基于UG12.0的N95口罩齒模加工銑削策略探討
2022-06-16 14:18:48張桂花
裝備制造技術 2022年3期
關鍵詞:策略
張桂花,謝 正
(武漢軟件工程職業學院 機械工程系,湖北 武漢 430205)
N95口罩是后疫情時代防疫的必備用品,它是通過口罩機將多層無紡布進行熱壓、折疊成型、超聲波焊接、廢料切除、耳帶鼻梁條焊接等工序制造而成的。其中齒模是口罩機的關鍵零件,主要功能是熔接和印花,將連續不間斷運行的多層無紡布復合利用超聲波配合滾焊,并壓出口罩表面紋路,且壓接線壓而不穿,使四層布密實在一起,并留有薄薄的半透明熔噴布,以保證過濾性和密封性[1-3]。為保證N95口罩更強的病毒過濾效果和密封性,口罩機對齒模的制造技術要求極高,滾齒與標志的圓跳動公差控制在0.005 mm,全曲面跳動公差控制在0.01 mm[4],這無疑對齒模的制造工藝提出了更高的要求,同時這也是造成齒模質量不統一、壽命短,制約口罩機生產效率的主要困擾。現研究應用UG12.0對N95口罩齒模進行三維造型,分析齒模的結構特征和加工難點,選用合適的銑削策略,確定優質高效的工藝方案和生成加工程序,并在四軸數控加工中心加工驗證。
1 齒模工藝分析
1.1 齒模結構特征
圖1所示為N95口罩齒模結構,在直徑φ75.5 mm的旋轉體上的兩端對稱分布有82個長為2 mm,寬為1 mm,高為1 mm的滾齒;中間包裹有寬為6 mm,高為1 mm的切割輥輪廓,切割輥輪廓上陣列了118個長寬高均為1 mm的滾齒,呈左右對稱;為保證口罩不易變形,增加美感,中間還對稱分布有2個長為47 mm,寬為2 mm,2個長為45 mm,寬為2 mm的表面加強筋,每個加強筋上均均勻分布有8個直徑為1 mm,高為1 mm的滾齒;而帶黨徽和數字1921-2021的標志分布在長57 mm、寬為36 mm、高為1 mm的特征上。旋轉體上的滾齒和標志用來壓花成型5層布料,其展開圖的形狀控制整個口罩表面紋路。齒模左邊設計有鍵槽,用鍵連接傳動齒輪,左右兩端φ30 mm處作用是安裝滾動軸承,裝配到壓紋機構上[1]。
1.2 齒模加工難點
齒模材料為45#,加工位置有:外圓面、鍵槽、滾齒、切割棍、表面加強筋、標志,整個齒模為機加工一體成形,加工難點如下。
(1)齒模結構特征復雜,特征與旋轉面不垂直,加工區域多而密,滾齒就有470個,編程繁瑣,且各滾齒之間間距小,最窄處僅為2.1099 mm,限制了刀具的直徑和切削量,加工時間長,工序環節多。
