IPad支架聯動抽芯脫模機構及注塑模具設計
2018-01-24 04:41:04賀柳操肖國華
中國塑料 2017年12期
關鍵詞:設計
賀柳操,肖國華,卞 平
(1.湖南機電職業技術學院機械工程學院,湖南 長沙 410151;2.浙江工商職業技術學院現代模具學院,浙江 寧波 315012; 3.湖北工業職業技術學院機電工程系,湖北 十堰 442000)
0 前言
脫模機構設計是模具結構設計中的重點,對于無側孔或其他特殊脫模要求的塑料制品,其脫模一般采用頂針等機構件頂出即可,但對于結構特征比較特殊的制品,需設計特殊的脫模機構[1-4],此類機構的設計,比較典型的有斜導柱滑塊抽芯機構[5]、彎銷滑塊抽芯機構、T形槽驅動塊+滑塊抽芯機構、油缸+滑塊抽芯機構[5-8]、斜滑塊抽芯機構、滑塊+頂針板組合機構、斜頂機構等[9-12],此類機構的設計結構方式取決于很多因素,特別是對于狹小空間內實現多個方向脫模以及多個、多種脫模機構的設計,應結合實際模具結構中的限制因素而進行創新性設計[13-14],才能滿足注塑生產的自動化生產和控制模具制造成本的要求。本文以某IPad支撐支架產品為例,設計出一種新型的脫模機構及模具結構,并對此問題進行了設計探討。
1 產品模塑特征分析
iPad支撐架產品如圖1所示,產品材料采用丙烯腈 - 丁二烯 - 苯乙烯(ABS)/聚碳酸酯(PC),包括轉柄和支架在內的一組產品。采用注射成型,2個產品中涉及到脫模機構設計的特征在轉柄中為T1~T77個特征,在支架上為S1~S77個特征。T1、T3、S1、S3為2個零件對插的鉸接孔;T2、T4、S2、S4為對應的轉動圓弧槽;T5、S5為內側筋凸,T6、S6為加強橫筋;T7、S7為三圍型骨架;在轉柄T2、T4所在的位置還存在T8、T9通孔。
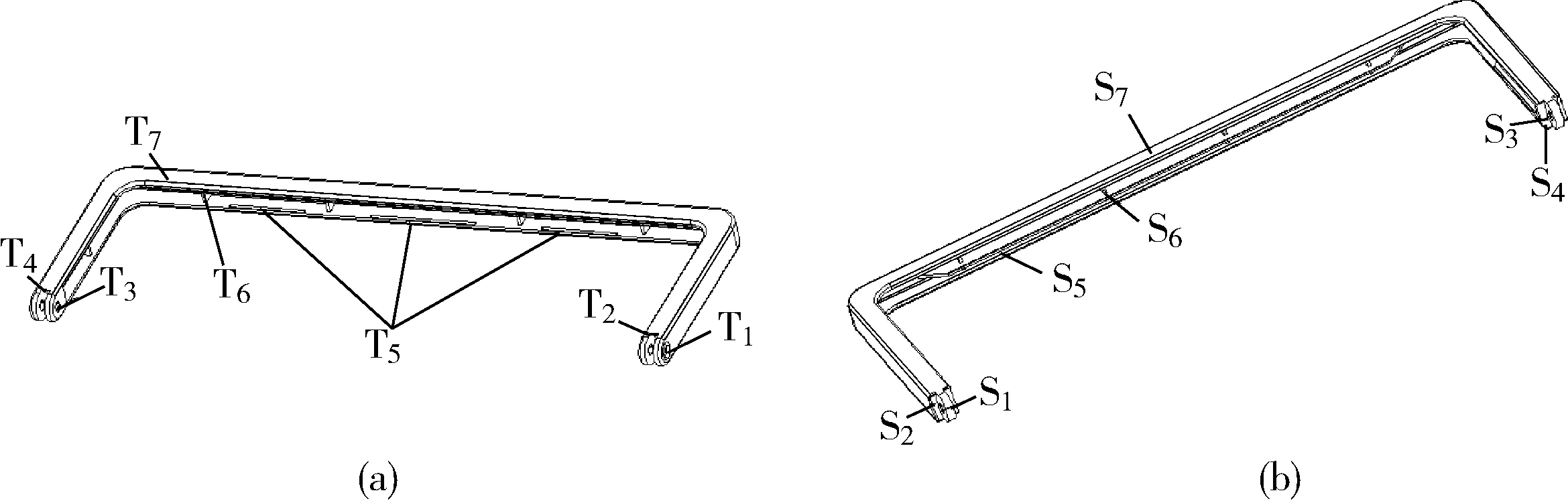
T1~T7—轉柄結構特征 S1~S7—支架結構特征(a)轉柄 (b)支架圖1 iPad支撐架產品結構Fig.1 Product structure of iPad support frames
2 結構尺寸

T1~T9—轉柄結構特征 S1~S7—支架結構特征(a)轉柄A-A剖視圖 (b)支架A-A剖視圖 (c)轉柄前視圖 (d)支架前視圖 (e)轉柄F-F剖視圖 (f)轉柄右視圖 (g)轉柄俯視圖 (h)支架俯視圖 (i)支架左視圖圖2 脫模特征結構尺寸Fig.2 Demoulding characteristic structure size
