外板覆蓋件拉延網(wǎng)格模的技術(shù)應(yīng)用
2024-01-05 12:43:44吳恒唐善武尹志勇那木吉拉吳杰廣汽乘用車有限公司宜昌分公司
鍛造與沖壓 2023年24期
關(guān)鍵詞:區(qū)域
文/吳恒,唐善武,尹志勇,那木吉拉,吳杰·廣汽乘用車有限公司宜昌分公司
隨著人民的出行需求提高,汽車行業(yè)得到了的高速發(fā)展,客戶對車輛的要求不僅僅止于代步需求,顏值、動力、價格、科技都成為其選擇購買的原因。顏值是客戶購車的第一印象,為了提高汽車的顏值,各個主機廠做了不同的改善應(yīng)對來保證沖壓件面品優(yōu)良。麻點是影響沖壓件面品的重要因素之一,微小的異物粘在鋼板材料或者拉延模具型腔內(nèi),生產(chǎn)沖壓件時就會壓出來微小凹點或凸點,造成生產(chǎn)停線、返修等浪費。
為了解決困擾生產(chǎn)過程中的麻點問題,通過對汽車外覆蓋件頂蓋、發(fā)蓋外板、前后門外板等拉延模具進行網(wǎng)格加工調(diào)試,在保證零件外觀質(zhì)量的前提下,經(jīng)過批量生產(chǎn)驗證,麻點率得到顯著改善。
網(wǎng)格區(qū)域選定
網(wǎng)格是在拉延模具凸模型面加工一定深度交叉溝槽,型面由光滑型面轉(zhuǎn)變成網(wǎng)格型面,從而形成網(wǎng)格模,如圖1 所示。網(wǎng)格模槽可以藏住異物,減少90%以上麻點產(chǎn)生,從而減少生產(chǎn)停機時間、提高生產(chǎn)效率、降低零件返修成本。

圖1 網(wǎng)格模技術(shù)
選取表面積大且比較平坦,凸模適合于做網(wǎng)格加工。網(wǎng)格加工范圍的劃定是根據(jù)零件造型、沖壓方向與加工面法向角度及實際研合區(qū)域綜合確定的,一般禁止在中等或重度研合面(強壓區(qū)域)上加工網(wǎng)格。
強壓區(qū)域的判斷可以在模具工藝設(shè)計時明確,針對新車型和量產(chǎn)車型,模面實際可能與設(shè)計存在偏差,因此需要現(xiàn)場通過壓著色或感壓紙確認非強壓區(qū)。
網(wǎng)格區(qū)域選定:⑴避開強壓區(qū)域≥30mm;⑵曲面曲率≥300mm;⑶避開凸圓角距離≥7mm。網(wǎng)格區(qū)域選定示意圖如圖2 所示,網(wǎng)格加工要求見表1。

