葉絲薄板烘絲段堵料故障的分析及處理
2018-10-18 00:46:32李墩強山東中煙工業有限責任公司青州卷煙廠山東青州62500
新生代 2018年22期
李墩強 山東中煙工業有限責任公司青州卷煙廠 山東青州 62500
1 引言
葉絲的薄板烘絲是葉絲加工過程中的重要工序之一,其工藝任務主要是去除葉絲的部分水分,提高葉絲的填充能力和耐加工性,改善和提高葉絲的感官質量。
2 生產現狀
加工過程中的物料流量對于水分、膨脹率、等工藝參數起到穩定作用[2]。對薄板烘絲線三個月故障停機率統計發現:故障停機率平均值3.38%,大于目標值1.38%,給生產造成了影響。從生產現場觀察,送入風選機振槽的煙絲厚薄不均,氣鎖出料口容易堵料。
3 解決方案
針對以上原因,我們制定了如下對策:加裝勻料裝置、增大進風量,增大出料口高度。
3.1 設計安裝勻料器
目的:保證煙絲在槽床上均勻分布。(2)依據:①設計原理:倒流原理。②振槽上的煙絲狀態。
3.2 設計及安裝圖
圖紙設計:勻料器采用三級分流,第一級設計成立體“尺”字型,兩翼斜度成30°的結構;二、三級采用倒 “V”字魚嘴型,兩翼斜度成30°或15°并帶有固定作用的翼展。
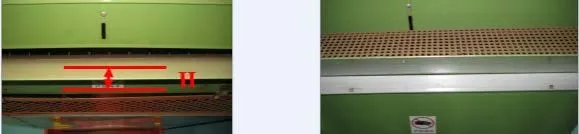
圖3 主風門結構調整圖
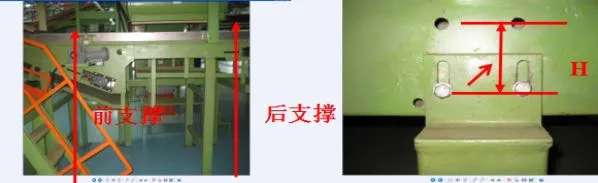
圖4 出料口高度調整圖

圖5 參數圖
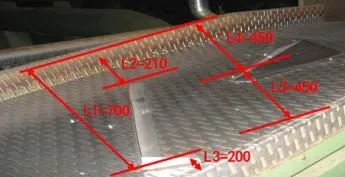
圖1勻料器安裝位置圖
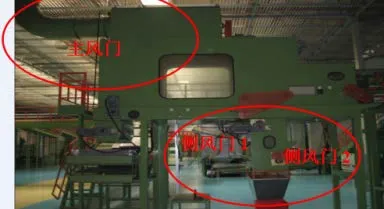
圖2 主風門、側風門工裝位置
4 結論
(1)安裝勻料器后,風選機進料口振槽上的煙絲可以均勻的布在振槽槽床上。(2)調整了主風門、側風門,除雜口無煙絲落下,出料口煙絲無絲團,風門調整開度效果良好。(3)增大風選機出口高度,不再有刮料現象。經實際生產驗證,事故率降低,使生產符合標準。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中國軍轉民(2017年6期)2018-01-31 02:22:28
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39