模具設計時需要考慮的各特征位置及形狀尺寸如圖2所示。T1、T3為沉臺孔,沉臺孔直徑分別為6 mm和4 mm;對應的S1、S3孔的直徑分別為4 mm。T2、T4、S2、S4對應的鉸接圓弧半徑為5 mm。T5、S5內側筋凸的凸出高度為0.5 mm。T6、S6為加強橫筋,壁厚為1 mm。T7、S7為三圍型骨架,壁厚為2 mm,槽深為7 mm,T8、T9為轉柄上T2、T4特征上的分別與T1、T3垂直的直通孔,孔徑為3 mm。依據特征的結構尺寸特點,為保證特征成型的成型鑲件從特征上與產品在注塑后脫模,相應的成型件需移動的脫離距離為:(1)T1、T3成型件的移動方向為孔的中心線,且向產品外側,移動距離為[9+(2~3)] mm;(2)T2、T4成型件的移動距離為[10+(2~3)] mm;(3)T7的移動距離為[7+(2~3)] mm;(4)T8、T9成型件的移動距離為[12+(2~3)] mm;(5)S1、S3成型件的移動距離為[3+(2~3)] mm;(6)S2、S4成型件的移動距離為[10+(2~3)] mm;(7)S7成型件的移動距離為[7+(2~3)] mm。考慮到T1、T3特征為貫穿型孔,而T8、T9的成型又分別從兩者中央穿過,故T1、T3的成型件應分別拆分為2個,就T1成型件而言,一個朝外抽芯,一個朝內抽芯。依據特征成型件的移動距離可以初步判斷抽芯機構的尺寸,以便更好地規劃機構設計的空間布局。
3 分型布局與脫模機構成型分區
依據上述特征結構分析,產品模腔的分型設計及布局如圖3(a)所示,考慮到T5、T6、T7、S5、S6、S7特征的脫模需要,分型線的設計分為5個部分,外側分型線選用2個產品的中央平面,內側及模腔中央分型線選擇下邊沿,以利于外側采用簡單的滑塊脫模機構進行抽芯,而內側則利于成型件的簡化設計及抽芯運動。對應地,成型件的分區分塊如圖3(b)所示,轉柄產品中,K1成型塊完成T8特征的成型;K2、K3組合完成T1、T3特征的成型;K4、K5、K6、K7、K8完成T7特征的成型;K9、K10完成T2、T4特征的成型;K11完成T9特征的成型。K2、K3內外拼合構成T1特征的成型件,以避免與T8特征成型件干涉;同樣,K9、K10內外拼合構成T3特征的成型件,以避免與T9特征成型件干涉。K5、K7成型T7的拐彎角落,以先行抽芯的方式抽走,從而為K4、K6、K8成型件的抽芯運動提供運動空間。

K1~K11—轉柄成型件組成 M1~M9—支柄成型件組成(a)分型設計 (b)成型件分區圖3 分型設計和成型件分區Fig.3 Parting design and molding part division
