新能源汽車一體壓鑄的意義及壓鑄質量控制方法
2024-01-05 12:55:18劉立飛曹國亮王兵許贏賈永磊李麗合眾新能源汽車股份有限公司
鍛造與沖壓 2023年24期
文/劉立飛,曹國亮,王兵,許贏,賈永磊,李麗·合眾新能源汽車股份有限公司
本文闡述了一體化壓鑄應用的目的及新能汽車發展一體化壓鑄的意義,一體化壓鑄作為一種新技術應用,在生產制造過程中,各類質量缺陷的識別判定和控制,對車身質量提升和一體化壓鑄技術沉淀非常重要。
“雙碳”的實施促使汽車行業越來越重視節能環保,全球各國都認可汽車的節能減排,這也促使汽車制造商不斷加大對輕量化的投入,以滿足消費者的需求。一體化壓鑄技術的研發和應用,對新能源車身結構發展可謂迫在眉睫,本文簡介一體化壓鑄的意義和一體化壓鑄常見質量缺陷類型和控制方法,促進一體化壓鑄技術發展和質量控制提升。
車身一體化的意義
通過汽車一體化壓鑄技術,可以實現車身結構的完美融合,從而大大減少了分體沖壓和壓鑄后焊接等復雜的制造步驟,極大地提高了生產效率和質量。
與采用焊接沖壓件技術相比,會大幅降低車身重量。采用一體化壓鑄車身設計升級,不僅能夠顯著減少沖壓件數量,還能夠優化生產流程,極大地改善了生產的質量和性能,從而極大地提高了汽車的整車質量。例如,將70 多個沖壓焊接的零部件整合到一個零件,不僅能夠顯著縮短車輛的總長度,還能夠將生產的總費用降低40%。某汽車使用了整合的鋁合金制作的副駕駛座,與傳統的焊接工藝制作方法相比,它的重量降低了30%。此外,某汽車的整合式座椅也使得它的重量降低了30%,并且可以提供7L 的儲物容積。
通過一體化壓鑄技術,可以顯著提高汽車零部件的強度、精度以及一致性,這樣可以避免傳統的沖壓件+焊接的加工過程,可以節省人力,節省焊接、噴漆、涂膠等工藝,從而可以顯著降低人工成本、設備成本。
通過采取一體化壓鑄技術,1.5 噸乘用車的車身重量將會大幅度減小,這將直接影響到車輛的續航能力。與傳統汽車相比,采取這種方法能夠節省15%的車輛重量,并且新能源汽車也能夠節省10%的能源。
車身一體化壓鑄優勢
⑴一體化壓鑄技術可以降低新能源汽車的成本。通過采用一體化壓鑄技術,將原本70 多個的汽車零部件整合成2 個或1 個整體,使得原本需要700 ~800 個的焊接點降低至50 個,而且將原本需要2 小時的焊接過程縮短至90s。隨著技術的進步,使得生產零部件的方式發生變化,從傳統的模具、機械臂、夾具到更先進的自動化技術可以有效地實現,從而大大的節約了生產原材料,并且可以有效地提升生產效率。另外,一臺壓鑄機的投入使得該工廠的占地面積縮小30%,從而使得基礎設施的投入也有所下降。通過采用先進的一體化壓鑄技術,可以大幅度地降低20%生產制造成本,新能源汽車主動發展一體化壓鑄這種技術,可以大大簡化供應鏈的流程、大幅降低總的成本。通過采用一體化壓鑄技術,我們不僅能夠提升硬件的質量,縮短開發周期,還能夠跟上智能化的最新進展,滿足當今智能技術的需求。
⑵一體化壓鑄技術使得新能源汽車的結構更加穩定。采用一體化壓鑄技術,將原有的500 多個零部件以及4000 ~6000 個焊接處的復雜結構,以及繁瑣的三輪調試,有效地減少了整個生產周期,并且能夠有效地提高產品的質量,從而節省了大量的時間與費用。
一體壓鑄件常見質量缺陷
壓鑄件缺陷共分三大類,分別是幾何缺陷、表面缺陷、內部缺陷。⑴幾何缺陷。壓鑄件形狀、尺寸與技術要求與技術規范不一致。如尺寸超差、鑄件變形等。⑵表面缺陷。壓鑄件外觀不良,如流痕、冷隔、拉傷、氣泡、欠鑄、錯模、飛邊、有色斑點等。⑶內部缺陷。產品內部組織、機械性能不符合要求,如氣孔、縮孔、縮松、凹陷(縮凹)、裂紋等。
引起以上缺陷發生的因素有四個,分別是壓鑄機引起、壓鑄模引起、壓鑄件設計引起、生產過程引起。
⑴壓鑄機引起。壓鑄機所提供的能量是否能滿足所需要的壓射條件:壓射力、壓射速度、鎖模力是否足夠。壓鑄工藝參數選擇與調控是否合適,包括壓力、速度、時間、沖頭行程等。
⑵壓鑄模引起。模具設計方面注意模具結構、澆鑄系統尺寸及位置、頂桿及布局、冷卻系統。模具加工需要注意模具表面粗糙度、加工精度、表面硬度。模具使用時,應該注意溫度控制、表面清理、保養。
⑶壓鑄件設計引起。
⑷生產過程引起。
壓鑄件產生缺陷原因及防止方法
⑴氣孔。壓鑄件材料內部形狀較為規則,呈圓形、橢圓形,表面較為光滑(圖1)。

