副車架框架焊接順序與焊接方向對變形影響數值模擬分析
2022-06-16 14:18:12蔣佩奇孫有平徐武彬
裝備制造技術 2022年3期
蔣佩奇,金 隼,孫有平,李 冰,徐武彬
(廣西科技大學 機械與汽車工程學院,廣西 柳州 545000)
0 引言
汽車工業經過一百多年的發展,已經成為全球性的支柱產業,汽車也成為人們生產、生活中不可或缺的要素之一。對于汽車來說,底盤是汽車的三大件之一,占據著舉足輕重的位置。人們對汽車提出了安全可靠、乘坐舒適、綠色環保、節約能源的要求。隨著能源和環境問題的日益突出,汽車輕量化成為汽車工業的發展趨勢。采用高強度鋼、鎂、鋁合金等輕量化材料是實現汽車輕量化的重要途徑之一。薄壁結構由于重量輕,能夠有效地節省材料,減輕自重,提高運輸能力,降低燃料消耗,因此廣泛地用于各種類型的汽車底盤制造中。汽車底盤零件多,需要用焊接來聯接各個部分。而焊接過程中必然產生焊接變形。焊接變形主要是由于焊接過程中焊件局部受熱產生不均勻溫度場,引起熱源附近的金屬運動形成的。因此,如何對焊接變形實現測量并加以控制,是解決問題的關鍵。焊接殘余應力和變形可能會引起工藝缺陷,若發展到一定的程度可能影響焊接結構的承載能力,主要表現在強度、剛度、受壓穩定性等經過時間的延續,內應力的釋放還會影響結構的加工精度和外形尺寸的變化和不穩定性。
文中研究的副車架框架焊接,焊接過程中與其他焊接件一樣,也會由于受熱不均,從而產生殘余應力和焊接變形,無法達到裝配要求。在焊接后仍需要矯正裝置對構件變形進行矯正,這樣就增加工序與生產時間,并且還會增加生產成本。
