鑄造件切削加工殘余應(yīng)力及變形分析
2022-06-16 14:18:52張愛玲
裝備制造技術(shù) 2022年3期
張愛玲
(中國電科網(wǎng)絡(luò)通信研究院 裝備制造部,河北 石家莊)
0 引言
目前,對(duì)于大多數(shù)的復(fù)雜零件加工往往采用壓鑄的加工方法,但由于此過程中鑄造變形也是整個(gè)鑄造工藝中的比較普遍的一個(gè)問題,因此機(jī)械加工技術(shù)人員通常都會(huì)使用各種方法去除在加工過程中所產(chǎn)生的應(yīng)力,作為最常用的方法就是冷態(tài)和熱態(tài)的矯正。當(dāng)進(jìn)行了鑄造件冷態(tài)和熱態(tài)矯正之后,往往會(huì)在鑄造件內(nèi)形成不可避免的殘余應(yīng)力,這就是造成鑄造件精度的原因。
1 切削加工過程中殘余應(yīng)力的研究分析
在工業(yè)行業(yè)中,鑄造件加工過程中往往會(huì)產(chǎn)生殘余應(yīng)力,對(duì)此很多國內(nèi)外的研究者都進(jìn)行了全面且深層次的分析。由于切削實(shí)驗(yàn)存在著一定的弊端和局限性,但隨著很多大型化計(jì)算軟件的發(fā)展和進(jìn)步,仿真分析殘余應(yīng)力技術(shù)被廣泛得到使用。結(jié)合有限元方法對(duì)殘余應(yīng)力進(jìn)行充分的分析,是指要在準(zhǔn)備初期建立切削加工的原理模型,再利用彈塑性熱力耦合理論使用有限元方法對(duì)整個(gè)切削加工過程進(jìn)行加工模擬,進(jìn)而得到工件殘留應(yīng)力的分布規(guī)律。此方法涉及了工件材料特征、網(wǎng)格自適應(yīng)劃分、摩擦模型以及切削分離準(zhǔn)則等重要的切削分析技術(shù)。最終可得出殘余應(yīng)力對(duì)鑄造件變形的實(shí)際影響,對(duì)預(yù)防鑄造件加工過程中發(fā)生變形,優(yōu)化切削加工參數(shù)有良好的促進(jìn)作用。
1.1 宏觀應(yīng)力與微觀應(yīng)力
在鑄造件的切削加工過程中,通常在鑄造件表面上形成相應(yīng)的殘余應(yīng)力,而這種殘余應(yīng)力又按照影響鑄造件的程度,通常分為宏觀應(yīng)力和微觀應(yīng)力,這三類應(yīng)力又被稱之為第一類殘余應(yīng)力和其二類、第三類殘余應(yīng)力。
第一類殘余應(yīng)力通常分布于整個(gè)鑄造件的材質(zhì)范圍內(nèi)及其晶粒范圍外,其殘余應(yīng)力的程度和方式常常可以采用機(jī)械或物理化學(xué)的方法測(cè)量出來。對(duì)第一類殘余應(yīng)力而言,往往對(duì)加工的產(chǎn)品質(zhì)量是否合格以及鑄造件最終產(chǎn)品質(zhì)量能否合格等方面,都會(huì)產(chǎn)生相應(yīng)的影響。所以,在鑄造件的切削工藝及其實(shí)際鑄造過程中,需要充分注意的殘余應(yīng)力就是指第一類殘余應(yīng)力。第二類殘余應(yīng)力通常指的是出現(xiàn)于晶粒區(qū)域內(nèi)應(yīng)力,而第三類殘余應(yīng)力則是指出現(xiàn)于晶粒內(nèi)粒子中間的晶內(nèi)應(yīng)力。
