15MnVR鋼壓力容器筒體環縫的焊接工藝規程及評定報告
2015-11-21 06:21:04張起亮
安陽工學院學報 2015年4期
張起亮
(安陽市高級技工學校,河南安陽455000)
壓力容器受壓殼體上的各種焊縫(見圖1),包括筒體縱縫、環縫、接管焊縫、人孔加強圈焊縫、復合堆焊層、支座及附件與筒體相焊的焊縫,都應編制相應的焊接工藝規程,做焊接工藝評定報告。現有一壁厚為50mm的15MnVR鋼壓力容器,為了對其筒體環縫進行焊接,我們提出了以焊條電弧焊封底,埋弧焊蓋面的焊接方法,制定了15MnVR鋼壓力容器筒體環縫的焊接的焊接工藝規程,做出了焊接工藝評定報告。
1 焊接性分析
15MnVR鋼是常用的壓力容器鋼種之一,屬低合金高強鋼,它是在16Mn的基礎上增加V(w(V)=(0.4﹪~0.12﹪),使晶粒細化和沉淀強化,其化學成分和力學性能分別見表1、表2。

表1 15MnVR鋼的主要化學成分(GB6654-1996)[2]
15MnVR的Ceq和Pcm的計算如下
根據計算可知15MnVR鋼焊接性較好,淬硬傾向不大,對中厚板的焊接需預熱100~150℃。由于含有V,有回火傾向,焊后應進行消除應力處理。采用埋弧焊能提高勞動生產率,降低勞動強度和生產成本。
2 環縫坡口的制備
壓力容器筒體環縫的坡口形式,取決于其壁厚及所選用的焊接工藝方法。由于15MnVR鋼壓力容器筒體壁厚為50mm,所以采用大型立式車床對其環縫接頭坡口進行加工。坡口形狀及尺寸如圖2。
如圖2所示筒體環縫的外口為U型坡口,內口為V型坡口,坡口角度為70°,鈍邊為2mm。環縫內口采用焊條電弧焊,根據等強度的原則,我們選用E5515,Φ4mm、Φ5mm焊條,焊機為ZX7-400S。外口清根后采用埋弧焊,用MZ-1250Ⅲ埋弧焊機。選用直徑Φ4mm的H08MnMoA焊絲和焊劑HJ350。H08MnMoA焊絲的化學成分詳見表3。
3 焊接工藝規程的制定
15MnVR鋼壓力容器筒體環縫的焊接的焊接工藝規程編制如表4。
1)焊前準備。參照表4。