支柄產品中,M1完成S2外側成型,M2完成S1及S2的內側成型,M3、M4、M5、M6、M7完成S7特征的成型,M8完成S4的外側成型,M9完成S4的內側及S2特征的成型。與轉柄T7的成型件設計機理相同,M4、M6須先抽芯以空出空間位置提供給M3、M5、M7進行抽芯運動。從成型件的分區設計來看,K1、K3、K9、K11、M1、M8的抽芯運動只需設計單獨的驅動機構即可實現目的,K4~K8、M2~M7由于空間的限制,需要設計特殊的抽芯驅動機構,以實現這些區域分塊的抽芯運動。
4 模具結構設計
鑒于2個產品均為細長型條狀產品,單點注塑充填的流動性不好,容易出現產品充填不飽滿等缺陷,擬采用多點式點澆口澆注,因此模具結構采用如圖4所示的三板模結構,冷卻系統采用直徑為8 mm的管道水冷方式,排氣系統采用鑲件間間隙排氣,間隙(δ)≤0.02 mm,脫模機構設計采用彎銷先抽芯機構、油缸驅動抽芯機構聯合脫模結構方式,頂出采用頂桿頂出,三板模的模板控制機構采用拉桿、彈簧、定距離板、尼龍扣等構件聯合控制,導向系統則采用普通三板模兩副導柱導套聯合導向方式。
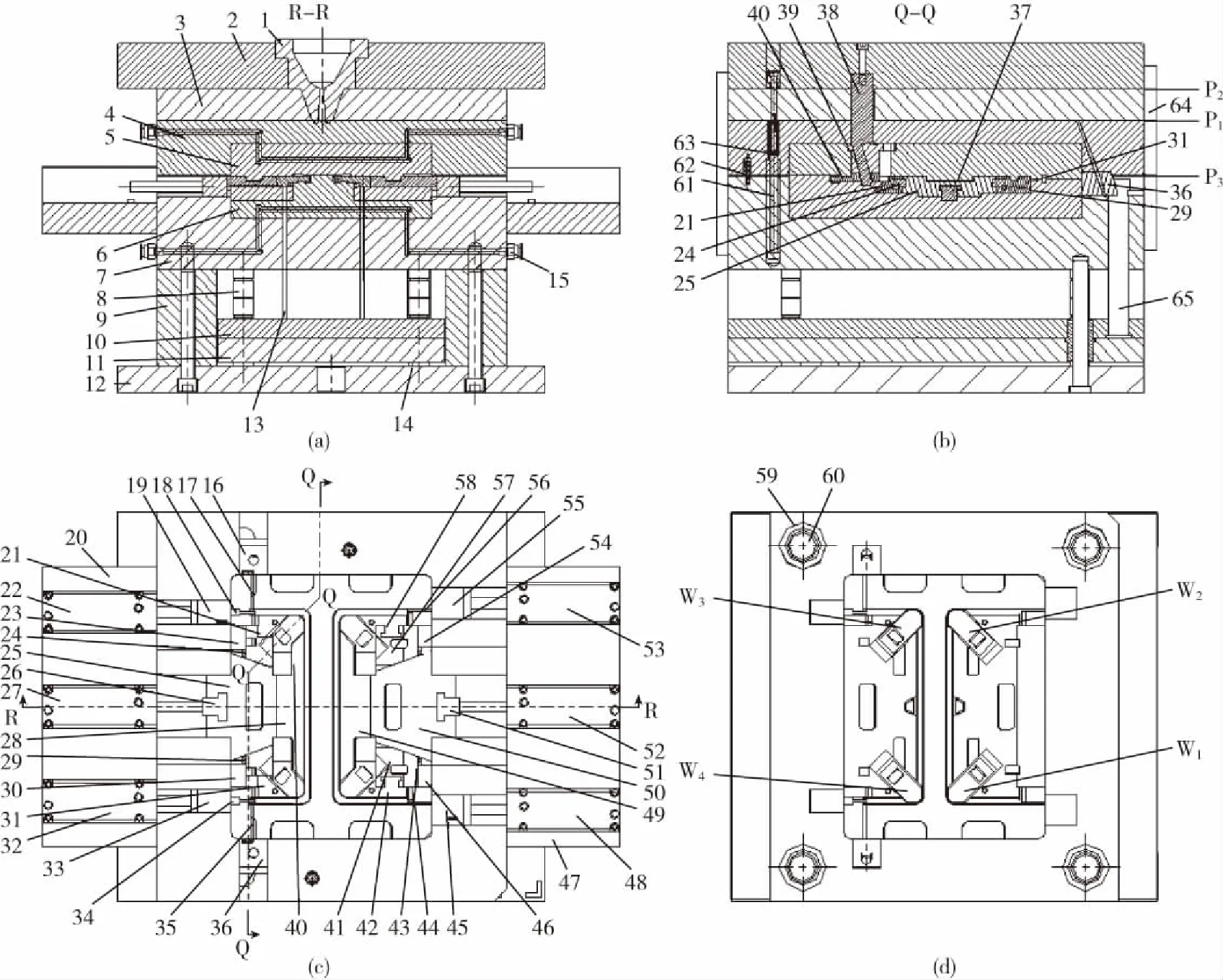
1—灌嘴 2—面板 3—流道板 4—定模板 5—型腔鑲件 6—型芯鑲件 7—動模板 8—中托司 9—墊塊 10—頂針面板 11—頂針推板 12—底板 13—頂桿 14—垃圾釘 15—快速接頭 16—K3滑塊 17—K3成型鑲件 18—K1成型鑲件 19—K1滑塊 20—左油缸支板 21—K4成型鑲件 22—K1油缸 23—K4壓條 24—K4導向塊 25—第一中心滑塊 26—第一油缸接頭 27—第一中心油缸 28—K6成型鑲件 29—K8導向塊 30—K8壓條 31—K8成型鑲件 32—K11油缸 33—K11滑塊 34—K11成型塊 35—K9成型鑲件 36—K9滑塊 37—第一中心滑塊導向條 38—K5彎銷 39—K5滑塊 40—K5滑塊;41—M7聯結塊 42—M7成型鑲塊 43—M7導向塊 44—M8成型塊 45—M8油缸 46—M8壓條 47—右油缸支板 48—M8油缸 49—M5成型鑲塊 50—第二中心滑塊 51—第二油缸接頭 52—第二中心油缸 53—M1油缸 54—M1壓條 55—M1滑塊 56—M1成型鑲塊 57—M1聯結塊 58—M3成型鑲塊 59—導套 60—導柱 61—拉桿 62—樹脂開閉器 63—彈簧 64—定距控制條 65—復位桿W1~W4—彎銷前模抽芯機構 P1~P3—分型面(a)前剖視圖 (b)左側剖視圖 (c)動模俯視圖 (d)定模仰視圖圖4 模具結構Fig.4 Mould structure
5 脫模機構設計
模具結構設計中,重點和難點問題是K4~K8、M2~M9成型塊運動機構的結構設計。
5.1 轉柄三聯動脫模機構

