裝配生產線位置控制系統設計
2021-09-10 19:54:05馮強
家園·電力與科技 2021年5期
關鍵詞:反饋
馮強


摘要:本文以減震部件裝配生產線為研究對象,采用雙環+前饋的控制方式,利用伺服驅動器本身構成速度環控制,利用位置控制器構成位置環控制,建立了位置控制系統的傳遞函數,利用工程設計法把系統分別校正為Ⅰ型系統和Ⅱ型系統。對采用PID控制算法和前饋+反饋控制算法時系統的控制性能進行了分析比較,通過MATLAB/SIMULINK仿真驗證了采用位置反饋+前饋控制算法對位置控制系統的精度和響應速度有所提高。
關鍵詞:位置控制系統;反饋+前饋控制;自動化裝配系統
減震裝置裝配生產線的應用,提高裝配的效率,保證了每個減震部件的正確性,減少了人工,節約了成本。設備簡圖如圖1所示。
通過分析,該設備若要實現安全可靠的運行,位置控制系統必須具備很高的定位精度以適應氣動機械手裝配部件,它的性能直接影響了設備的裝配效率。由此可以看出位置控制系統是本設備的重要組成部分。設備設計過程中,應該合理的選擇位置控制系統的控制方案,保證工件傳送過程中,設備具有一定的速度精度、位置精度和穩定精度,且不受外界干擾因素的影響。
PID控制是生產過程自動控制中最基本的位置控制方式,當PID的參數選擇合適,相互配合適當,便可達到快速敏捷、平穩準確的調節效果。并結合前饋控制作用及時,以及反饋的抗干擾能力強的優點,構成前饋+反饋復合型控制系統。
一、伺服系統傳遞函數中參數的確定
按照松下伺服使用手冊的測試方法,通過伺服系統自動測試可得該傳遞函數的增益 ;采用示波器法將低慣量的測速發電機同軸聯接伺服電機,通過示波器顯示測速發電機的輸出電壓波形,由于輸出電壓正比于電機的轉速,波形即為轉速-時間關系曲線,所以得出時間常數 。則該傳遞函數可表示為
二、控制器的設計
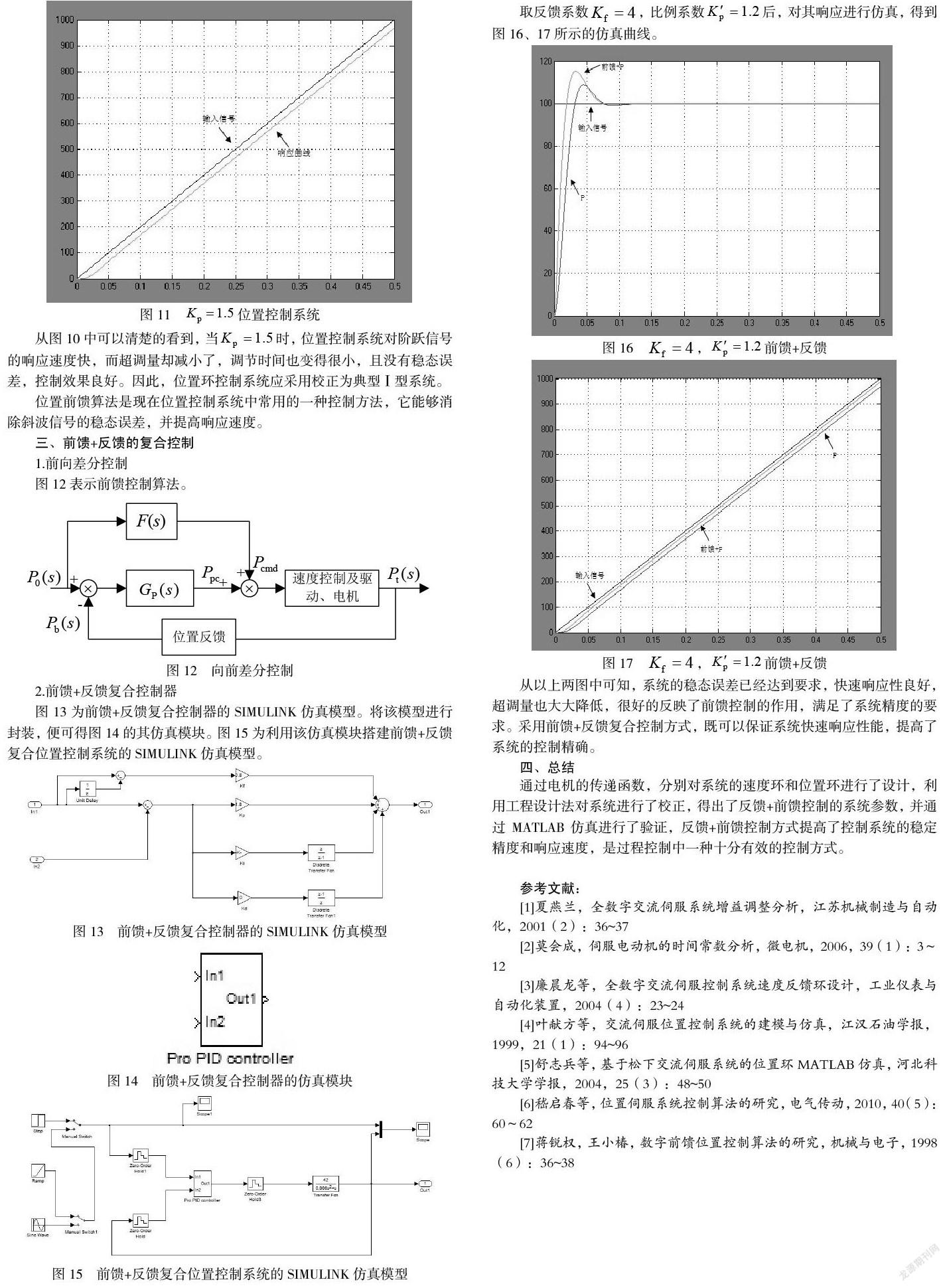
從圖10中可以清楚的看到,當 時,位置控制系統對階躍信號的響應速度快,而超調量卻減小了,調節時間也變得很小,且沒有穩態誤差,控制效果良好。因此,位置環控制系統應采用校正為典型Ⅰ型系統。
位置前饋算法是現在位置控制系統中常用的一種控制方法,它能夠消除斜波信號的穩態誤差,并提高響應速度。
三、前饋+反饋的復合控制
1.前向差分控制
圖12表示前饋控制算法。
2.前饋+反饋復合控制器
