控機床加工前,需要將生成的數控加工程序輸入加床,數字化制造實驗室依托生產工位物聯網系統資源(我校自主開發),實現了計算機與機床間的信息傳輸,大大節約了加工時間,提高了效率[5]。
打開生產工位物聯網系統,發送時要注意先打開機床接收,后計算機發送的原則,逐一發送文件。在機床準備接受完成后,選中文件列表中要發送的文件,右鍵點擊“發送至CNC”,數秒后即開始數據傳輸。
FAUNC系統機床程序接收步驟:
旋鈕調整到程序編輯模式—點擊程序顯示按鈕—點擊操作—點擊輸入輸出—讀取—執行。
SIEMENS系統機床程序接收步驟:
點擊NC菜單,選擇數據接口RS232,點擊接收。
3.5 零件加工過程
首先要熟悉數控機床各按鈕的功能,并能進行有效操作。數控機床開啟后,對于FAUNC系統,需回機床參考點。然后進行對刀,對刀的目的是確定刀具相對工件的位置。數控車床利用試切進行X、Z方向對刀,數控銑床利用對刀儀進行X、Y、Z方向對刀。對刀后,需要驗證對刀結果,以免對刀錯誤引發質量或意外事故。在加工前,還需要對輸入程序在數控機床上進行刀軌仿真,確認零件加工程序正確性,如有必要,可對程序進行修改。在確認上述過程后,可對零件進行切削加工,加工時,需認真觀察,如有突發情況,立即終止加工。
4 項目實踐評價體系
4.1 實踐任務
(1)分析本小組題目要求、進行分工、組員明確自己的任務。
(2)分析零件圖紙、擬訂工藝、熟悉CAM軟件和數控系統進行編程。
(3)熟悉機床安全操作規程。
(4)加工零件,控制質量。
(5)小組零件裝配。
(6)撰寫報告;含封面、實習任務書、前言、實習目的、實習設備、實習內容實習總結、參考文獻。
(7)每組PPT匯報。
4.2 工作量要求
(1)每人提交實踐報告一份,不少于2000字。
(2)每組提交零件實物及裝配產品。
(3)每組PPT匯報材料。
4.3 實踐成績評價
項目實踐以小組為單位,個人在小組合作中展開的學習、交流、機床操作、裝配等內容。小組產品的質量是評價的重點,對項目過程的每個階段都進行評價,并按大綱要求的乘以系數,得出學生的項目考評分數。成績評價內容及系數如表1所示。
表1 成績評價內容及系數
4.4 項目實施效果
自從2017年我校數字化制造綜合實踐啟動以來,共開展了4批次的數字化制造綜合實踐項目化教學,參加項目化綜合實踐的學生主要以機械設計制造及其自動化專業的學生為主,選課學生人數達到160余人。參加實訓的學生對數字化制造僅限于一些書本上的理論知識,通過一組同學對專用夾具上非標零件的編程、毛坯的準備與下料、加工操作、被加工工件的3D打印、裝配及調整,實現了專用夾具的數字化制造比較完整的過程,學生得到了良好的項目化訓練。
通過綜合實踐,學生們普遍反映體會到了數字化制造的復雜性和嚴謹性,是一次令人難忘的工程實踐,收獲頗多。有的同學認識到團隊合作的重要性,只有個人分工明確,任務規劃合理,團隊協同才能有高效率;還有同學認為在機床操作過程中鍛煉了自己的動手能力,盡管在制造的零件可能留有遺憾,但鍛煉的價值很高。
5 小結
為期3周的數字化綜合實踐,通過項目化教學,學生以組為單位,完成了專用夾具的數字化制造全過程及裝配,加深了學生對數字化制造專業方向的理解,培養了學生分析問題和解決問題的能力,促進了同學間的溝通和協作能力,學生普遍反映良好。但是,由于現場條件限制,在夾具零件材料選用、毛坯制造、機床數量等方面有欠缺,如果學校方面能加大投入和對已暴露的問題持續改進,數字化綜合實踐平臺會越來越完善,實踐效果也會越來越好。
【參考文獻】
[1]鄭嬡,于梅.數字化制造技術在汽車行業的應用研究[J].汽車文摘,2019(08):1-5.
[2]羅瑋,邵霞.“2+X”工程訓練模式下項目教學的設計與實踐[J].實驗室研究與探索,2018,37(2):235-238.
[3]杜官將,賈曉林.基于工程教育專業認證的數字化制造綜合實踐探討[J].科技創新導報,2018(26):216-217.
[4]于羅欽.淺談3D打印技術在機械產品數字化設計與制造中的應用[J].中國設備工程,2019.07(上):186-187.
[5]賈曉林.數字化制造綜合實踐指導書(校內講義),2017.
猜你喜歡
未來英才(2016年2期)2016-12-26 13:47:36
考試周刊(2016年97期)2016-12-26 10:16:21
新一代(2016年17期)2016-12-22 12:35:58
新一代(2016年17期)2016-12-22 12:24:56
新課程·小學(2016年10期)2016-12-12 09:46:26
新教育時代·教師版(2016年35期)2016-12-07 21:59:58
中學課程輔導·教師教育(上、下)(2016年19期)2016-12-07 20:31:55
新課程·中學(2016年9期)2016-12-01 09:56:50
新課程·中旬(2016年9期)2016-12-01 08:54:45
儷人·教師版(2016年14期)2016-11-22 01:59:01
