增壓器自鎖螺柱防松失效分析及擰緊策略優化
2022-02-10 12:26:46呂周情高俊翠荊慧敏
裝備制造技術
2022年11期
關鍵詞:圖紙
呂周情,高俊翠,荊慧敏
(1.上汽通用五菱汽車股份有限公司 技術中心,廣西 柳州 545005;2.東風柳州汽車有限公司品質保障部,廣西 柳州 545005;3.上汽通用五菱汽車股份有限公司 寶駿基地,廣西 柳州 545005)
本研究對象為增壓器與排氣歧管連接的雙頭螺柱,此處溫度最高可達1000 益,且受到發動機廢氣的脈沖沖擊,溫度的劇烈變化等,因此,此處的連接件可靠性要求較高,無法使用簡單防松方式,針對該情況,需要新型的防松設計及精準的擰緊控制策略。
1 問題的提出
某產品項目中一臺增壓發動機的渦輪增壓器與排氣歧管連接的鎖緊雙頭螺柱在整車路試時,出現與之相配的三顆螺母全部松脫的現象,位置如圖1 所示。此連接結構為螺柱安裝在渦輪增壓器渦殼上,再通過螺母將增壓器與排氣歧管連接緊固。螺母是被電槍擰入到雙頭螺柱上,查詢故障車輛歷史數據,擰緊數據合格,無返修,初步判斷為自鎖螺柱/螺母的自鎖力不足,故在查找螺柱失去設計上的自鎖功能原因的同時,考慮從螺母擰緊程序上實現監控螺柱自鎖的功能是否有效。
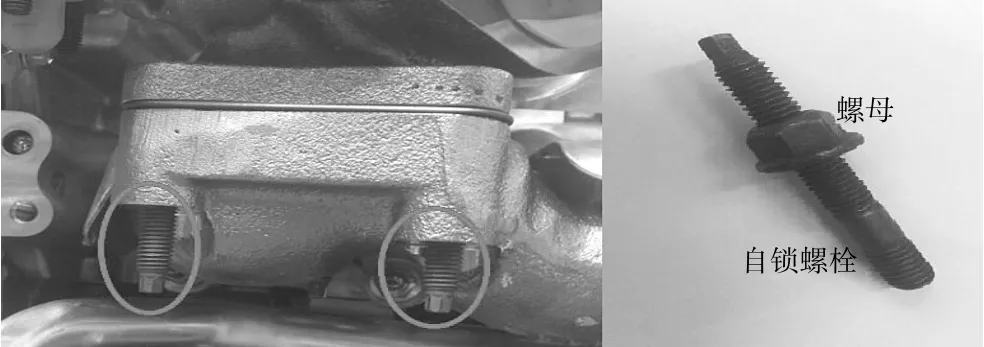
圖1 螺母松脫的位置及零件
2 失效螺柱自鎖方式分析
所分析的增壓器與排氣歧管連接雙頭螺柱的自鎖方式即為摩擦防松的一種,其方法是在正常螺紋的雙頭螺柱基礎上,在螺紋圓周每個120毅方向上均勻壓三條長度為24 mm 的壓痕。普通螺紋的螺母擰入后,螺母螺紋遭到破壞,螺紋副的摩擦力增大,再反向松出時,會有一定的力矩,從而達到自鎖功能[1]。……
登錄APP查看全文
猜你喜歡
數學大王·中高年級(2021年11期)2021-12-03 09:32:55
計算機應用(2021年8期)2021-09-09 08:09:06
汽車實用技術(2020年16期)2020-09-06 13:28:22
當代工人(2019年20期)2019-12-13 08:26:11
制造技術與機床(2017年9期)2017-11-27 02:14:26
化工管理(2016年12期)2016-03-14 08:01:02
檔案管理(2015年4期)2015-06-25 21:10:13
河南科技(2014年12期)2014-02-27 14:10:44
世界建筑(2012年8期)2012-04-20 06:09:14
電子世界(2005年9期)2005-04-29 00:44:03