圖13為前饋+反饋復合控制器的SIMULINK仿真模型。將該模型進行封裝,便可得圖14的其仿真模塊。圖15為利用該仿真模塊搭建前饋+反饋復合位置控制系統的SIMULINK仿真模型。
從以上兩圖中可知,系統的穩態誤差已經達到要求,快速響應性良好,超調量也大大降低,很好的反映了前饋控制的作用,滿足了系統精度的要求。采用前饋+反饋復合控制方式,既可以保證系統快速響應性能,提高了系統的控制精確。
四、總結
通過電機的傳遞函數,分別對系統的速度環和位置環進行了設計,利用工程設計法對系統進行了校正,得出了反饋+前饋控制的系統參數,并通過MATLAB仿真進行了驗證,反饋+前饋控制方式提高了控制系統的穩定精度和響應速度,是過程控制中一種十分有效的控制方式。
參考文獻:
[1]夏燕蘭,全數字交流伺服系統增益調整分析,江蘇機械制造與自動化,2001(2):36~37
[2]莫會成,伺服電動機的時間常數分析,微電機,2006,39(1):3~12
[3]廉晨龍等,全數字交流伺服控制系統速度反饋環設計,工業儀表與自動化裝置,2004(4):23~24
[4]葉獻方等,交流伺服位置控制系統的建模與仿真,江漢石油學報,1999,21(1):94~96
[5]舒志兵等,基于松下交流伺服系統的位置環MATLAB仿真,河北科技大學學報,2004,25(3):48~50
[6]嵇啟春等,位置伺服系統控制算法的研究,電氣傳動,2010,40(5):60~62
[7]蔣銳權,王小椿,數字前饋位置控制算法的研究,機械與電子,1998(6):36~38
猜你喜歡
小學教學參考(綜合)(2016年12期)2016-12-26 13:55:03
讀寫算·素質教育論壇(2016年24期)2016-12-23 22:23:56
現代企業文化·理論版(2016年20期)2016-12-20 18:27:30
中文信息(2016年10期)2016-12-12 11:43:48
讀與寫·上旬刊(2016年10期)2016-11-25 13:22:51
散文百家·下旬刊(2016年9期)2016-11-23 00:57:52
新聞愛好者(2016年10期)2016-11-18 15:23:28
電子技術與軟件工程(2016年18期)2016-11-14 23:55:23
考試周刊(2016年86期)2016-11-11 09:33:05
知音勵志·社科版(2016年9期)2016-11-09 06:41:39