(2)滾齒截面尺寸小,精度要求高,尺寸公差控制在0.1 mm,徑向圓跳動公差控制在0.005 mm,全曲面跳動公差控制在0.01 mm,確保5層布料壓而不穿以保證過濾性和密封性。
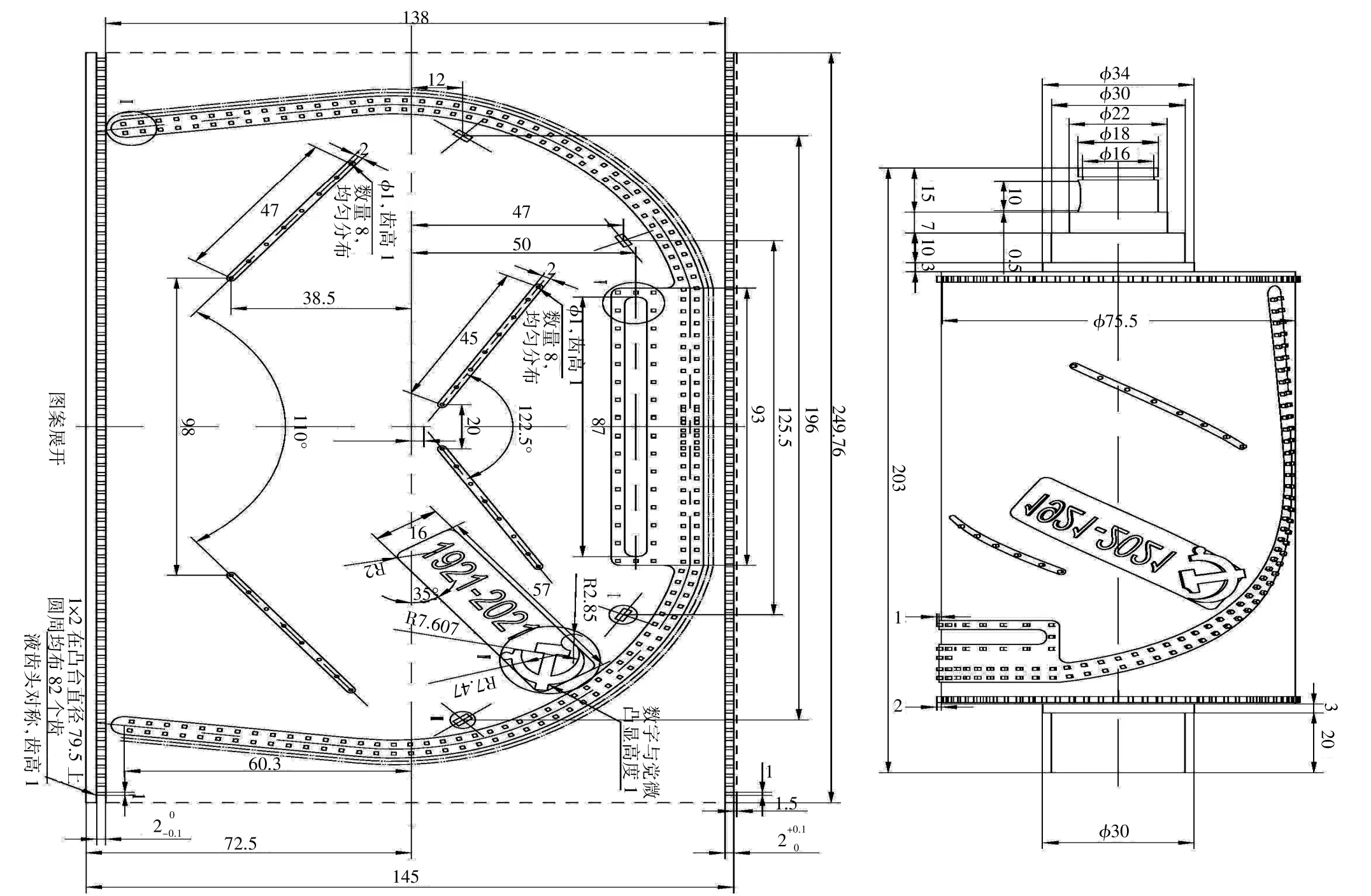
圖1 口罩齒模結構
(3)齒模硬度要求在58~62 HRC,經熱處理后硬度高,只能小切削量和小刀具,存在刀具磨損快、效率低等因素,影響生產效益。
(4)與滾動軸承配合不僅要求轉動靈活、平穩,φ30 mm外圓面尺寸要求較高,同時還得保證兩端同軸度,若同軸度過大,將導致工作不平穩,影響切斷及使用壽命。
2 齒模加工工藝設計
分析齒模的結構特征和加工難點,再結合多軸加工技術因加工效率高、加工周期短,加工表面質量好的優勢大量應用在包裹于旋轉體上的特征加工,確定如下加工方案。
(1)下料。φ85 mm×210 mm。
(2)數控車削加工。先加工兩端中心孔,為后續工序磨削和銑削加工提供裝夾及定位,接著車削齒模外形,單邊留0.1 mm外磨余量。
(3)磨削加工。雙頂尖磨削齒模外形保證各直徑同軸度,精磨外形φ79.5 mm尺寸至圖紙公差范圍,保證圓跳動公差控制在0.005 mm公差及全曲面跳動公差控制在0.01 mm內。
(4)四軸銑削加工。一夾一頂粗銑齒模輪廓,二次粗加工滾齒、標志、兩端滾齒與切割輥狹窄處,再半精銑、精銑齒模輪廓、滾齒、標志,留0.1 mm的滾齒精修余量。
(5)熱處理。保證材料硬度達到58~62 HRC。
(6)磨削加工。雙頂尖精磨兩軸承位置φ30 mm至尺寸,與軸承相配合用。
(7)四軸銑削加工。精修滾齒至截面尺寸,保證刃口尺寸均勻,控制公差在0.1 mm內。
3 基于UG12.0的齒模銑削策略設計
齒模加工區域多而密,小刀具小切削量,加工時間長,環節多,硬度和精度要求都較高[5],在旋轉軸上選擇合適的四軸銑削策略銑削符合要求的滾齒部分,是破解齒模加工難點的關鍵。
3.1 基于UG12.0齒模三維建模
N95口罩齒模三維建模的難點仍然是切割輥、表面加強筋、滾齒、標志部分,特別是包裹到φ75.5 mm的軸上。
(1)識讀圖紙,在XY平面內繪制封閉截面用旋轉的方法生成臺階軸。
(2)接著YZ平面繪制截面拉伸方軸面,在XZ平面繪制截面拉伸鍵槽。
