汽車消聲器焊接夾具設(shè)計(jì)技術(shù)規(guī)范探討
2022-06-16 14:18:50秦啟斌
裝備制造技術(shù) 2022年3期
關(guān)鍵詞:設(shè)計(jì)
秦啟斌
(廣西汽車集團(tuán)有限公司技術(shù)中心,廣西 柳州 545007)
0 引言
汽車上的任一零部件,均為汽車的某種功能需要而設(shè)計(jì),但是該部件的結(jié)構(gòu)設(shè)計(jì)是實(shí)現(xiàn)這種功能的前提。產(chǎn)品質(zhì)量是制造出來(lái)的,若制造工藝不能保證產(chǎn)品結(jié)構(gòu)的尺寸及精度要求,則必然導(dǎo)致生產(chǎn)出來(lái)的產(chǎn)品質(zhì)量一致性差,性能不穩(wěn)定。產(chǎn)品制造過(guò)程中,工裝水平是保證產(chǎn)品質(zhì)量的基本前提,因此,工藝技術(shù)方案正確、工裝材料選擇合理、尺寸公差和形位公差等技術(shù)參數(shù)選取,是工裝設(shè)計(jì)的關(guān)鍵要素。在工裝夾具設(shè)計(jì)時(shí),由于設(shè)計(jì)人員的工作經(jīng)歷、工作經(jīng)驗(yàn)、專業(yè)能力,以及一個(gè)公司制定的工作流程、技術(shù)規(guī)范、知識(shí)積淀等的不同,所設(shè)計(jì)出來(lái)的夾具水平就會(huì)因人而異,最終體現(xiàn)在制造產(chǎn)品質(zhì)量水平的迥異。
為此,以汽車消聲器焊接夾具設(shè)計(jì)為例,探討如何確保不同的技術(shù)人員,無(wú)論其是經(jīng)驗(yàn)豐富的工程師,還是初入職場(chǎng)的新人,只要嚴(yán)格按照設(shè)計(jì)工作流程進(jìn)行設(shè)計(jì),并遵循設(shè)計(jì)規(guī)范選擇設(shè)計(jì)參數(shù),都能設(shè)計(jì)出幾乎同樣高水平的焊裝夾具。
首先,要進(jìn)行產(chǎn)品結(jié)構(gòu)分析和工藝分析。產(chǎn)品結(jié)構(gòu)分析就是分析消聲器焊合總成共有多少個(gè)零部件,其關(guān)鍵參數(shù)分別有哪些,需要保證的產(chǎn)品性能是什么。焊接工藝分析主要考慮需要分解成幾道工序完成焊接,關(guān)鍵工序是哪幾道,如何確保的關(guān)鍵結(jié)構(gòu)參數(shù)的實(shí)現(xiàn)。把這些工藝設(shè)計(jì)時(shí)需要考慮的要素列表匯總分析,策劃出工藝技術(shù)路線和工藝技術(shù)方案。消聲器焊合總成主要由消聲器筒體、前端管件、后端管件、掛桿等零部件焊接而成。制造工藝主要分為筒體輥壓成型、彎管、裝芯、筒體與端蓋輥合、前端管件焊接、后端管件焊接、總成拼焊等工序。焊接工序可以采取總拼焊一道序完成,但這樣的工藝安排會(huì)導(dǎo)致不同規(guī)格的消聲器焊接就需要不一樣的總拼臺(tái),現(xiàn)分解為三道焊接工序,是基于最大化地柔性共線生產(chǎn)不同規(guī)格消聲器的需要。消聲器焊夾具設(shè)計(jì)的關(guān)鍵是保證產(chǎn)品焊接滿足尺寸公差和形位公差要求,焊縫質(zhì)量穩(wěn)定一致,消聲器總成的氣密性、消音性(NVH)符合法規(guī)標(biāo)準(zhǔn)。