1.2 體積應(yīng)力
根據(jù)殘余應(yīng)力所形成的因素分析,可把宏觀殘留應(yīng)力可以稱為體積應(yīng)力,而把微觀應(yīng)力則可以稱為結(jié)構(gòu)應(yīng)力。而體積應(yīng)力就是物質(zhì)在遭受不平衡的外力之后,受到機(jī)械化的、熱的以及化學(xué)反應(yīng)的影響所形成的。鑄造件內(nèi)組織結(jié)構(gòu)平衡的物質(zhì),通常也會(huì)由于上述因素形成殘余應(yīng)力。而且,結(jié)構(gòu)應(yīng)力也通常由于物質(zhì)內(nèi)組織結(jié)構(gòu)不平衡所形成的,因此即使獲得了結(jié)構(gòu)平衡的外力作用,也會(huì)在此過程中形成這些殘余應(yīng)力。
1.3 殘余拉應(yīng)力與殘余壓應(yīng)力
鑄造件的殘余應(yīng)力,往往能夠通過表現(xiàn)形式分成殘余壓應(yīng)力和殘余拉應(yīng)力。在此過程中,當(dāng)鑄造件在使用過程中承受到了外部的壓力荷載時(shí),鑄造件所承受的實(shí)際荷載量是外部荷載與內(nèi)部荷載殘余應(yīng)力的疊加之和[1]。這就常常會(huì)影響到整個(gè)鑄造件的實(shí)際負(fù)荷效應(yīng),使工件在使用過程中很容易出現(xiàn)突然負(fù)荷過度,而發(fā)生機(jī)械破壞。如果這種現(xiàn)象發(fā)生在整個(gè)加工過程中的重要環(huán)節(jié),那么必將會(huì)引起重大的加工事故。此外,殘余拉應(yīng)力的產(chǎn)生也會(huì)促進(jìn)了鑄造件表層裂紋的發(fā)展,從而降低了鑄造件的耐疲勞強(qiáng)度、耐腐蝕性以及工件尺寸的精準(zhǔn)度。然而殘余壓應(yīng)力則將在一定條件下提升工件的特性。因此,對(duì)于工件表面產(chǎn)生的殘余壓應(yīng)力的加工工藝是十分有價(jià)值的。
2 金屬切削加工過程以及殘余應(yīng)力產(chǎn)生的原理
2.1 金屬切削加工的整個(gè)過程
在整個(gè)金屬切削的加工過程中,都是被加工材料受刀具前刃面的推擠,而沿切削橫截面剪切滑移產(chǎn)生的。在這個(gè)切削過程中,切削層金屬往往會(huì)出現(xiàn)相應(yīng)的變化,并且隨著對(duì)金屬切削的摩擦而形成了巨大的熱量。在鑄造件加工過程中,在第一變形區(qū)域形成的金屬切屑也會(huì)隨著刀的移動(dòng),沿著前方刀面的走向而移動(dòng)[2]。在整個(gè)移動(dòng)流程中,切屑底層與前刀面之間通常會(huì)引起進(jìn)一步的碰撞與擠壓,而這樣的流程往往會(huì)伴隨著塑性變化的生成與熱量的排出,從而形成了第二變形區(qū)。
此外,由于刀刃上鈍角的出現(xiàn),往往在第一次變形區(qū)中切削層金屬材料還未被徹底的切削下去時(shí),會(huì)殘留一些尚未被完全去除的金屬表面。在刀具與鑄造件之間進(jìn)行相對(duì)運(yùn)動(dòng)時(shí),這層薄薄的表面金屬層就會(huì)被擠出而直接通過切削刃鈍角和后刀面。這也就將導(dǎo)致表面金屬的材質(zhì)往往會(huì)直接產(chǎn)生塑性變化以及生成巨大熱能從而導(dǎo)致各種金屬材質(zhì)基體產(chǎn)生變化,這也就被稱為金屬切削過程中的第三大變形區(qū)。圖1為切削加工過程示意圖。