圖1 氣孔
產生原因:由于金屬液的流動方向不當,它們在型腔內發生了正面碰撞,從而產生了漩渦,最終形成了卷氣;澆道設計不合理,澆道后段面積大于前段面積,導致金屬液進入后段時填充不足,卷入氣體;壓室充滿度不夠;內澆口速度過高產生湍流,型腔內有油滲入;排氣不暢;模具型腔位置太深,填充過程中存在窩氣;模具溫度過低或脫模劑噴涂過多,導致金屬液填充時脫模劑還未揮發完;金屬液精煉不良,含氣量過多;加工余量過大;快壓起始點過早,導致金屬液在壓射過程中形成卷氣。
防止方法:選擇有利于型腔氣體排出的澆口位置,避免金屬液先堵塞排氣系統。避免金屬液正面撞擊型腔及型芯;澆道截面積由料餅至內澆口逐步減小,內澆口截面積需小于澆道截面積;選擇合適的壓室,保證充滿度在30%以上;為了達到最佳的成形效果,應該適當增加內澆口的厚度,以減緩充填的速度;定期清理、保養模具,避免頂桿、銷子滲油,減少沖頭潤滑油量及熱模時刷油油量;在最后填充部位開設溢流槽和排氣道,增加抽真空輔助排氣;深腔處可采用鑲件的方式增加排氣效果;控制模具溫度,在保證脫模順暢的情況下減少噴涂量;保證金屬液質量;保證加工無黑皮的情況下使用小的加工余量;選擇合理的快壓起始點,一般快壓起始位置是金屬液沒過內澆口位置。
⑵氣泡。在鑄件表面下,由于氣體膨脹而產生的泡,有時會破裂,可能是完全貫通的也可能是不完全貫通的。氣泡缺陷一般在鑄件上出現時會呈氣泡(如圖2 所示)或崩裂的氣泡狀。