通常減小結構焊接變形的方法有調節焊接順序、調節焊接方向、優化結構、改變熱輸出、采取合理的焊接工藝、反變形法或者加強焊接約束等,相對于其他焊接方法,通過改變焊接順序從而減小焊接構件在焊接后變形的方法具有較高的可實現性,同時不需要復雜的操作,方法簡單,成本低廉等優點[7]。焊接順序又是引起構件在焊接后產生變形的重要因素之一,通過對焊接順序的優化可以有效地控制焊接變形,對焊接結構設計與制造工藝方法的選擇有著重要的意義。
根據某項目副車架框架焊接,焊接過程如圖1所示,通過熱彈性變形有限元法提取理論模型建立有限元仿真模型進行分析,對不同的焊接順序與方向進行仿真模擬,通過分析焊后構件的變形數據,發現不同的焊接順序與方向對構件的焊接變形的影響。這樣通過借助焊接數值模擬的方法,提前預測變形趨勢,規避以往不可控因素。
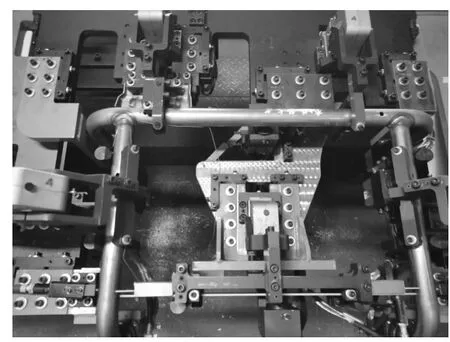
圖1 某項目副車架框架焊接過程示意
1 模型的建立
1.1 有限元模型的建立
在焊接工藝編制過程中發現,副車架框架是副車架最重要的骨架,副車架上的其他零件需要在這個框架上進行后續焊接。因此副車架框架的焊接的變形效果對后面零件的焊接影響很大,而同時組裝、焊接順序和熱輸入等問題還會引起焊后殘余應力的累積,造成副車架不同程度的變形,平面度大幅降。副車架框架由前橫彎管、左縱彎管、右縱彎管、后橫梁組成,共六道焊縫,提取理論模型進行分析。用分別垂直相貫焊接,所選取焊接鋼管的厚度2 mm,主管長1000 mm,外徑42 mm;兩縱彎管分別長400 mm。