16—K3滑塊 17—K3成型鑲件 18—K1成型鑲件 19—K1滑塊 20—左油缸支板 21—K4成型鑲件 22—K1油缸 23—K4壓條 24—K4導向塊 25—第一中心滑塊 26—第一油缸接頭 27—第一中心油缸 28—K6成型鑲件 29—K8導向塊 30—K8壓條 31—K8成型鑲件 32—K11油缸 33—K11滑塊 34—K11成型塊 35—K9成型鑲件 36—K9滑塊 37—第一中心滑塊導向條 38—K5彎銷 39—K5滑塊體 40—K5滑塊頭W1~W2—彎銷前模抽芯機構 K1~K11—轉柄成型件組成 F1~F5—滑塊運動方向(a)W1滑塊機構安裝圖 (b)W2滑塊機構安裝圖 (c)W1、W2滑塊機構在動模側安裝圖 (d)W1、W2滑塊機構在動模側的安裝效果圖 (e)W1、W2滑塊機構安裝軸測圖圖5 轉柄中央特征脫模機構Fig.5 Stem central feature of the demoulding mechanism
如圖5所示,相對轉柄的脫模而言,K1、K3、K9、K11可以直接通過單一的滑塊機構實現其抽芯運動,而其余的K2、K4~K8、K10等成型件如果同步抽芯,則會產生干涉,使機構的運動難以實現。因此,為實現轉柄產品內側K2、K4~K8、K10的抽芯,需對各成型塊的運動做合理的機構設計。設計上,如果讓K2、K4~K8、K10成型塊同步朝中央收縮來抽芯,則空間上不可實現,因而,需對各塊進行分組按先后順序抽芯。K5、K7滑塊為一組,進行前模先抽芯,K2、K4、K6、K8、K10等成型塊則通過設置聯動機構來實現。以K5前模先抽芯機構W1為例,其機構組成件包括38~40,38通過螺釘安裝于模具模板2上,K5滑塊體39則對其設置T形槽后安裝于型腔鑲件5內,而后其底部與40聯結在一起,從而保證K5滑塊體39、K5滑塊頭40能在型腔鑲件5內在K5滑塊體39的下端彎銷驅動下沿F1的正反方向運動,實現K5成型鑲塊的抽芯運動;同樣,K7滑塊的結構與K5滑塊的相同,運動方向為F2方向。對于K2、K4、K6、K8、K10成型塊的結構運動處理為,K2、K4合并為1個運動塊K4成型鑲件21,K8、K10合并為1個運動塊K8成型鑲件31,K6為單獨1個運動塊K6成型鑲件28,3個運動的驅動由第一中心滑塊25來驅動,第一中心滑塊25與K6成型鑲件28通過螺釘緊固聯結,K4成型鑲件21與第一中心滑塊25、K8成型鑲件31與第一中心滑塊25的聯結方式一樣,以K4成型鑲件21與第一中心滑塊25聯結為例,K4導向塊24通過螺釘緊固安裝于第一中心滑塊25一側,K4導向塊24形狀為半邊形T形塊,K4成型鑲件21上設置有與K4導向塊24匹配的T形槽,從而構成第一中心滑塊25與K4成型鑲件21的聯結為T形槽聯結,且T形槽的設置方向與第一中心滑塊25的運動方向F3成一定的夾角,從而,在W1機構、W2機構的滑塊40前模抽芯后讓出空間后,當第一中心滑塊25被第一中心油缸27驅動沿F3方向向外抽芯時,能同步驅動K1油缸21按F4方向,K8成型鑲件31按F5方向向內收縮實現其抽芯運動。