(3)根據技術要求,印花包裹于φ75.5 mm的軸上,通過φ75.5 mm的象限點創建平行XY平面的基準面,在基準面上繪制齒模展開圖的圖案,將繪制的圖案拉伸成實體。其中切割輥上的滾齒采用沿的方式陣列,點選切割輥輪廓定義陣列路徑,設置數量和步距即可完成滾齒的創建。
(4)在基準面上通過φ75.5 mm的象限點對稱拉伸一個平面,平面的長度是pi*75.5/2。
(5)點選編輯→曲面→整體變形,選擇按曲面方法生成,選擇繪制的實體面為要變形的幾何體,選擇拉伸平面為基本曲面,選擇φ75.5 mm的軸面為控制曲面并點選法向,確保標志部分圖案為反,變形方向選擇垂直于控制對象,即將切割輥、表面加強筋、滾齒和標志部分包裹到φ75.5 mm的軸上,如圖2所示。
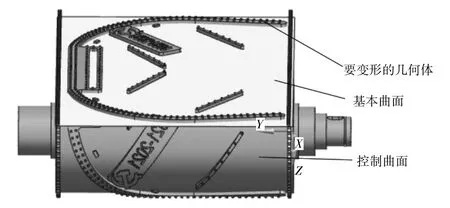
圖2 齒模的切割輥、表面加強筋、滾齒和標志部分整體變形
3.2 加工內容分析
通過分析齒模各部分功能及加工要求可知,齒模分為齒模輪廓、切割輥輪廓、切割輥狹窄處、切割輥輪廓與右端滾齒狹窄處、切割輥上滾齒、表面加強筋輪廓、表面加強筋上滾齒、標志、兩端滾齒進行加工,如圖3所示。
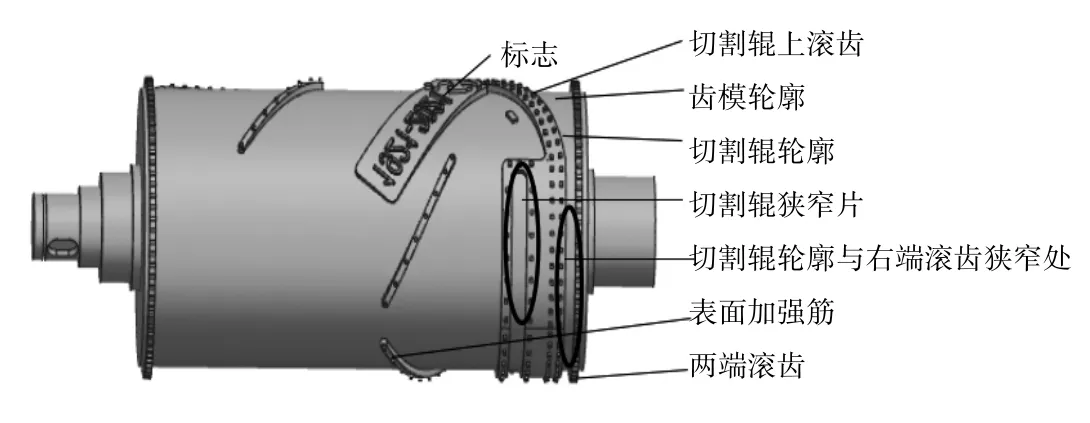
圖3 齒模加工區域
3.3 選擇工裝夾具
為了減少裝夾誤差,盡可能在一次裝夾中加工到位,考慮到毛坯尺寸和兩軸承位置的同軸度和φ79.5 mm軸的圓跳動和全曲面公差,選用一夾一頂的常規裝夾方法,如圖4所示。工件裝夾前需找正回轉工作臺的回轉中心及校正尾座的直線度,使尾座的中心頂尖與回轉工作臺的中心線在同一高度[4],再打表找正毛坯。

圖4 齒模工裝夾具
3.4 刀具選擇分析
通過分析零件圖紙,齒模加工區域多,滾齒多而密,且滾齒之間間距小,粗加工綜合考慮高效原則和殘余余量的均勻,選擇d6的立銑刀,通過測量齒模三維模型,切割輥輪廓與右端滾齒狹窄處間距為3.3 mm,選擇d2立銑刀對切割輥狹窄處及切割輥輪廓與右端滾齒狹窄處進行二次粗加工,再通過測量滾齒之間的間距最窄處為2.1099 mm,選擇d1的立銑刀對滾齒進行二次粗加工;精加工考慮優質原則,齒模輪廓根據最小曲率半徑選擇d4的立銑刀,切割輥輪廓根據與右端滾齒狹窄處間距選擇d2的立銑刀,切割輥上和兩端滾齒選擇d1的立銑刀,表面加強筋上滾齒和標志選擇d1的立銑刀。
3.5 粗銑策略選擇分析