2)焊前預熱。將焊件坡口兩側各150~200mm范圍內母材預熱到150℃,以降低焊后冷卻速度,減小淬硬傾向及焊接殘余應力,防止冷裂紋的產生。
3)焊接。焊接方法、焊接材料、坡口形式及焊接工藝參數均與工藝評定時的相同,可參照表4、5。
4)焊后熱處理。焊后進行消應力處理,焊接熱處理參數詳見表4。
5)焊接檢驗及結果。按技術要求對焊縫的外觀進行檢驗。對所有焊縫按JB 4730-94進行X射線探傷。

表3 國產H08MnMoA焊絲的主要化學成分(GB/T12470-2003,GB/T14957-1994)[3]
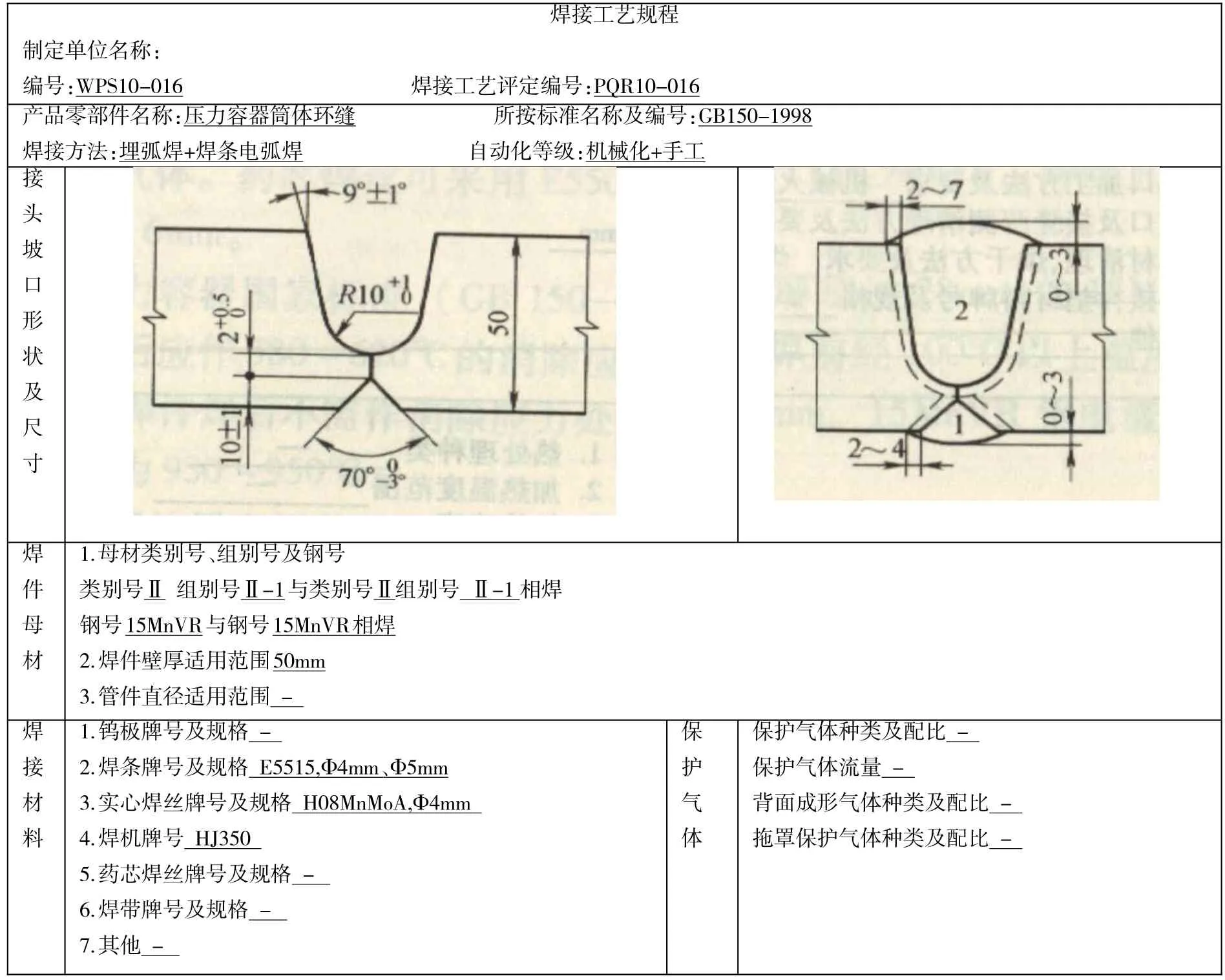
表4 15MnVR鋼壓力容器筒體環縫的焊接的4 15MnVR鋼壓力容器筒體環縫的焊接
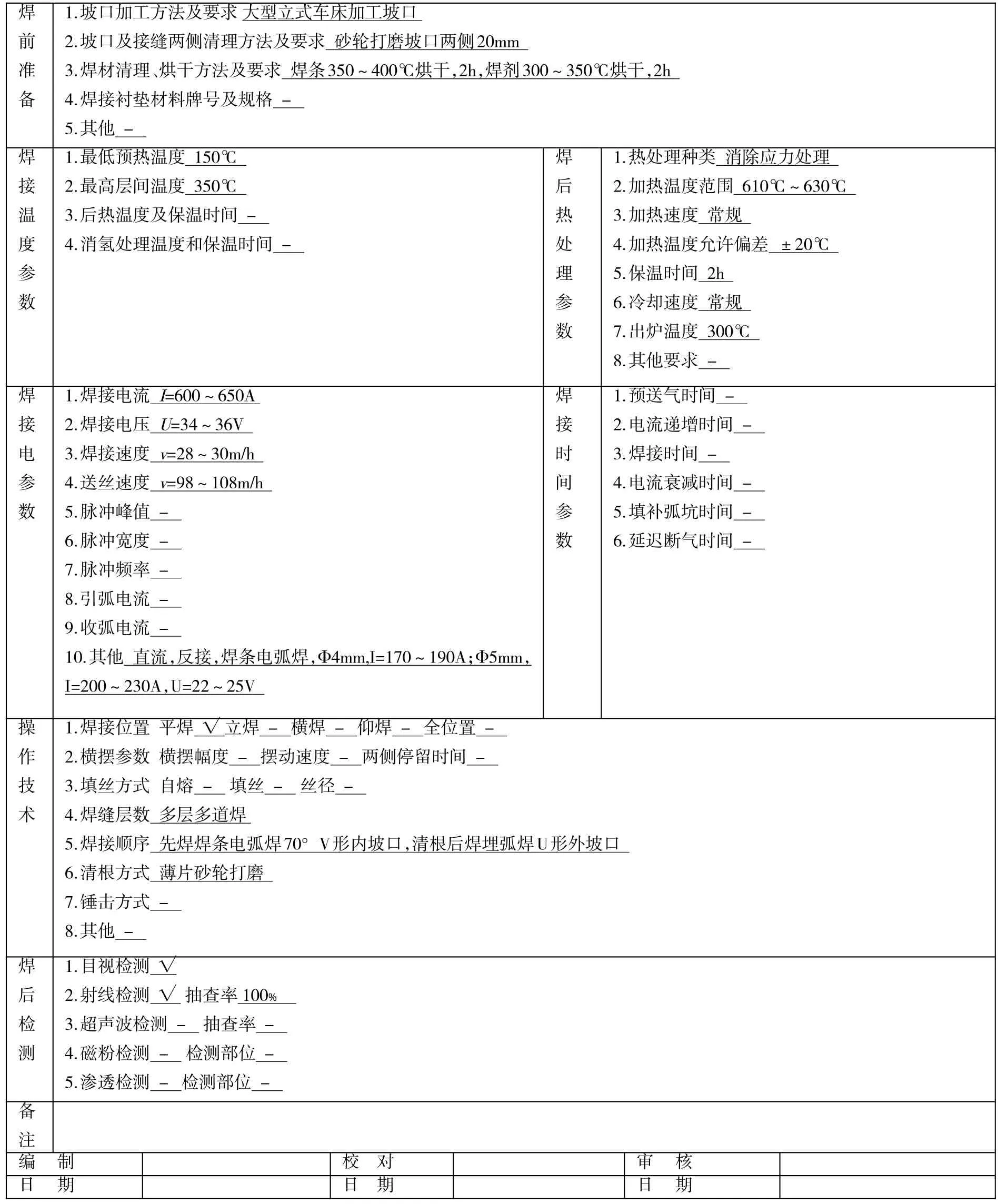
續表4
5 焊接工藝評定
對于壁厚為50mm的15MnVR鋼壓力容器筒體環縫的焊接。我們提出了以焊條電弧焊封底,埋弧焊蓋面的焊接方法,制定了15MnVR鋼壓力容器筒體環縫的焊接的焊接工藝規程,做出了焊接工藝評定報告,如表5。