5.2 支架三聯動脫模機構

41—M7聯結塊 42—M7成型鑲塊 43—M7導向塊 44—M8成型塊 45—M8油缸 46—M8壓條 47—右油缸支板 48—M8油缸 49—M5成型鑲塊 50—第二中心滑塊 51—第二油缸接頭 52—第二中心油缸 53—M1油缸 54—M1壓條 55—M1滑塊 56—M1成型鑲塊 57—M1聯結塊 58—M3成型鑲塊W3~W4—彎銷前模抽芯機構 M1~M9—支架成型件組成 E1~E5—滑塊運動方向(a)W3滑塊機構安裝圖 (b)W4滑塊機構安裝圖 (c)W3、W4滑塊機構在動模側安裝圖 (d)滑塊機構安裝J-J剖視圖 (e)滑塊機構安裝K-K剖視圖 (f)W3、W4滑塊機構安裝軸測圖圖6 支架中央特征脫模機構Fig.6 Central feature demoulding mechanism of support
如圖6所示,支架上的M1、M8各采用單獨的滑塊進行抽芯;M4、M6采用前模抽芯機構,其機構W3、W4的工作方式與W1、W2相同。M2、M3成型塊組合為零件58,M7、M9組合為零件42,M5為零件49,49與58、42與49結合方式和25與21的結合方式相同。機構基本原理與轉柄脫模類似,即在W3機構、W4機構的類似滑塊40前模抽芯后讓出空間后,當M5成型鑲塊49被第二中心油缸52驅動沿E3方向向外抽芯時,能同步驅動M7成型鑲塊42按E5方向,M3成型鑲塊58按E4方向向內收縮實現其抽芯運動。
6 模具工作原理
模具為三板模具結構,分3次打開,分別為P1~P3,在模板順序開閉控制零件61~64的組合控制下,依次打開,結合圖4,在注塑機動模板的拉動下,模具工作原理如下:
(1)P1打開。注塑完畢,模具動模部分在注塑機動模板的拉動下后退,模具在P1分型面處打開,流道廢料與產品分離;W1、W2、W3、W4上各自對應的K5彎銷、K7彎銷、M4彎銷、M6彎銷驅動對應的K5滑塊、K7滑塊、M4滑塊、M6滑塊抽芯。
(2)P2打開。流道廢料從流道板3上彈出。
(3)P3打開。P3為模腔的主分型面,P3打開時,K5滑塊、K7滑塊、M4滑塊、M6滑塊跟隨型腔鑲件5運動,與成型塊脫離,給旁邊的成型滑塊讓出運動空間,產品從型腔鑲件5上脫模;同時,K3滑塊16和K9滑塊36在其斜導柱的驅動下完成K3、K9的脫模。