然后,進(jìn)行具體的單套焊接拼臺(tái)設(shè)計(jì),將數(shù)套焊接拼臺(tái)有機(jī)的聯(lián)接在一起,就組成了一條消聲器焊接生產(chǎn)線。消聲器產(chǎn)品焊接線由數(shù)套拼臺(tái)組成,但每套夾具的工藝設(shè)計(jì)流程是一樣的,只是相關(guān)尺寸和參數(shù)稍有不同。一套焊夾具主要由底板、支座、定位銷、定位塊、限位塊、夾緊機(jī)構(gòu)、導(dǎo)向機(jī)構(gòu)等構(gòu)件組成,夾具設(shè)計(jì)的關(guān)鍵是如何正確選擇這些構(gòu)件的關(guān)鍵技術(shù)參數(shù)。
下面就汽車消聲器焊接夾具的主要工裝構(gòu)件設(shè)計(jì)的關(guān)鍵技術(shù)規(guī)范逐一進(jìn)行分析。
1 汽車消聲器焊接夾具主要工裝構(gòu)件設(shè)計(jì)關(guān)鍵技術(shù)規(guī)范
1.1 底板
焊夾具底板是一套夾具的基礎(chǔ),承載著夾具所有構(gòu)件和焊接產(chǎn)品的全部重量,首先要滿足產(chǎn)品零部件焊接裝夾的尺寸要求,其次,通過(guò)優(yōu)化結(jié)構(gòu)和符合要求的剛度和強(qiáng)度不保證。
底板型式:通常采用焊接結(jié)構(gòu),主要分為純鋼板式結(jié)構(gòu)和鋼板-型材混合式結(jié)構(gòu)兩種類型。
根據(jù)所焊接產(chǎn)品的長(zhǎng)寬確定底板的長(zhǎng)寬尺寸,通過(guò)焊接加強(qiáng)梁來(lái)保證底板的剛度和強(qiáng)度,進(jìn)行時(shí)效處理后,按表1精度加工。
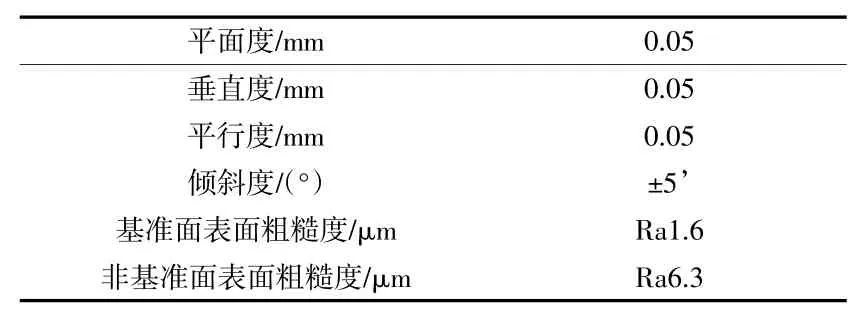
表1 底板表面加工精度
1.2 支座
支座的功能是用于安裝定位塊、限位塊、夾緊塊等構(gòu)件,支座的安裝定位必須X Y Z三個(gè)方向均可調(diào),初始預(yù)留可調(diào)量為3 mm,以確保上述構(gòu)件的功能要求。
支座的工藝流程:下料→毛坯焊接→時(shí)效處理→清理焊渣→噴防銹底漆→機(jī)械加工。
支座加工的形狀及位置精度要求:垂直度和平行度誤差均為0.05 mm;對(duì)于互相垂直的加工表面,其中一個(gè)面上的基準(zhǔn)銷孔中心與另一個(gè)表面之間的尺寸公差為±0.05 mm;對(duì)于具有互相平行的加工表面,兩個(gè)表面之間的尺寸公差為±0.05 mm;同平面上的兩個(gè)基準(zhǔn)銷孔之間的尺寸公差:尺寸≤500 mm,±0.03 mm,尺寸>500 mm,±0.05 mm。
支座型式:盡量采用鋼板焊接結(jié)構(gòu),高寬尺寸須滿足系列化要求。高度一般為150 mm、200 mm、250 mm、300 mm、350 mm、400 mm六種,且能滿足互換性要求,最高不能超過(guò)600mm;寬度可為60 mm、80 mm、100 mm、120 mm四種。
支座安裝:與夾具底板固定,用兩顆φ10 mm圓柱銷定位,用四顆12.9級(jí)M10的外六角螺栓或內(nèi)六角螺栓緊固(底板過(guò)小時(shí),可用M8螺栓);側(cè)面調(diào)整螺釘為M8內(nèi)六角螺釘。
1.3 定位銷、定位塊、限位塊
