高鐵鋼管拱橋拱撐加工拼裝焊接工藝評定探討*
2012-11-12 07:39:46羅興財
外語與翻譯 2012年4期
羅興財
(中鐵二局股份有限公司,四川成都610032)
鋼管拱橋拱撐加工拼裝焊接是確保質量的關鍵,相應的焊接工藝評定尤為重要;然而,現有的焊接工藝評定程序和內容上極不統一,如何有序全面開展,仍值得探討。
一、焊接工藝評定技術準備
(一)焊縫清冊
1.焊縫清冊前提
高鐵鋼管拱橋拱撐加工一般委托有資質的廠家。加工前,承攬施工方要同廠家認真研究設計圖,熟知鋼構件制作技術指標和焊縫質量檢驗要求;確定鋼管拱吊裝方案后,明確劃分拱撐吊裝節段和加工運輸節段,細化各加工運輸節段廠內加工和現場再加工內容。以此為基礎,廠家繪制詳細加工圖,包括按桿件編號的加工大樣圖、廠內試拼簡圖、工地試拼簡圖和堆放與發放順序圖等。
2.焊縫清冊涉及結構部位
(1)鋼筋與鋼板間焊接,如啞鈴型截面兩腹板間對拉鋼筋與腹板焊接。(2)鋼管節段制作焊接,包括環縫和縱縫焊接(廠內進行);鋼管(φ600以下)拱肋用胎模熱彎成拱或直接用成品管不存在縱縫焊接。(3)鋼板與鋼板間焊接,如啞鈴型截面腹板間接焊,拱腳及吊桿位加勁環板間焊接,吊桿錨固箱鋼板間焊接。(4)鋼板與鋼管間焊接,如啞鈴型截面腹板與鋼管間接焊,拱腳底座鋼板與鋼管焊接,管內加勁環板與鋼管焊接,吊桿錨固箱豎板與鋼管焊接。(5)鋼管與鋼管間焊接,如鋼管拱肋對接(包括廠內和工地拼接),橫撐主管與拱肋鋼管焊接,橫撐主管與斜管和層間腹桿管焊接,吊桿穿拱肋套管與拱肋鋼管焊接。
3.焊縫清冊內容
焊縫清冊形成清冊表,表頭一般列序號、結構或板組合形式、坡口形式、坡口加工方法、焊接位置、焊接方法、焊接材料、代表焊縫和備注9項內容。結構或板組合和坡口形式用圖示,焊接位置填平、立、仰和橫焊,代表焊縫需覆蓋拱撐加工和拼裝涉及各個細部位置。
(二)焊接工藝評定任務書
焊接工藝評定任務書是根據清冊各類焊縫確定焊接工藝評定試驗項目,明確執行標準或規定。
1.焊接工藝評定編號(按下圖示編)
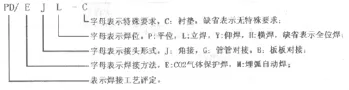
2.焊接工藝評定試驗項目表
焊接工藝評定試驗項目表是焊接工藝評定任務書的核心內容,包括序號、工藝評定編號、焊接形式、坡口形式、試件材質、焊接方法、焊接材料、覆蓋范圍、適用部位和備注10項內容。
3.焊接工藝評定標準或規定
(1)焊縫力學性能試驗取樣按《焊接接頭機械性能試驗取樣方法》GB2649進行;(2)對接接頭拉伸試驗按《焊接接頭拉伸試驗方法》GB2651進行;(3)焊縫金屬拉伸試驗按《焊縫(及堆焊)金屬拉伸試驗方法》GB2652進行;(4)彎曲試驗按《焊接接頭彎曲試驗方法》GB2653進行;(5)低溫沖擊試驗按《焊接接頭沖擊試驗方法》GB2650進行沖擊試驗(V型缺口);(6)接頭硬度試驗按《焊接接頭(及堆焊)金屬試驗》GB2654進行;(7)宏觀斷面酸蝕試驗按《鋼的低倍組織及缺陷試驗方法》GB226進行;(8)外觀檢查和 UT檢測執行TB10212《鐵路鋼橋制造規范》;(9)RT檢測執行GB3323《金屬熔化焊焊接接頭射線照相》;(10)焊接接頭磁粉探傷執行JB/T6061《無損檢測焊縫磁粉檢測》。
二、焊接工藝評定的試件和檢測
(一)試件焊接
(1)對接接頭、T形接頭埋弧自動焊和全熔透及部分熔透T形接頭試板厚度選擇按TB10212《鐵路鋼橋制造規范》規定;試板長度根據樣坯尺寸、數量等因素綜合考慮,自動焊不小于60cm,氣體保護焊和焊條電弧焊不小于40cm;寬度根據探傷要求、試樣尺寸和板厚確定,不小于15cm。
(2)試件焊接的母材和焊材符合相應標準。高鐵鋼管拱橋一般采用Q345q(16Mnq)鋼材,質量標準滿足GB/T1591;氣體保護焊用碳鋼、低合金鋼焊絲執行GB/T8110標準,且滿足相應國標。如JQ.MG50-6牌焊絲符合GB/ER50-6,相當AWS/ER70S-6(美國)或JIS/YGW12(日本)。