圖2 氣泡
產生原因:合金澆注溫度過高;型腔內氣體過多,排氣不當;壓射參數不當,導致鋁液卷氣;型腔圍堵過高。
防止方法:調整鋁液溫度在合理范圍內;優化模具排氣系統;適配合理的壓鑄參數;調整模具冷卻系統。
⑶縮孔。當壓鑄件經歷冷卻時,因為缺乏必要的填料,導致其外觀呈現出各種不同的形態,其表面也變得更加粗糙,如圖3 所示。
圖3 縮孔
產生原因:合金澆注溫度過高;鑄件結構有局部厚大部位,形成熱節;鑄造壓力過低;由于內澆口較薄,容易過早凝固,這會影響壓力的傳遞和補縮;料餅過薄,起不到補縮作用;模具局部溫度過高。
防止方法:保證填充的情況下采用低的澆注溫度;改進結構,盡量保證壁厚均勻,消除熱節;適當增加鑄造壓力;適當增加內澆口厚度;適當增加料餅厚度;增加局部冷卻。
⑷裂紋。鑄件出模時,發生嚴重拉傷而開裂;留模時間太短,不能形成一定高溫強度;裂紋兩側溫度差過大。
防止方法:避免壁厚不均,加設工藝筋;增大鑄造圓角;調整抽芯及頂出裝置;提高模具溫度;縮短開模及抽芯時間;嚴格控制有害雜質,調整合金成分;重新選擇合金;避免倒拔模現象或不平整,避免拉傷;適當延長留模時間;調整模具溫度,避免相鄰位置溫度差異過大。
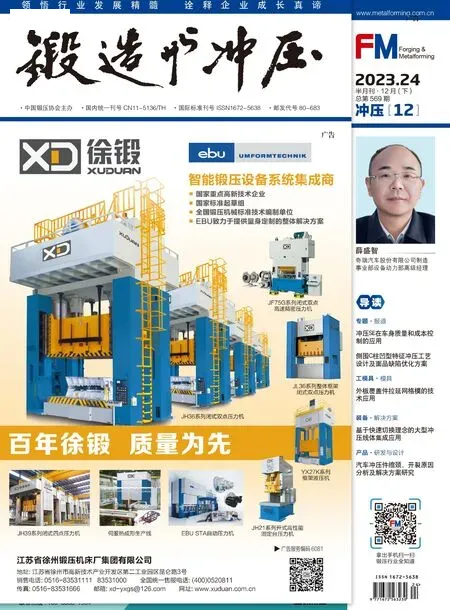
⑸凹陷。在鑄件表面形成的凹陷,這些凹陷處處于自然冷卻的狀態。檢測產品相應部位或用手感覺,存在較大壁厚差,如圖4 所示。

圖4 凹陷
產生原因:鑄件有局部厚大結構,產生熱節;模具局部溫度太高;內澆口截面積太小,補縮能力差;比壓低;合金實際收縮率大;由于憋氣導致氣體無法排出,被壓縮在型腔與金屬液之間。
防止方法:增設工藝孔等消除熱節;增加局部冷卻,優先冷卻厚大部位;通過合理調整澆注系統,適當增加內部澆口的厚度;增大比壓;適當降低澆注溫度、模具溫度;改善模具排氣效果。
⑹流痕。在鑄造過程中首先進入型腔的金屬液形成一個極薄而又不完全的金屬層后,被后來的金屬液所填充而留下的痕跡。鑄件表面上呈現與金屬液流動方向相一致,用手觸摸有局部下陷感覺,此缺陷無發展方向,并且可以通過拋光來修復,如圖5 所示。

圖5 流痕
產生原因:模具溫度低;內澆口截面積太小、澆口位置不合理;壓射比壓太低;填充速度太快;脫模劑用量過多;快壓起始點不合理。
防止方法:提高模具溫度;調整內澆口截面積及澆口位置;提高壓射比壓;盡可能降低壓射速度;合理使用脫模劑;調整快壓起始點。
⑺冷隔。當金屬材料處于高溫時,它們之間的連接處就會產生裂紋,這些裂紋通常呈不規則的曲線,既包括穿過的裂紋,也包括沒有裂開的裂紋。當受到外界的影響時,這些裂紋就會向前擴散。如圖6 所示,冷卻后的壓鑄件上常常會出現裂紋,并且還帶有流紋、表面氣泡。

圖6 冷隔
產生原因:溫度低導致金屬液流動性差;金屬液分股填充,熔合不良;充填速度太低;排氣不暢;溢流槽位置與金屬液匯集點不吻合;比壓偏低。
防止方法:提高澆注、模具溫度;盡量避免多股金屬液填充型腔;提高壓射速度;清理排氣通道;在合理位置增設溢流、排氣系統;適當提高比壓。
⑻拉傷、粘模。拉傷是一種常見的鑄造缺陷,它通常發生在模具制造過程中,由于金屬粘附導致模具傾斜角度過小,從而在鑄件表面形成拉傷(圖7)或裂紋。粘模(圖8)是金屬液與模具產生粘合,粘附導致拉傷,以致鑄件表面缺料。