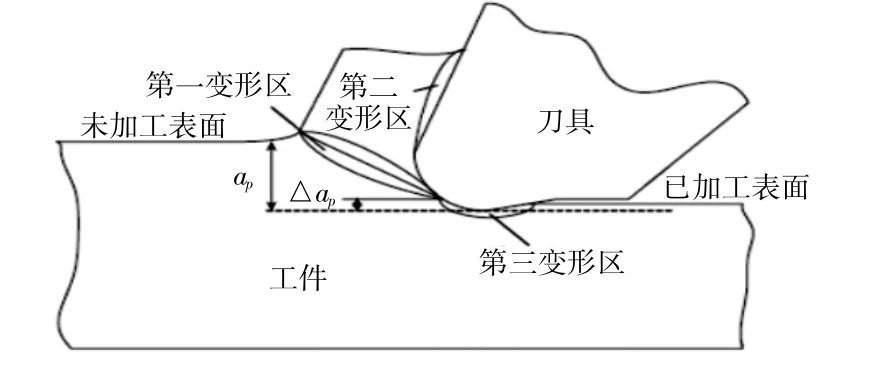
圖1 切削加工過程示意圖
2.2 殘余應(yīng)力產(chǎn)生的原理
對(duì)于殘余應(yīng)力所產(chǎn)生的原理問題,在理論上的定量分析中往往存在著一定的難度。所以,在此過程中只能對(duì)其進(jìn)行定性分析。
首先,是由于機(jī)械應(yīng)力所形成的殘余應(yīng)力。當(dāng)用刀切削工件材料時(shí),在刀尖的前方三角部分往往會(huì)由于刀的移動(dòng),而形成沿著切削方向的擠壓變形和垂直于與切削表面方向的拉設(shè)塑性變形。但是,在切削加工的過程中沿著切削方向往往會(huì)形成拉伸殘余應(yīng)力。而在此基礎(chǔ)上,刀具的向后刃面又會(huì)對(duì)剛被加工處理的表面進(jìn)行進(jìn)一步的擠壓和磨損,同時(shí)會(huì)導(dǎo)致對(duì)工件的表面產(chǎn)生塑性拉伸而形成沿加工表面方向的壓縮殘余應(yīng)力[3]。在實(shí)際的加工過程中,由于機(jī)械應(yīng)力所形成的殘余應(yīng)力是指加工刀接觸部位前方塑性凸出效果和加工刀具接觸點(diǎn)后方效果的疊加總和。
其次,是因?yàn)闊釕?yīng)力所形成的殘余應(yīng)力。在金屬材料切削加工過程中的3個(gè)主要變化區(qū)因?yàn)槟Σ料禂?shù)和塑性的變化,往往都會(huì)形成巨大的熱量。在此過程中,所產(chǎn)生的熱能就很難在整個(gè)加熱切削過程中被分散開來,從而使得整個(gè)鑄造件材料的表層都受熱而產(chǎn)生了擴(kuò)張。不過,表層的擴(kuò)張也往往由于基體的熱束縛而最終形成壓塑性的變化。當(dāng)鑄造件材料進(jìn)行了加熱并慢慢冷卻到一定溫度以后,產(chǎn)生壓塑性變形的表面熱就會(huì)在整個(gè)鑄造件的表層產(chǎn)生了拉伸殘余應(yīng)力[4]。對(duì)于以上的情形并不涉及鑄造件受熱和冷卻過程中產(chǎn)生的變形,但是如果是在切削過程中產(chǎn)生的熱能最終超過了鑄造件材料的轉(zhuǎn)變溫度,那么在此時(shí)鑄造件表面的金屬材料也會(huì)在淬火過程中轉(zhuǎn)變,并使得鑄造件的表面體受到了一定的改變,最后在工作表面上形成了相應(yīng)的殘余應(yīng)力。
在實(shí)際鑄造件切削加工過程中,鑄造件的表面最終的殘余應(yīng)力一般為上述幾種情況的疊加之和。在一般狀態(tài)下,若是金屬切削工件的加工速率緩慢、表面冷卻狀況較好、金屬切削的加工溫度較適宜時(shí),則機(jī)械應(yīng)力將對(duì)殘余應(yīng)力的形成與特性,具有一定的作用。當(dāng)切削速度逐漸變快時(shí),切削溫度也將到達(dá)相應(yīng)的峰值,而鑄造件材料的相對(duì)變化也會(huì)對(duì)工作表面的殘余內(nèi)部應(yīng)力產(chǎn)生一定的主導(dǎo)作用。由此就可發(fā)現(xiàn)在切削加工過程中殘余應(yīng)力的形成,是個(gè)十分復(fù)雜的環(huán)節(jié)與過程,與金屬切削工藝中的機(jī)械熱力耦合有著密切的聯(lián)系。