(4)油缸抽芯。第一步動作,待P3打開距離結束,油缸22、32、48、53驅動各自對應的滑塊19、34、45、55完成對應成型特征的脫模;第二步動作,油缸27驅動第一中心滑塊25完成K4成型鑲件21、K6成型鑲件28、K8成型鑲件31的抽芯;油缸52驅動第二中心滑塊50完成M7聯結塊41、M5成型鑲塊49、M3成型鑲塊58的抽芯,以實現對應特征的脫模。
(5)產品完全脫模。抽芯完畢,注塑機頂桿通過推動頂針面板10、頂針推板11而推動頂針13將產品從型芯鑲件6上完全頂出。
(6)復位。復位時,模具各機構的動作與開模時過程相反,即頂出機構復位→油缸27、油缸52驅動對應機構復位→油缸22、32、48、53驅動對應機構復位→P3閉合→P2閉合→P1閉合,K5滑塊、K7滑塊、M4滑塊、M6滑塊復位→模具閉合,等待下一個注塑循環的開始。
7 結論
(1)結合轉柄和支架2個產品注塑時脫模困難的問題,設計了3種不同的脫模機構;
(2)3種機構設計中,針對側邊簡單結構特征采用斜導柱驅動滑塊抽芯機構和小油缸驅動滑塊抽芯機構;針對中央部位模具結構空間狹小難以設計機構的問題,采用組合式機構設計,將前模彎銷驅動滑塊機構與后模三聯動油缸驅動三滑塊同步抽芯機構相結合,先由前模脫模機構實現產品拐角處的抽芯并讓出后模機構運動空間后,再由后模三聯動機構實現往內部收縮型3個滑塊的同步聯動抽芯;
(3)最終的模具采用三板模結構,點澆口澆注方式;模具結構簡單,脫模機構結構設計新穎實用,為同類產品的脫模設計提供了有益借鑒。
[1] 張建卿.洗滌機屏蔽蓋雙滑動三次抽芯注塑模脫模機構設計[J].塑料科技,2016,44(1):87-89.
Zhang Jianqing. Demoulding Mechanism Design for the Injection Molding of Washing Machine Shield Cover with Thrice Slide-drawing and Double T-grooves[J]. Plastics Science and Technology, 2016,44(1): 87-89.
[2] 海爭平.電機軸承半圓盒狀頂蓋翻轉式頂出脫模機構設計[J].工程塑料應用,2016,44(7):84-88.
Hai Zhengping. Design of Rotary Demoulding Mechanism for Motor Bearing Semicircle Box-shaped Cover[J]. Engineering Plastics Application, 2016,44(7): 84-88.
[3] 楊 安,肖國華.淋浴噴水手柄旋轉式抽芯脫模機構及注塑模設計[J].工程塑料應用,2016,44(7):89-93.