表1 網(wǎng)格尺寸與機加參數(shù)要求
型面加工前準備
拉延模具生產(chǎn)閉高降低0.5mm,確認零件上有無明顯硬點,如有硬點需用油石推順;拉延件面品確認無凹陷等缺陷;凸凹模型面壓著色確認著色率大于90%,非強壓區(qū)避空去量;對凸模型面進行掃描,確認加工方案。
掃描制做加工數(shù)據(jù)
如圖3 所示,用藍光掃描數(shù)據(jù)和三坐標采集數(shù)據(jù)做對比,差異控制在0.05mm 內(nèi),再進行加工數(shù)據(jù)的制作。
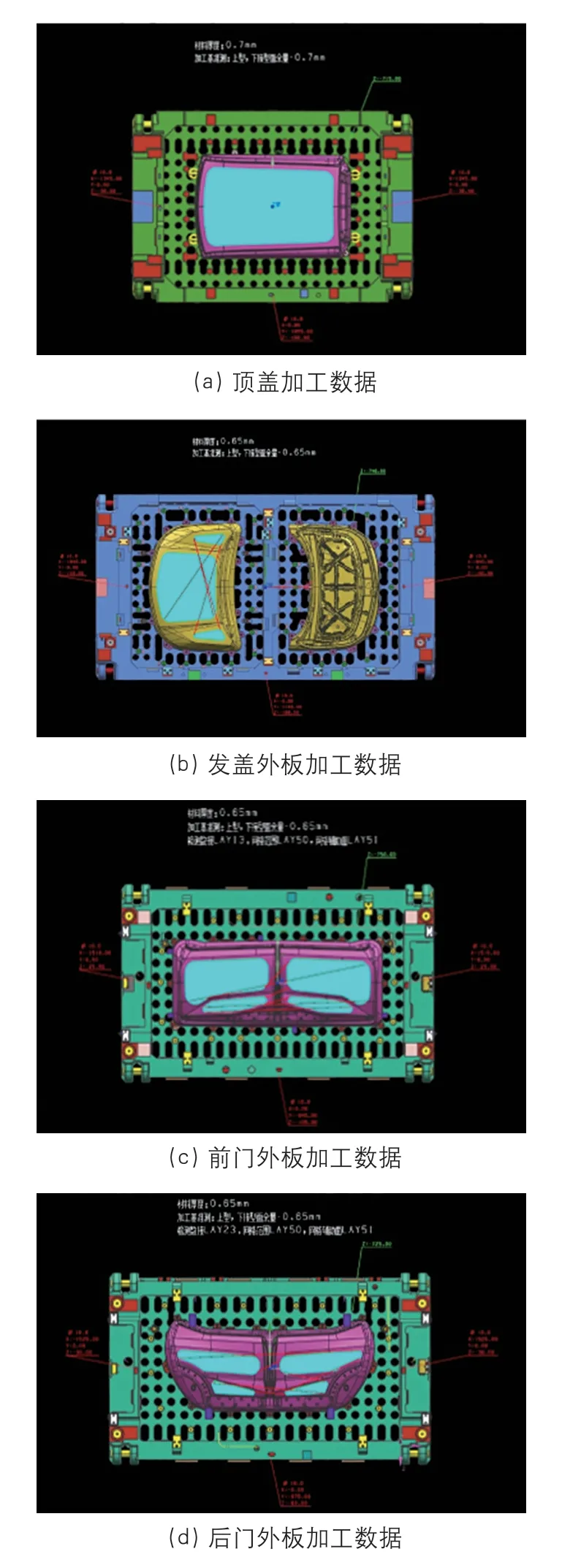
圖3 加工數(shù)據(jù)
網(wǎng)格加工結(jié)果確認
凸模加工完成后,對網(wǎng)格區(qū)進行檢查確認,圖4為目視無明顯毛刺、網(wǎng)格加工均勻、沒有明顯刮手等問題。
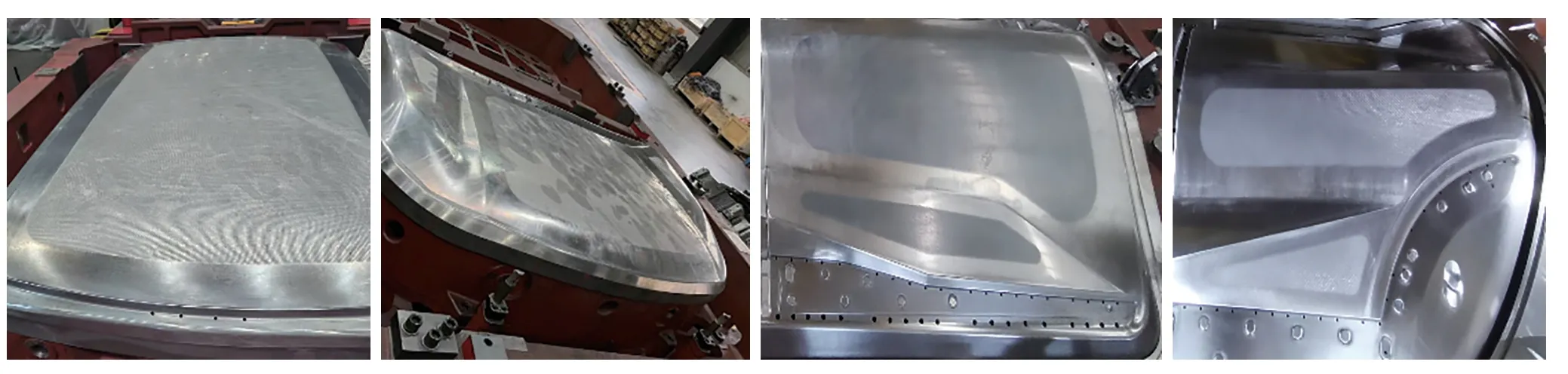
圖4 網(wǎng)格初步檢查
回廠清潔拋光
網(wǎng)格加工完成后,區(qū)域存在毛刺,亦有殘留金屬碎屑、灰塵留在模具上,需對模具進行清潔拋光后進行出件驗證。需要注意的是相較于普通模具,網(wǎng)格模增加了模具保養(yǎng)清潔工時和維修難度,對于網(wǎng)格區(qū)嚴禁使用抹布或抹模紙進行擦拭,否則會造成網(wǎng)格區(qū)殘留絲狀異物。
⑴網(wǎng)格模拋光作業(yè)。使用不銹鋼刷均勻研磨加工面至觸摸確保無明顯毛刺為止;準備平板銼、1000#砂紙、膠布,用砂紙包裹平板搓,再用膠布固定,制作簡易打磨工具,使用拋光工具對網(wǎng)格型面進行均勻研磨,禁止使用油石打磨;借用合金尺為介質(zhì),使砂紙全面受力均勻貼住型面,避免拋光時接觸面受力不均勻(圖5 )。
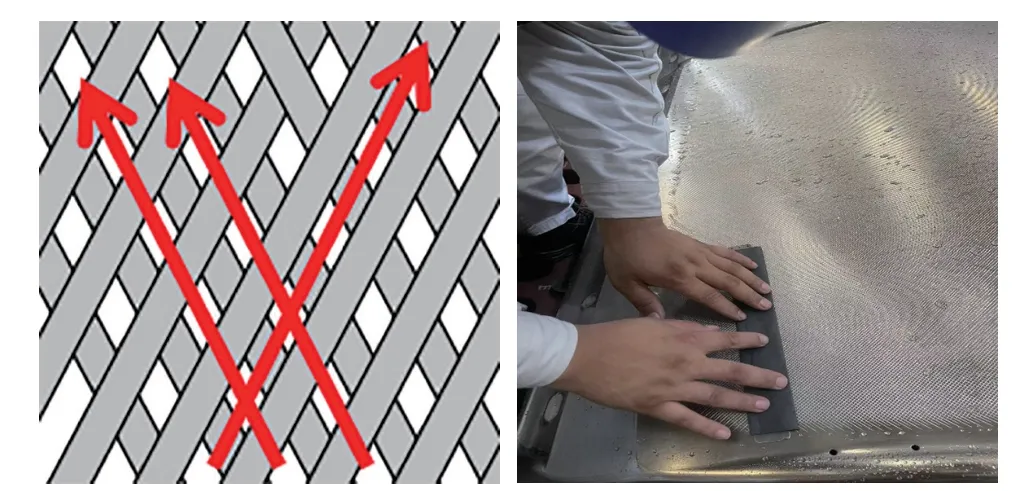
圖5 拋光作業(yè)
⑵網(wǎng)格模清潔作業(yè)。模具型面上噴灑烷烴清洗劑,然后使用氣槍沿著網(wǎng)格槽往前清潔,使用滾刷清潔型面。
⑶效果確認。徒手或者佩戴防割手套觸摸型面,禁止佩戴棉紗手套檢查,防止棉絮遺落在模具型面。