3 消除殘余應(yīng)力的方法
3.1 保證零件結(jié)構(gòu)設(shè)計(jì)的合理化
在鑄造件生產(chǎn)過程中,應(yīng)確保鑄造件結(jié)構(gòu)設(shè)計(jì)的科學(xué)合理,并充分防止尖角和壁厚之間的不平衡結(jié)構(gòu)情況產(chǎn)生。優(yōu)選加工工藝的路線,并在每一加工環(huán)節(jié)中選用最合理化的加工工藝參數(shù),以降低零件在各個(gè)加工工序中所形成的殘余應(yīng)力,同時(shí)結(jié)合合理的加工方式,充分減小殘余應(yīng)力。
3.2 自然時(shí)效處理
在鑄造件切削加工過程中,要使鑄造件在室溫下或露天存放一段時(shí)間后,在晝夜溫度變化以及復(fù)雜的環(huán)境動(dòng)蕩因素的共同影響下,鑄造件結(jié)構(gòu)內(nèi)部的晶粒進(jìn)行微觀移動(dòng)和擴(kuò)展,從而引起微觀殘余應(yīng)力的顯著降低,促使鑄造件結(jié)構(gòu)在宏觀情況下進(jìn)行塑性化變形,從而實(shí)現(xiàn)減小宏觀殘余應(yīng)力的最終目的。這些方法所需的時(shí)間都較長,而且去除殘余應(yīng)力的能力也有限。
3.3 人工時(shí)效處理
最常用的人工時(shí)效處理方法就是時(shí)效退火降溫,因?yàn)榻饘俨牧系那?qiáng)度通常會(huì)因?yàn)闇囟然蛱岣呋驕p弱,所以時(shí)效退火的辦法就是把鑄造件升溫在金屬材料的回復(fù)或再結(jié)晶溫度范圍內(nèi)保持了幾小時(shí)或超過十幾個(gè)小時(shí),對(duì)那些在殘余應(yīng)力的影響下仍然可以達(dá)到強(qiáng)度極限的部分,進(jìn)行熱塑性變形來減少殘余應(yīng)力。這種人工時(shí)效處理的方式應(yīng)充分保證冷卻速率的減緩,并在很大程度上防止了鑄造件在冷卻過程中形成了新的殘余應(yīng)力。在目前階段,人工時(shí)效處理使用得非常普遍,最高程度的效果能夠減少鑄造件內(nèi)百分之八十的殘余應(yīng)力,其設(shè)備費(fèi)用較高,而且對(duì)周圍環(huán)境也有一定環(huán)境污染。
3.4 振動(dòng)時(shí)效處理
振動(dòng)時(shí)效,往往是指通過機(jī)械共振的方法減少在機(jī)械加工后所形成的殘余應(yīng)力。這種方法主要是采用向鑄造件表面進(jìn)行特定大小和頻率激蕩力的方法給予鑄造件的熱傳導(dǎo)能力,使工件表面產(chǎn)生非常細(xì)微化且細(xì)小的形變,從而減少殘余應(yīng)力。在振動(dòng)時(shí)效法,不僅可以極大程度地減少產(chǎn)品內(nèi)的殘余應(yīng)力,而且由于設(shè)備的結(jié)構(gòu)簡單、節(jié)能環(huán)保的特性,可以確保殘余應(yīng)力效果的提高。
4 應(yīng)用與結(jié)論