定位銷、定位塊、限位塊[1]的作用是把零部件放置于焊夾具后,限制零部件位置發(fā)生變化,確保符合焊接產(chǎn)品的尺寸和形位公差要求。
定位銷結(jié)構(gòu)有螺釘拉緊固定銷、螺母緊固銷、螺釘自旋緊固銷、光軸過(guò)盈緊固銷等類型,根據(jù)不同的受力情況選擇。定位銷孔的表面粗糙度≤1.6μm。
定位塊、限位塊中與產(chǎn)品形面接觸部位,須依照產(chǎn)品數(shù)模的形狀進(jìn)行CNC加工,加工誤差不得大于0.2 mm,各接觸面及安裝固定面表面加工粗糙度≤1.6μm。采用12.9級(jí)M8的內(nèi)六角螺栓固定。
1.4 夾緊機(jī)構(gòu)
夾緊臂與壓緊力[2]的設(shè)計(jì):以裝夾零件最大變形量不超過(guò)其公差的50%來(lái)設(shè)計(jì)夾緊臂和夾緊力。可選用油缸或氣缸來(lái)施加夾緊力,一般選直徑為φ32 mm、增壓比1∶25的油缸。
夾緊結(jié)構(gòu)必須具備以下功能:
(1)夾頭有先后開合順序要求的,動(dòng)作應(yīng)能互鎖,以免誤操作而產(chǎn)生夾具及產(chǎn)品損壞等質(zhì)量問(wèn)題。
(2)動(dòng)作按鈕應(yīng)有防止誤動(dòng)作的安全防護(hù)裝置。
(3)氣路應(yīng)設(shè)有殘壓處理閥。
(4)壓緊缸應(yīng)預(yù)留壓緊行程。
(5)所有的氣路控制閥及三元件應(yīng)有防撞裝置。
(6)所有動(dòng)作按鈕應(yīng)有文字標(biāo)志。
夾緊種類有氣動(dòng)、油缸、手動(dòng)、手動(dòng)預(yù)壓氣動(dòng)壓緊等夾緊類型,依據(jù)實(shí)際使用情況選用。
1.5 導(dǎo)向機(jī)構(gòu)
導(dǎo)向機(jī)構(gòu)主要包括:直線導(dǎo)軌、導(dǎo)向塊、導(dǎo)柱、導(dǎo)套等構(gòu)件。
導(dǎo)向構(gòu)件各接觸面及安裝固定面的表面加工粗糙度≤1.6μm,配合面粗糙度≤0.8μm。
導(dǎo)套長(zhǎng)度必須是導(dǎo)柱直徑的1.5倍以上。
采用12.9級(jí)M8內(nèi)六角螺栓固定各導(dǎo)向構(gòu)件。
1.6 零件壓緊頭(塊)
焊接件的壓緊頭或壓緊塊必須可調(diào)節(jié),調(diào)節(jié)量≥3 mm。
壓緊頭(塊)按結(jié)構(gòu)可分為橋式、彈性和墊片式;按壓頭型式可分為全仿形、平面、點(diǎn)壓、V型。
1.7 調(diào)整墊片
墊片結(jié)構(gòu):梳子型和U型。
墊片厚度分為3 mm、2 mm、1 mm、0.5 mm、0.2 mm、0.1 mm六種。
需要調(diào)節(jié)的安裝部位,設(shè)計(jì)時(shí)須留有≥3 mm的調(diào)節(jié)余量。調(diào)整量大于3 mm時(shí),須用3 mm墊片+其他厚度規(guī)格的墊片配合使用,使用墊片數(shù)量最多不超過(guò)4片。
1.8 電纜氣管
氣管與工裝連接要有旋轉(zhuǎn)轉(zhuǎn)接頭裝置。工裝主進(jìn)氣管一般用φ12 mm管,其他用φ8 mm管。
電纜統(tǒng)一采用24針航空插頭轉(zhuǎn)換。電纜氣管須采用防燙管,須整齊放置于線槽里并固定,不允許與工裝和焊槍有摩擦運(yùn)動(dòng)。
易磨損、易老化的電纜氣管,須納入設(shè)備日常點(diǎn)檢管理。