⑷網(wǎng)格防銹作業(yè)。網(wǎng)格加工后鍍鉻被破壞,為防止生銹,用WD40 均勻噴撒在網(wǎng)格上,覆蓋所有網(wǎng)格防銹。
出件驗證
⑴頂蓋出件確認。首件出件確認,出現(xiàn)了網(wǎng)格區(qū)域麻點多發(fā)、非網(wǎng)格區(qū)域拉毛凸條的問題點,線下對網(wǎng)格模具進行深入清潔,非網(wǎng)格區(qū)域進行再次拋光作業(yè),頂蓋面品問題得到了解決,批量生產(chǎn)100 件、300 件、400 件三批次,麻點問題得到極大改善。
⑵發(fā)蓋外板出件確認。首件出件確認,網(wǎng)格區(qū)域出現(xiàn)凹點,線下對上模進行推油石避空,發(fā)蓋外板聯(lián)動三批次800 件,網(wǎng)格區(qū)域沒有出現(xiàn)麻點。
⑶后門外板出件確認。首件出件確認,右件兩處凹點;經(jīng)過對上模推油石避空,后門外板聯(lián)動三批次800 件,網(wǎng)格區(qū)域沒有出現(xiàn)麻點。
⑷前門外板出件確認。首件出件確認,右件門把手附近有一處輕微凹條,在上模對應(yīng)部位用油石推順后消除;左件在網(wǎng)格區(qū)域邊緣出現(xiàn)凸條(圖6),經(jīng)過多輪整改驗證,凸條變長且位置有變化,無法達到量產(chǎn)品質(zhì)基準。
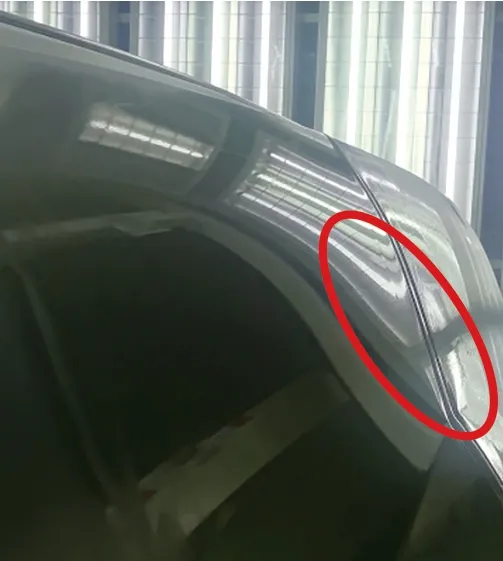
圖6 左前門凸條
前門外板凸條分析
前門外板凸條原因分析和驗證見表2。分析發(fā)現(xiàn)網(wǎng)格邊緣過渡區(qū)預(yù)留過小,在型面高曲率處會產(chǎn)生凸條;在對凸模網(wǎng)格邊緣進行推順過程中,由于網(wǎng)格和非網(wǎng)格區(qū)與油石接觸面積不同,磨損量不一樣,凸條始終無法消除。

表2 前門外板凸條原因分析和驗證
經(jīng)過風(fēng)險評估,考慮二次加工將網(wǎng)格區(qū)域外移到零件廢料區(qū),與凸模R 角距離10mm 的位置,如圖7所示。新舊刀路過渡如圖8 所示。網(wǎng)格過渡區(qū)加工長短線進行過渡,寬度加大20mm,減少網(wǎng)格邊緣對面品的影響,如圖9 所示。