管管相貫部分焊縫成馬鞍形,為了方便焊接,以YZ平面斷開成為四條焊縫。焊縫及焊縫周圍處采用較細的網格,焊縫附近有限元網格邊長尺寸為1 mm~4 mm,離焊縫距離越遠的位置處有限元網格尺寸越大,最大處網格邊長在8 mm~20 mm之間。網格數量為88664,有限元模型如圖2所示。

圖2 副車架框架焊接的有限元模型
1.2 材料及模型參數
材料為Q345鋼材,這種鋼的冶煉技術相比其他方式更加成熟,能夠保證零部件具有良好的機械性能,廣泛應用于建筑、汽車、船舶、橋梁等行業[4]。表1為Q345鋼的焊接工藝參數及化學成分[5],焊接時采用二氧化碳氣體保護焊。本研究用的是6條焊縫,6條焊縫均為55 cm/min,四條馬鞍形焊縫線能量均為250 J/mm,后橫梁兩條焊縫線能量輸入設置為230 J/mm。
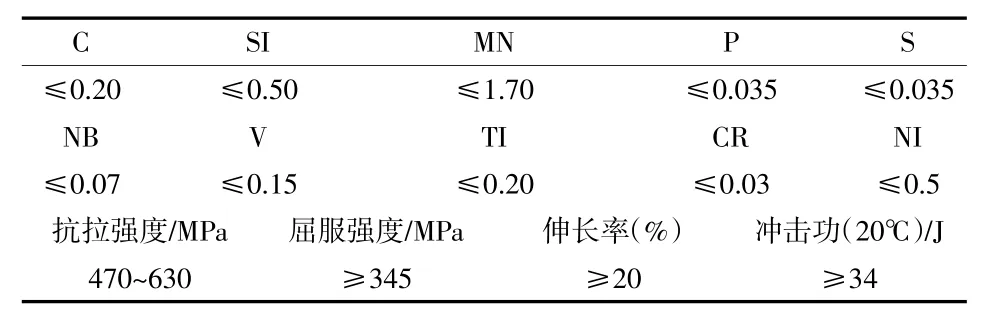
表1 Q345鋼的焊接工藝參數及化學成分
1.3 邊界條件設置
邊界條件一般包括初始條件和表面換熱條件兩部分,它們分別描述了焊接開始一瞬間焊件的初始溫度分布及焊接過程中焊件表面與周圍介質的熱交換情況。文中的模擬與計算的初始條件完全按照實際環境溫度進行設定,即T0=20℃。另外,除了內部熱量的擴散外,焊件表面與周圍介質的換熱問題同樣不能忽略,模擬過程中可以根據傅里葉公式進行散熱量的計算。
2 焊接仿真模擬
2.1 焊接方向方案設計