(3)焊接設備和儀表經檢查正常;焊工先詳查《焊工登記冊》和《焊工合格證書》,確認其可能具備施焊能力,再通過實際焊接水平測試合格后選定。
(4)試件項目、數量滿足評定要求。焊接需詳細記錄工藝參數(焊縫編號,焊接材料,施焊人員、日期和速度,預熱溫度和層間溫度,焊道,電流、電壓和極性,氣體流量和環境溫、濕度等),為評定提供依據。
(二)試件檢驗
1.外觀檢查
每塊焊接試件均進行全長外觀檢查。
2.無損檢測
(1)所有焊接試件(試板)焊縫作100%的UT,工藝試板焊縫還作100%的RT,試件為Ⅰ級角接焊縫及Ⅱ級全熔透角接焊縫還作100%的MT。
(2)檢測時機是焊接后24h,吊桿支墊錨箱試件(板厚一般大于30mm),則為焊接后48h;檢測順序為先UT,其次是RT、MT。
(3)對鋼管相貫接點焊接試件的UT建議用《建筑鋼結構焊接技術規程》(JGJ81-2002)中“圓管T、K、Y節點焊縫的超聲波探傷方法及缺陷分級”來評定。
(4)無損檢測人員資質和能力滿足檢測要求,儀器設備和材料的各項性能指標及要求能保證檢測結果的可靠性。焊縫無損檢測不合格,需深入查找工藝原因,直至找到合適工藝參數,所焊試件無損檢測合格為止。
3.試樣截取、加工和理化試驗
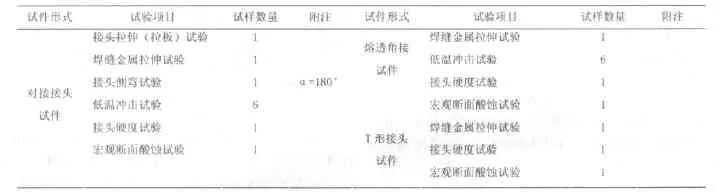
(1)理化試驗包括力學性能試驗、宏觀斷面酸蝕試驗和焊縫化學成分檢驗,后者一般不作,前兩類試驗項目及試樣數量見下表。
?
(2)外觀檢查和無損檢測直接在焊接試件上進行,理化試驗則是對一定規格的試樣進行,試驗前,需按各類試驗規范,截取試件,加工成試樣,加工前可冷矯正樣坯;試樣編號保證與試件有可追溯性,樣坯截取位置根據焊縫外形及探傷結果,在試件(板)有效利用長度內作適當分布。
(3)拉伸試驗結果(屈服、抗拉強度及拉棒伸長率)和鋼材焊接接頭的沖擊功不低于母材標準,則直接判定為合格;若某試件或點出現低于母材標準,則再取一次試驗或其它方式綜合判定。
(4)接頭側彎試驗的受拉面裂紋總長度不大于試樣寬度的15%,且單根裂紋長度不大于3mm,則直接判定為合格,若不滿足,再取一次試驗來判定。焊接接頭硬度不大于HRC35.5(HBS331或HV350),則判定為合格。
(5)宏觀斷面酸蝕試驗符合GB226的規定,常用冷酸浸蝕法,判定標準是觀察表面,無缺陷則判定為合格。
(三)檢測報告
(1)檢測報告有“鋼材、焊材的復驗和抽驗報告”,“焊縫外觀檢查報告”,“焊縫無損檢測報告”和“焊縫理化試驗報告”。(2)檢測報告需客觀、真實反應試驗、檢測的結果,可能會有檢測不合格,仍要出報告,供分析整改,為重新選定焊接工藝、試驗和檢測提供依據。
三、焊接工藝評定報告
焊接工藝評定報告是編制焊接工藝指導書的依據,內容包括母材和焊材的型(牌)號、規格、化學成分和力學性能,試板接頭形式及坡口簡圖,試件焊接條件及工藝參數,焊縫檢驗結果和評定結論五項內容。焊接工藝評定報告推薦用“中國船級社《橋梁鋼檢驗指南》(2005)報告格式5”。
四、結語
焊接工藝評定試驗項目要包括有些特殊焊縫。拱肋拼裝架設很多特殊焊縫的工藝評定容易被遺漏,而其又是質量控制關鍵。如拱肋分節拼裝架設到位后的平、立、仰寬焊縫,仰(寬)焊縫在拼裝架設階段是不可避免的(廠內拱肋加工,可把構件翻面來焊);又如拱肋節段吊裝對接焊后,一般在外加抱箍,抱箍與鋼管焊縫也屬特殊焊縫。
[1]劉山洪,蔣自強.馬嘯溪嘉陵江大橋的施工控制[J].四川建筑科學研究,2006,(1).
[2]徐勛,姜勇,謝功元,等.大跨度懸索橋索鞍無預偏索塔張拉錨跨索股糾偏施工控制[J].四川建筑科學研究,2008,(1).
[3]韓富慶,胡可,寇明國.安慶長江公路大橋主橋施工控制仿真計算[J].安徽建筑工業學院學報(自然科學版),2002,(3).
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