1.9 標(biāo)準(zhǔn)件選用
安裝固定焊夾具各種構(gòu)件的標(biāo)準(zhǔn)件,必須滿足受力要求,確保安裝牢固可靠,故規(guī)定如下:
(1)螺栓:托塊、壓頭等經(jīng)常需要調(diào)整的構(gòu)件,采用12.9級(jí)M8或M10的內(nèi)六角螺栓緊固,其余構(gòu)件采用8.8級(jí)M10或M12的內(nèi)六角螺栓緊固(上文規(guī)定的除外)。
(2)圓柱銷:壓塊及托塊采用φ8 mm定位圓柱銷,其它部位使用φ10 mm定位圓柱銷,從GB120-86標(biāo)準(zhǔn)選用。
1.10 拼臺(tái)精度要求
焊接拼臺(tái)的質(zhì)量水平直接影響焊接產(chǎn)品的質(zhì)量,其精度[3]必須滿足以下規(guī)范:
(1)消聲器總成焊接拼臺(tái):加工精度為±0.05 mm,主定位銷的位置精度為φ0.1 mm。
(2)夾具基準(zhǔn)面至所有夾具垂直方向的測(cè)量點(diǎn)公差均為+0.1 mm,或者-0.1 mm,不能取±0.1 mm。
(3)水平面上定位孔之間的尺寸公差為±0.02 mm,表面粗糙度為1.6μm。
(4)所有的定位孔與基準(zhǔn)面的尺寸公差為±0.05 mm,表面粗糙度為1.6μm。
(5)基準(zhǔn)面之間尺寸公差為±0.1 mm,測(cè)量面之間的尺寸公差為±0.2 mm。
(6)支架的垂直度,每100 mm高的精度誤差<0.01 mm。
(7)支架的平面度,每100 mm2的精度誤差<0.01 mm。
(8)定位孔的同心度、平行度、垂直度的精度誤差<0.02 mm。
(9)所有定位塊或連接塊之間均需定位銷固定,以保證工裝重復(fù)定位精度偏差<±0.2 mm。
(10)所有定位壓緊要有防松結(jié)構(gòu),如彈墊、螺釘拉緊結(jié)構(gòu)、鎖緊螺母要有并緊螺母等,以滿足工裝重復(fù)定位精度偏差<±0.2 mm。
1.11 防錯(cuò)防漏要求
下列情況之一,必須考慮防錯(cuò)防漏等失效模式:
(1)易漏裝、易裝錯(cuò)的小零件,如支架、小掛鉤、纖維、橡膠懸掛件等。
(2)不易分辨的類似零件,如類似的凈化器、消聲器、管件等。
(3)易裝錯(cuò)方向的零件,如有前后端、上下面、左右面等要求的零件。
(4)無(wú)零件時(shí)可能對(duì)工裝有損害的,如無(wú)零件時(shí)會(huì)焊接工裝的情形。
(5)工裝動(dòng)作不到位時(shí),有撞槍或碰到其它工裝或設(shè)備的情形,如可移動(dòng)的定位塊、二次動(dòng)作的支架掛鉤定位機(jī)構(gòu)等。
防錯(cuò)防漏可以采取機(jī)械、激光、攝像、傳感器等方式實(shí)現(xiàn)。
1.12 安全要求
對(duì)于運(yùn)動(dòng)氣缸帶定位裝置的,必須先用手動(dòng)推動(dòng)來(lái)定位,氣動(dòng)再推緊。對(duì)于手工焊接工裝,必須消除夾手風(fēng)險(xiǎn),可采用預(yù)夾緊氣缸消除夾手風(fēng)險(xiǎn),并加防護(hù)裝置和雙手啟動(dòng)按鈕。其他情形考慮采用安全光柵進(jìn)行防護(hù)。
1.13 防飛濺要求
產(chǎn)品所有的功能面、下道工序的定位面以及氣缸和電器等元器件,都需要有防焊接飛濺裝置,以保證焊具的穩(wěn)定性和可靠性,進(jìn)而保證焊接產(chǎn)品質(zhì)量一致性,以及操作人員的安全。