為了方便研究不同焊接方案對變形的影響,現采用控制單一變量的方法,分析不同焊接方案產生的焊接變形大小。現對構件的結構各個位置進行介紹,兩支管分別為左縱彎管和右縱彎管;主管為前橫彎管,連接兩縱彎管的橫梁為后橫梁。固定點選在前橫彎管的兩端。焊接方案示意圖如圖2所示,分別將六條焊縫標記為1、2、3、4、5、6。X軸方向的變形為橫向變形,Y方向的變形為縱向變形,Z軸方向的變形為扭轉變形。表3為焊接順序示意圖。
同時為了結合焊接操作的方便性與可實施性,選取構件的Y軸正向往Y軸負方向看,順時針為正方向,記為+,逆時針為負方向,記為“-”。正在應用的焊接方案為方案九;焊接順序方案中,方案一到方案八每次焊一個焊縫,方案九到方案十二每次焊兩個焊縫,方案十三每次焊三個焊縫,十三個方案所有焊縫都為順時針焊接;焊接方向方案中每次焊兩條焊縫,焊接方向按焊接方案九的順序焊接;共二十組方案,其他方案都與方案九的焊接變形作對比。焊接順序方案見表2,焊接方向方案見表3。
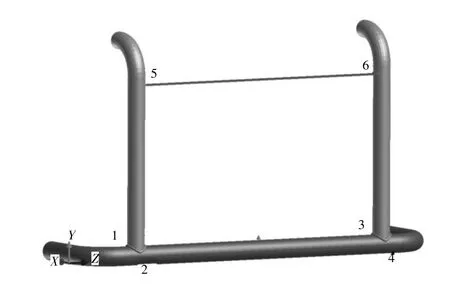
圖3 焊接方案示意圖
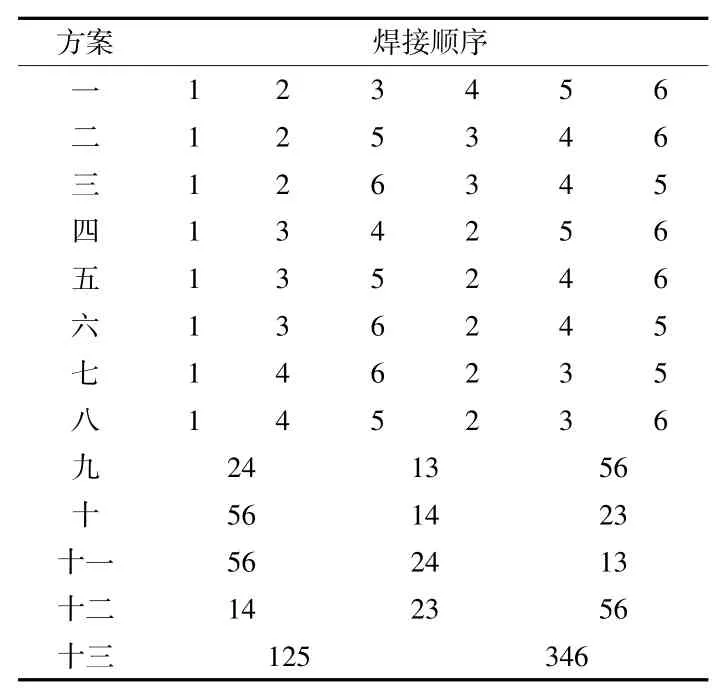
表2 焊接順序方案
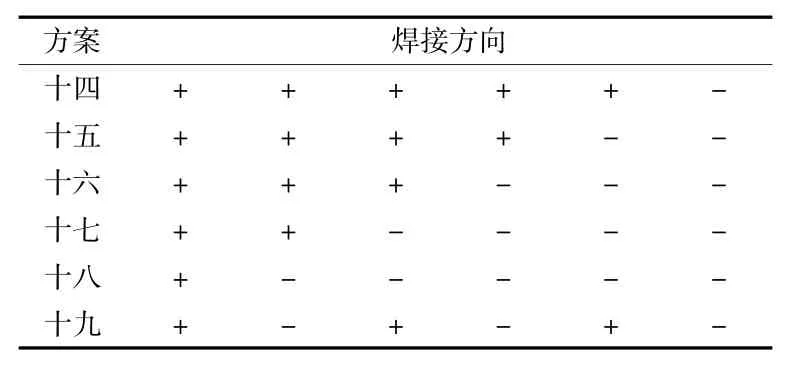
表3 焊接順序方案
2.2 焊接變形分析
2.2.1 焊接順序對變形的影響
利用焊接有限元軟件sysweld對其該構件理論模型進行計算分析,選取左縱彎管Y軸方向2點與前橫彎管Z軸方向1點,所選三點位置及焊接溫度場如圖4所示,靠近熱源的位置溫度激增,遠離熱源的位置溫度上升平緩,這與實際焊接過程的溫度場相近。熱源遠離后,各點溫度緩慢下降,直至冷卻至室溫。