Yang An, Xiao Guohua.Design for Rotary Core Pulling Demoulding Mechanism and Injection Mould of Shower Spray Handle[J]. Engineering Plastics Application, 2016,44(7): 89-93.
[4] 熊文杰.注射模側滑塊二級脫模機構設計[J].模具工業,2008,34(4):51-52.
Xiong Wenjie. Development of Two-step Demoulding Mechanism at Side Slide Block of Injection Mould[J].Die & Mould Industry, 2008,34(4): 51-52.
[5] 陶筱梅,杜小清,劉 好.防偽瓶蓋注塑模強制脫模機構設計[J].塑料科技,2007,35(11):86-88.
Tao Xiaomei, Du Xiaoqing, Liu Hao. Design of Forced Demoulding Mechanism for Injection Mould of Anti-fake Bottle Cap[J]. Plastics Science and Technology, 2007, 35(11): 86-88.
[6] 何柏海.一種帶推管側頂脫模機構的注塑模設計[J].工程塑料應用,2016,44(2):92-95.
He Baihai. Design of Injection Mould with Pushing Tube Side Ejection Demoulding Mechanism[J].Engineering Plastics Application, 2016,44(2): 92-95.
[7] 徐 生,肖國華,沈忠良,等.內藏式型針側抽芯二次頂出脫模機構及其模具設計[J].工程塑料應用,2016,44(3):79-83.
Xu Sheng, Xiao Guohua, Shen Zhongliang, et al. Design for Secondary Ejection Release Mechanism with Built-in Type Needle Side Core-pulling and It’s Injection Mould[J]. Engineering Plastics Application, 2016,44(3): 79-83.
[8] 楊 安,肖國華.汽車油封蓋內螺紋脫模機構及注塑模設計[J].工程塑料應用,2015,41(4):68-72.
Yang An, Xiao Guohua. Design of Car Oil Seal Cover Internal Thread Demoulding Mechanism and Injection Mould[J]. Engineering Plastics Application, 2015,41(4): 68-72.
[9] 賈林玲.一種內外螺紋同步脫模的抽芯機構及模具設計[J].塑料科技,2016,44(8):75-79.
Jia Linling. Core Pulling Mechanismand Die Design of Internal and External Thread Synchronization Stripping[J]. Plastics Science and Technology, 2016,44(8): 75-79.
[10] 江昌勇,奚亦飛.注射模澆注系統凝料自動脫模機構的優化設計[J].工程塑料應用,2014,42(11):68-72.
Jiang Changyong.Automatic Ejection Mechanism Optimization Design for Feed System Condensate of Injection Mould[J]. Engineering Plastics Application, 2014,42(11): 68-72.
[11] 杜小清.帶二次脫模機構的注射模設計[J].工程塑料應用,2011,39(12):72-74.
Du Xiaoqing. Design of Injection Mould with the Mecha-nism of Secondary Ejection[J].Engineering Plastics App-lication, 2011,39(12): 72-74.
[12] 黃 力.自動抽液瓶蓋脫模機構與注塑模具設計[J].塑料科技,2016,44(8):80-84.
Huang Li. Design of Injection Mould and Demoulding Mechanism of Automatic Liquid Suction Bottle Cap[J]. Plastics Science and Technology, 2016,44(8): 80-84.
[13] 賀柳操,卞 平,肖國華.雙頭螺紋花灑旋轉式抽芯脫模機構及其注塑模具設計[J].塑料工業,2016,44(10):42-45.
He Liucao, Bian Ping, Xiao Guohua. Design of Injection Mold and Core Demoulding Mechanism for Double Thread Rotary Sprinkler Pump[J]. Plastic Industry, 2016,44(10): 42-45.
[14] 楊少增,李國富,劉 劍,等.多段位圓弧狀導流管抽芯機構設計[J].工程塑料應用,2016,44(1):85-87.
Yang Shaozeng, Li Guofu, Liu Jian, et al. Design of Pulling Mechanism for Multi-arc-shaped Guide Tube[J].Engineering Plastics Application, 2016,44(1): 85-87.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