1.14 材料選用
消聲器焊夾具主要構(gòu)件材料[4]按表2選用。

表2 主要構(gòu)件材料匯總表
1.15 平臺(tái)化原則
焊具構(gòu)件的模塊化和標(biāo)準(zhǔn)化設(shè)計(jì)[5]是產(chǎn)線平臺(tái)化的基礎(chǔ),因此,在焊接夾具設(shè)計(jì)時(shí),必須分析尺寸相近的數(shù)種同類產(chǎn)品,策劃好各道工序中底板的尺寸范圍,以及夾具各構(gòu)件的尺寸范圍,在此基礎(chǔ)上進(jìn)行構(gòu)件的模塊化和標(biāo)準(zhǔn)化設(shè)計(jì),最大程度的滿足多種產(chǎn)品的柔性生產(chǎn),實(shí)現(xiàn)產(chǎn)線平臺(tái)化,降低投資成本。一般而言,滿足3~5種產(chǎn)品生產(chǎn)的平臺(tái)化產(chǎn)線綜合投資成本最佳。
2 結(jié)語(yǔ)
遵循平臺(tái)化設(shè)計(jì)原則設(shè)計(jì)消聲器焊夾具的每一構(gòu)件的結(jié)構(gòu)形狀和尺寸,按照上述相應(yīng)的技術(shù)規(guī)范選取材料和確定形位公差、硬度等關(guān)鍵技術(shù)參數(shù),完成夾具構(gòu)件的設(shè)計(jì),編上編號(hào),就初步建立了一套完整的消聲器焊具設(shè)計(jì)技術(shù)規(guī)范。然后通過(guò)實(shí)際生產(chǎn)驗(yàn)證,修改完善,逐步把具有共性的構(gòu)件規(guī)范成非標(biāo)件中的標(biāo)準(zhǔn)件或模塊件。在工裝夾具設(shè)計(jì)中,非標(biāo)件中的模塊件和標(biāo)準(zhǔn)化件的比例越大,生產(chǎn)線的柔性化、平臺(tái)化程度就越高,更是智能制造的重要基礎(chǔ)。此后,凡是遇到類似規(guī)格型式的消聲器焊具設(shè)計(jì),遵循這些焊夾具設(shè)計(jì)流程和技術(shù)規(guī)范,盡量選用設(shè)計(jì)資源庫(kù)中的模塊化和標(biāo)準(zhǔn)化構(gòu)件,就可以高效快捷地完成焊夾具設(shè)計(jì)工作,而且無(wú)論何人設(shè)計(jì),所設(shè)計(jì)出來(lái)的焊具水平都相差無(wú)幾,都能確保消聲器產(chǎn)品的質(zhì)量水平。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
- 裝備制造技術(shù)的其它文章
- 新工科背景下建筑電氣與智能化專業(yè)人才培養(yǎng)模式探討
- 基于技能大賽的標(biāo)準(zhǔn)與成果,培養(yǎng)技工院校高技能人才探索與實(shí)踐
- “以賽賦能、實(shí)踐育人”培養(yǎng)模式及策略
——以工業(yè)產(chǎn)品數(shù)字化設(shè)計(jì)與制造賽項(xiàng)為例 - 高職產(chǎn)教融合協(xié)同育人創(chuàng)新機(jī)制
- 校政企協(xié)同育人構(gòu)建“三位一體”創(chuàng)新人才培養(yǎng)模式
- 基于“課程思政”的民辦高校“機(jī)械設(shè)計(jì)”課程教學(xué)研究