焊接方案為九、十二的構件變形云圖如圖5所示,由圖5不同焊接方案變形對比圖可以看出,變形主要發生在左縱彎管和右縱彎管遠離前橫彎管的一端,變形為一端變形大于另一端的情況。后橫梁處也有少許變形,但沒有兩支管末端變形量大。這是因為兩端距離主管距離較遠,并且沒有設置支撐,變形量較大。不同焊接順序方案變形量如圖6,原方案變形量為方案九,變形量為1.91 mm。每次焊接一條焊縫時,最小變形為1.04 mm,焊接變形較原先方案最大減少45%;每次焊接兩條焊縫時,最小變形為0.64 mm,焊接變形較原先最大減少66.5%。這可以發現,改變焊接順序對減小變形量的效果十分明顯。不同焊接順序方案變形量如圖6所示。
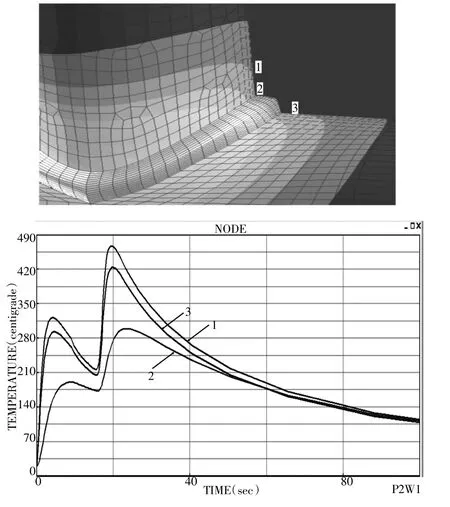
圖4 所選點位置及焊接溫度場
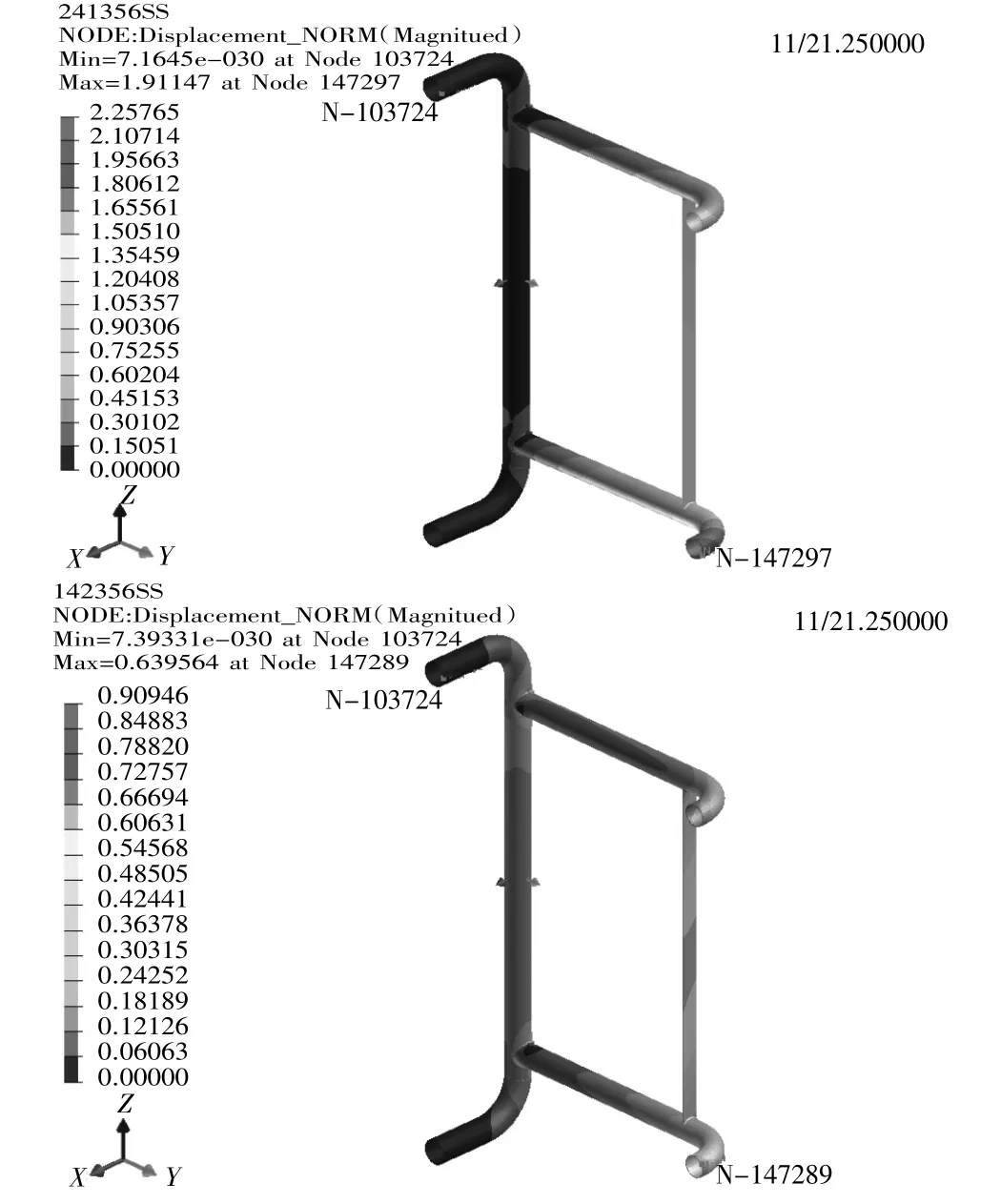
圖5 不同焊接順序變形對比
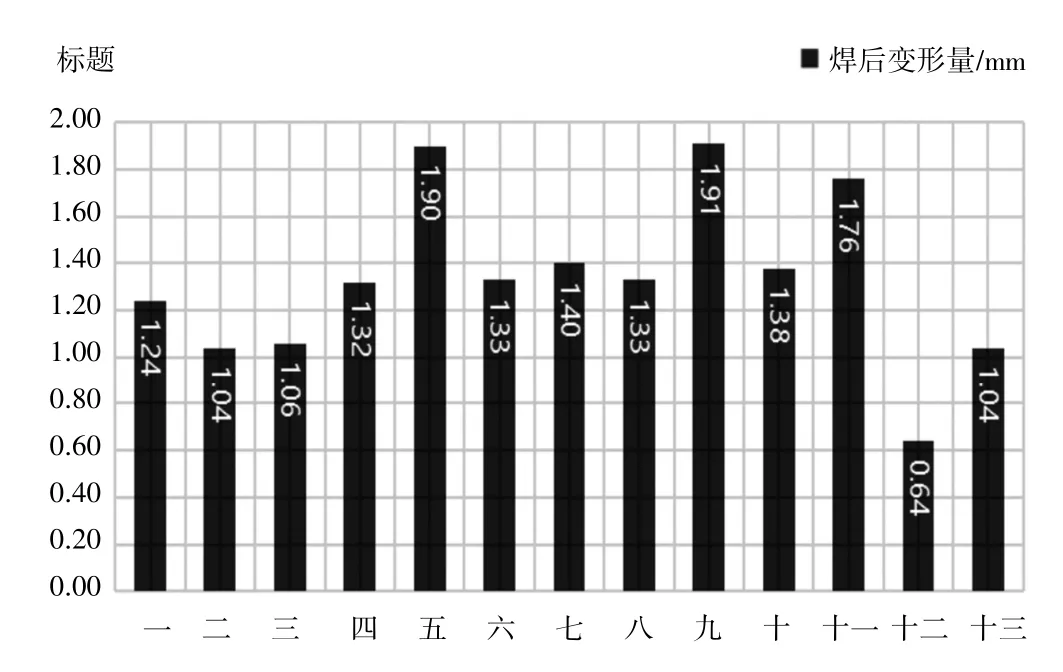
圖6 焊接順序方案變形量
2.2.2 焊接方向對變形的影響
焊接方案為十七、十九的構件的變形云圖如圖7所示,由圖7不同焊接方案變形對比圖可以看出,變形主要發生在左縱彎管和右縱彎管遠離前橫彎管一端,以及后橫梁位置。后橫梁處也有少許變形,但沒有兩支管末端變形量大。這是因為兩端距離主管距離較遠,并且沒有設置支撐,變形量較大。不同焊接方向變形量如圖8所示。焊接變形較原先最大減少36.13%,減小變形量明顯。
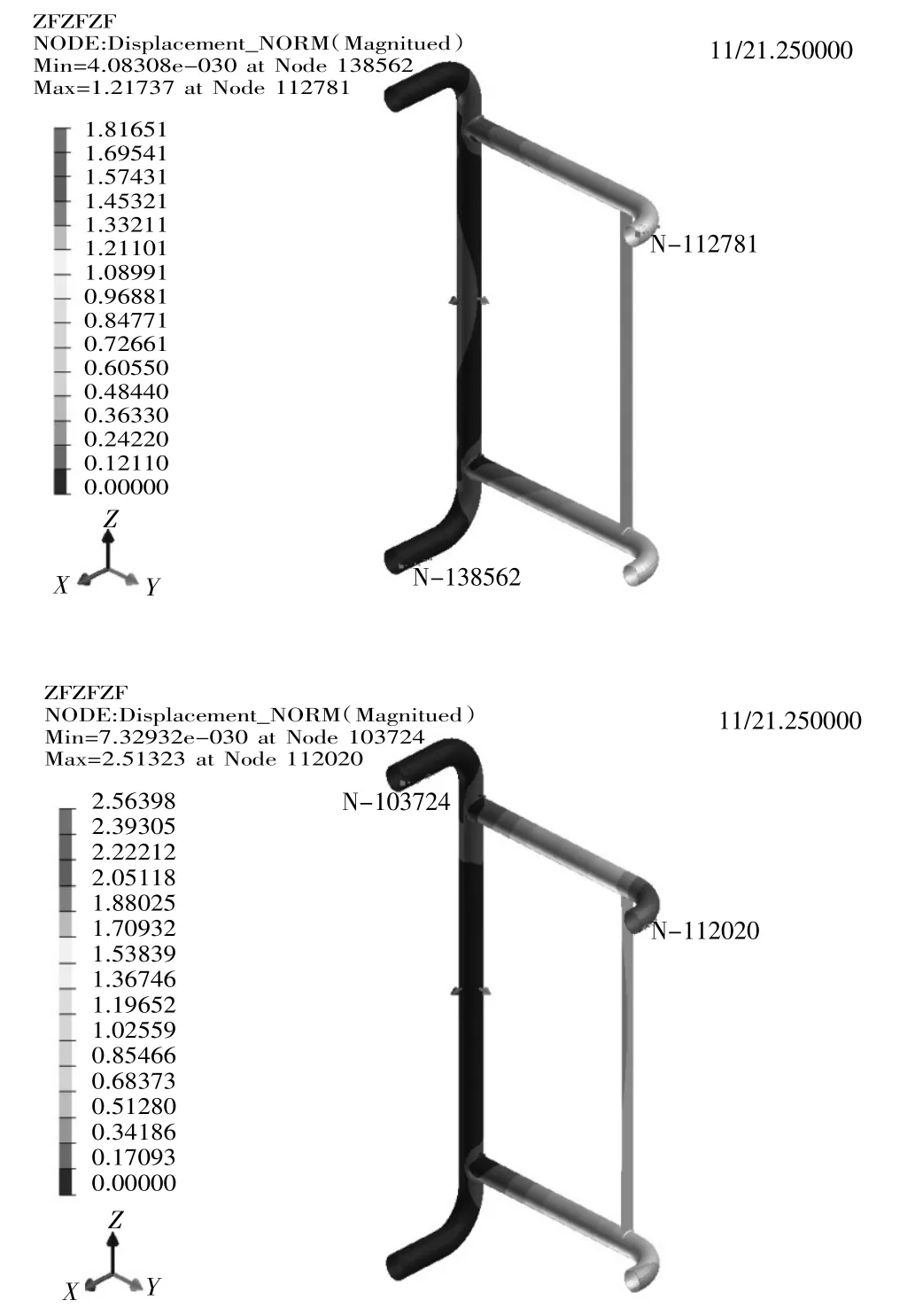