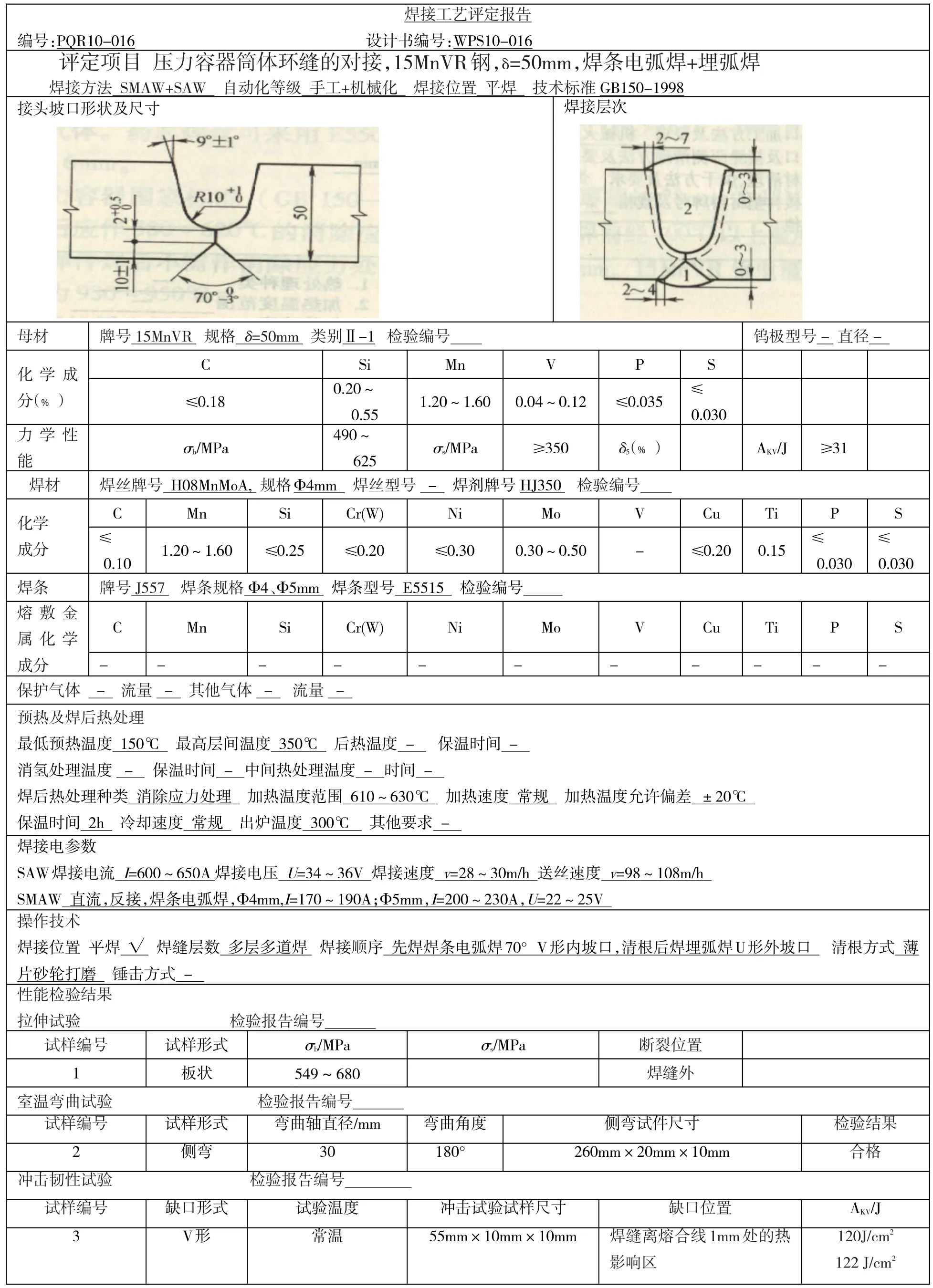
表5 15MnVR鋼壓力容器筒體環縫的焊接工藝評定報告
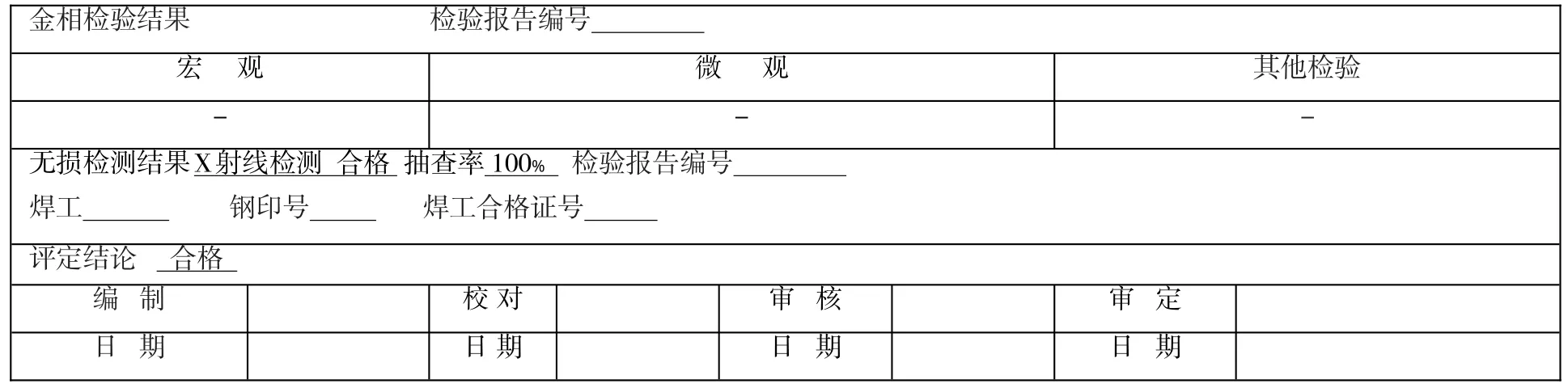
續表5
6 結語
本文采用焊條電弧焊封底,埋弧焊蓋面的焊接方法對15MnVR鋼壓力容器筒體環縫進行焊接,制定了15MnVR鋼壓力容器筒體環縫的焊接的焊接工藝規程,做出了焊接工藝評定報告。實踐證明,采用焊條電弧焊與埋弧焊相結合的方法對15MnVR鋼壓力容器筒體環縫進行焊接,工藝合理,效率高,質量好。
[1]陳裕川.焊接工藝設計與實例分析[M].北京:機械工業出版社,2009.
[2]楊松.鍋爐壓力容器焊接技術培訓教材[M].北京:機械工業出版社,2005.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24