(1)齒模輪廓粗銑策略。楊偉民[5]研究表明,齒模粗加工常采用層降加工,即每加工完一個切削深度,再繼續下刀加工下一層深度。選擇UG12.0中mill_multi-axis的多軸粗加工策略,設置刀具和切削參數,點選齒模輪廓(即φ75.5 mm的外圓面)指定驅動底面,深度模式選擇從底面偏置,切削類型選擇跟隨部件,切削模式選擇往復,生成刀軌,如圖5所示。
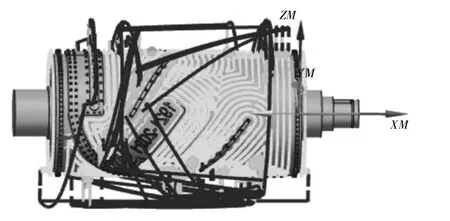
圖5 齒模粗銑刀軌
由于所選刀具無法在切割輥狹窄處、切割輥輪廓與右端滾齒狹窄處進刀,殘留余量較多,需要進行二次粗加工,用同樣的方法選擇多軸粗加工策略,更改刀具,創建和點選如圖6所示封閉輪廓線指定空間范圍環即可生成刀軌。
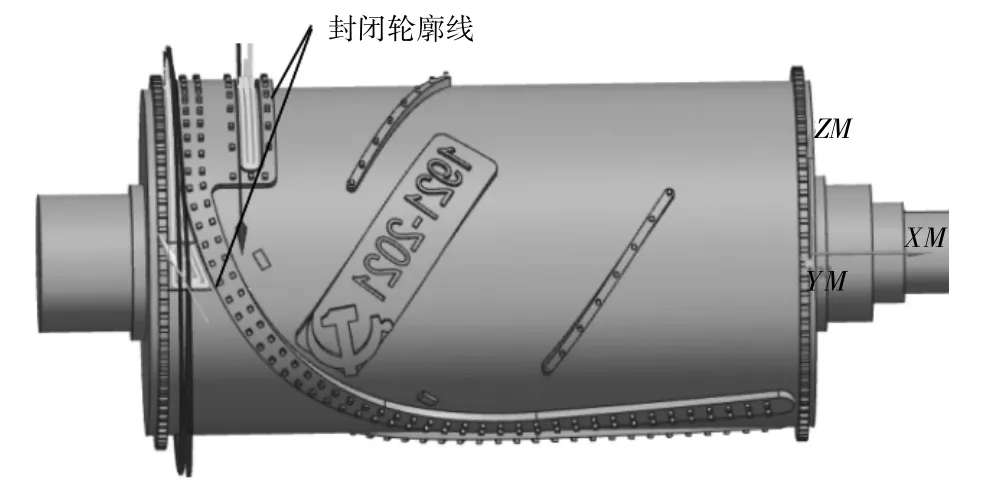
圖6 切割輥狹窄處、切割輥輪廓與右端滾齒狹窄處粗銑刀軌
(2)切割輥上、表面加強筋上滾齒和標志粗銑策略。由于d2的立銑刀也沒法在滾齒之間進刀,需要用d1的立銑刀進行二次開粗,用同樣的方法選擇多軸粗加工策略,點選切割輥上表面指定驅動表面,點選切割輥輪廓指定空間范圍環,即可生成切割輥上滾齒粗銑刀軌,同理生成表面加強筋上滾齒及標志的粗銑刀軌,如圖7所示。
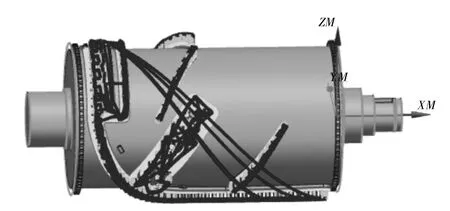
圖7 切割輥上、表面加強筋上滾齒和標志粗銑刀軌
(3)兩端滾齒粗銑策略。選用mill_multi-axis的外形輪廓銑策略,點選滾齒底面為指定底面,勾選自動璧,設置多重深度,生成刀軌;再點選刀軌進行變換,選擇繞直線旋轉,定義過滾齒圓心的Y軸為參考直線,設置旋轉角度360°/82,復制82個,即生成一段滾齒的刀軌;接著點選復制后的刀軌進行平移變換,輸入兩端滾齒的間距即可生成另一端滾齒刀軌,如圖8所示。
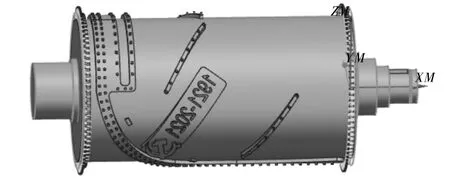
圖8 兩端滾齒粗銑刀軌
半精銑策略于粗加工策略一致,只是底面余量設置不同,為精銑留均勻余量。
3.6 精銑策略選擇分析
(1)齒模輪廓精銑策略。精銑策略與粗銑、半精銑策略一致,只是切削刀具不同,切削參數不同,底面余量為0,部件余量留0.1mm的切割輥輪廓精修余量,切削步距更小,生成的刀軌更密,表面質量更高,如圖9所示。

圖9 齒模輪廓精銑刀軌
(2)切割輥輪廓精銑策略。選擇UG12.0中mill_multi-axis的外形輪廓銑策略,設置刀具和切削參數,點選齒模輪廓指定底面,勾選自動璧,設置多重深度,生成精銑刀軌,用同樣的方法生成切割輥狹窄處精銑刀軌,如圖10所示。