圖7 不同焊接方向焊接變形對比
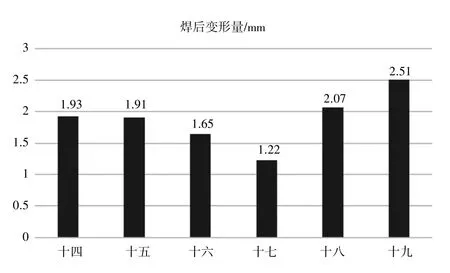
圖8 焊接方向方案變形量
仿真結果的殘余應力與Q345的屈服極限相比,都小于345 MPa,滿足使用條件。
十九個焊接方案相比較而言,方案十二較原方案減少的變形量最多,減少變形量為1.27 mm,減少了66.5%。方案十七在焊接方向方案中減少變形量最多,減少0.69 mm,減少36.13%。結果表明,改變焊接順序比改變焊接方向減少的變形量多,多減少30.37%。因此焊接時盡量要對稱焊接,以便減少焊接過程中的變形疊加。
3 結論
(1)焊接順序方案對焊后變形的最大減少了1.27 mm,變形量減少66.5%;焊接方向對焊后變形的減少量最大為36.13%;焊接順序對變相量的減少比焊接方向對變形的影響少了30.37%。
(2)按方案九的焊接方案焊接時,焊接變形為1.91 mm。按方案十九的焊接方案焊接時,焊接變形量最大,為2.52 mm。
(3)焊接變形主要發生在兩縱彎管遠離前橫彎管的一端,后橫梁也有輕微變形。焊縫的順序和方向盡量對稱,這樣可以減少焊接過程中的疊加變形,對實際生產有指導意義。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
建材發展導向(2021年6期)2021-06-09 05:57:08
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
機電產品開發與創新(2014年4期)2014-03-11 16:42:24