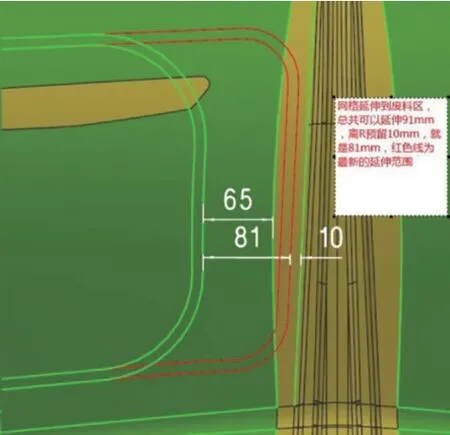
圖7 二次加工方案

圖8 新舊刀路過渡

圖9 拐角過渡
前門外板出件驗證
回廠后對模具進行拋光清潔,出件確認,凸條有所減輕;此時繼續(xù)對原網(wǎng)格邊緣進行交叉研磨,出件確認凸條改善明顯,經(jīng)過3 輪整改后,凸條徹底消除。網(wǎng)格加工前后外板覆蓋件麻點率對比如圖10 所示。

圖10 網(wǎng)格加工前后麻點率對比
結(jié)束語
由于網(wǎng)格加工會破壞模具鉻層,所以在鍍鉻前對頂蓋、發(fā)蓋外板、前后門外板拉延模進行網(wǎng)格加工,調(diào)試無面品問題并進行生產(chǎn)驗證后,再對模具進行鍍鉻,驗證了這一工藝流程的可行性。
對外板覆蓋件拉延模具的網(wǎng)格加工,實際生產(chǎn)應(yīng)用中得到了很大收益。在高速生產(chǎn)中減少微小顆粒對拉延件面品的影響,提升面品的同時亦能減少基于麻點原因?qū)е碌耐>€問題,避免停線導(dǎo)致能源、人力的浪費,并降低了零件的返修成本。根據(jù)此次經(jīng)驗,總結(jié)了外板覆蓋件模具網(wǎng)格加工的經(jīng)驗,若網(wǎng)格加工過渡區(qū)預(yù)留過小,在型面高曲率處會產(chǎn)生凸條,同時過渡區(qū)加工長短線能有效減少網(wǎng)格邊緣對面品的影響,并輸出了網(wǎng)格模加工前和加工后的確認標準,為后續(xù)的車型在技術(shù)方面降低麻點率提供參考經(jīng)驗。
猜你喜歡
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
科學(xué)(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學(xué)輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農(nóng)墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
新疆財經(jīng)大學(xué)學(xué)報(2015年3期)2015-12-10 03:49:15