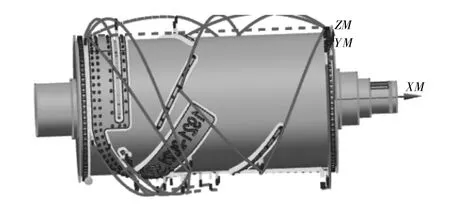
圖10 切割輥輪廓精銑刀軌
(3)切割輥上、表面加強筋上滾齒和標志、兩端滾齒精銑策略。精銑策略與該區域的粗銑、半精銑策略一致,只是切削參數不同,底面余量為0,部件余量為0,如圖11所示。
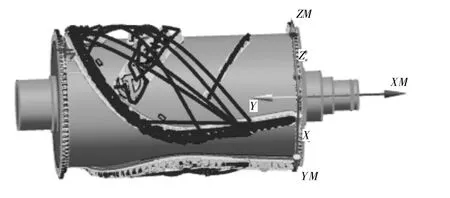
圖11 切割輥上、表面加強筋上滾齒和標志、兩端滾齒精銑刀軌
4 齒模銑削策略的驗證
選擇VMC850L四軸數控加工中心試切驗證銑削策略,得到的齒模試切件如圖12所示。由此可知,基于UG12.0軟件強大的多軸粗加工策略,避免了低版本UG和同類型軟件需要復雜的纏繞后處理,編程方法簡單,刀軌簡潔可行,無碰撞和過切現象,能滿足零件各項技術要求,解決了齒模滾齒難加工的問題。

圖12 齒模試切件
5 結束語
分析了N95口罩齒模的結構特征和加工難點,各部分功能及加工要求,選用四軸銑削加工方案,運用UG12.0軟件分區域選擇銑削策略,齒模輪廓、切割輥上滾齒、表面加強筋上滾齒、標志選用多軸粗加工策略,切割輥輪廓與兩端滾齒選用外形輪廓銑策略,生成的刀軌簡潔,編程方法簡單,破解了齒模的加工難點,降低了齒模的編程難度,縮短了加工輔助周期,提高了生產效率,對同類產品的加工具有指導意義。
猜你喜歡
教學考試(高考化學)(2021年2期)2021-05-30 06:15:52
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:42
中學生數理化·高一版(2020年3期)2020-04-21 08:03:20
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:32:50
小學生作文(低年級適用)(2019年9期)2019-10-08 08:37:10
小學生作文(低年級適用)(2018年9期)2018-10-08 02:29:48
中學生數理化·七年級數學人教版(2018年6期)2018-06-26 08:36:10
數學大世界(2018年1期)2018-04-12 05:39:14
幸福(2017年18期)2018-01-03 06:34:53
中國衛生(2016年8期)2016-11-12 13:26:50