實(shí)際生產(chǎn)加工中應(yīng)針對(duì)不同產(chǎn)品制定不同的工藝流程方法。某產(chǎn)品中鋁合金鑄件如圖2所示,從結(jié)構(gòu)形式分析,鑄件結(jié)構(gòu)復(fù)雜壁厚不同,受鋁液流動(dòng)速度、固化時(shí)間以及收縮率等影響,鑄件會(huì)產(chǎn)生一定應(yīng)力。因產(chǎn)品要求具有密封性,對(duì)兩個(gè)安裝面提出了較高平面度要求,鑄造工藝無法滿足平面度要求,所以工藝上安排切削加工工序,而切削加工也會(huì)產(chǎn)生應(yīng)力。要保證兩安裝面的平面度精度,首要解決的問題是最大限度去除兩個(gè)加工環(huán)節(jié)產(chǎn)生的應(yīng)力。
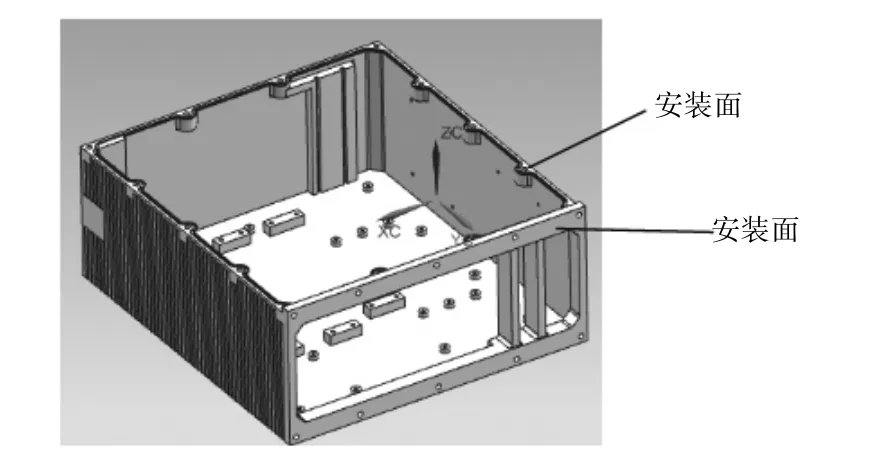
圖2 鑄件示意圖
該產(chǎn)品要求在鑄造過程中檢驗(yàn)鋁錠的材質(zhì)成分,保證材料成分符合性;檢測(cè)原料材質(zhì)硬度和產(chǎn)品熱處理后的硬度,保證熱處理的有效性;鑄造后對(duì)鑄件進(jìn)行固溶、時(shí)效處理;銑削加工采用高速切削,降低削應(yīng)力。此鑄件機(jī)械加工應(yīng)力的去除曾經(jīng)采用過振動(dòng)時(shí)效方法,但應(yīng)力去除能力較低無法滿足產(chǎn)品平面度要求。也采用過粗加工—熱處理去應(yīng)力—精加工工藝流程,但加工周期長,費(fèi)用較高。最終通過安裝加固支撐,利用高速銑設(shè)置合理的切削參數(shù),完成了鑄件安裝面的機(jī)械加工,達(dá)到高效、高質(zhì)和經(jīng)濟(jì)目的。
綜上所述,在鑄造件加工過程中,所產(chǎn)生的殘余應(yīng)力是機(jī)械應(yīng)力與熱應(yīng)力共同作用下的疊加之和。雖然了解了殘余應(yīng)力所產(chǎn)生的工作原理,但是對(duì)于殘余應(yīng)力的控制和分析依然有著一定的難度,需要理論分析和進(jìn)行不同工藝試驗(yàn)相結(jié)合來尋找有效的消除殘余應(yīng)力方法。殘余應(yīng)力的消除能夠更好的保證產(chǎn)品加工質(zhì)量,延長產(chǎn)品使用壽命,并對(duì)發(fā)展鑄造加工有著重要的促進(jìn)意義。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
兒童故事畫報(bào)(2019年5期)2019-05-26 14:26:14
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
- 裝備制造技術(shù)的其它文章
- 新工科背景下建筑電氣與智能化專業(yè)人才培養(yǎng)模式探討
- 基于技能大賽的標(biāo)準(zhǔn)與成果,培養(yǎng)技工院校高技能人才探索與實(shí)踐
- “以賽賦能、實(shí)踐育人”培養(yǎng)模式及策略
——以工業(yè)產(chǎn)品數(shù)字化設(shè)計(jì)與制造賽項(xiàng)為例 - 高職產(chǎn)教融合協(xié)同育人創(chuàng)新機(jī)制
- 校政企協(xié)同育人構(gòu)建“三位一體”創(chuàng)新人才培養(yǎng)模式
- 基于“課程思政”的民辦高校“機(jī)械設(shè)計(jì)”課程教學(xué)研究