圖7 拉傷

圖8 粘模
產生原因:由于型芯和型壁的出模斜度過小或出現倒斜度導致;型芯、型壁表面粗糙或有壓傷痕跡;合金粘附模具;鑄件頂出偏斜或型芯軸線偏斜;脫模劑長期噴涂不到;鋁合金含鐵量低于0.6%。
防止方法:修正模具斜度,保證出模斜度;修模消除壓痕、拋光表面;在設計澆灌體系時,應盡量避免金屬流直接沖擊型芯和型壁,并且應該合理調節填料、澆灌和模具的溫度;檢查頂出機構、更換型芯;脫模劑噴涂要薄而均勻、不能漏噴;適當調整鋁合金中的鐵含量到0.6%~0.8%。
⑼欠鑄。通常表示金屬液沒有被充分地注入模具內,導致零件表面缺陷。這種缺陷常常發生在模具的尾部和較小的內腔中,如圖9 所示。

圖9 欠鑄
產生原因:由于金屬液中含空氣量較大,導致了氧化程度加劇,流動性降低;澆注溫度或模具溫度過低;填充速度過低;增壓壓力不足;金屬液用量不足;澆口位置,導流方式,內澆口股數選擇不當;內澆口截面積太小;深腔處排氣不暢;型腔內氣體壓力過高;涂料用量過多。
防止方法:采用正確的熔煉、保溫工藝,嚴格排氣、除渣;提高澆注溫度或模具溫度;提高壓射速度;提高鑄造壓力;調整金屬液澆入量;要合理選擇澆口位置和導流方式,針對于大型鑄件需要采用多股內澆口有利填充;增大內澆口截面積;深腔處采用鑲件加強排氣;減小型腔內氣體壓力;合理、適量使用涂料。
⑽飛邊。鑄件上對應模具活動部位邊緣出現的金屬薄片(圖10)。

圖10 飛邊
產生原因:壓射前機器的鎖模力調整不佳;封鎖元件失效;模具鑲塊或滑塊磨損;分型面上雜物沒清理干凈;模具強度不夠造成變形 。
防止方法:檢查合模力和增壓情況,調低壓射力或速度以降低沖擊;確保封鎖效果;檢查磨損情況并修復;認真清理分型面上的雜物;修整模具。
⑾錯模。鑄件的某些部分與另一部分在分型面上形成明顯差異,發生相對位移(圖11)。

圖11 錯模
產生原因:模具鑲塊發生位移;模具導向或定位元件磨損;模具表面清潔度差導致模具無法合模到位,整體擠偏。
防止方法:調整鑲塊位置,并加以緊固;及時更換定位或導向元件;定期檢查清理模具表面殘留異物。
⑿斑點。鑄件表面上的斑點與基體金屬有明顯的差異,通常是由涂料碳化物或沖頭油所構成(圖12)。
圖12 斑點
產生原因:脫模劑中石墨含量過多;脫模劑用量過多,局部堆積;熱模時刷油過多,造成殘留;沖頭油用量過多,帶到型腔造成斑點。
防止方法:更換優質的脫模劑;嚴格控制噴涂量,并噴涂均勻;控制熱模油使用量;沖頭潤滑良好的情況下減少沖頭油使用量。
⒀尺寸超差。鑄件尺寸與圖紙不符。
產生原因:模具設計時收縮未設置準確;模具鑲件使用錯誤;留模時間過長或過短導致模具開模時鑄件發生變形。
防止方法:設置合理的收縮率;更換鑲件、型芯時使用正確的鑲件、型芯,并設置防錯裝置;合理控制留模時間。
解決壓鑄缺陷的思路
由于各種缺陷的形成源于多種不同的因素,因此,在實際的生產過程中,應該根據問題的復雜程度,從簡單到復雜逐步處理,具體的步驟如下:⑴重新分析設計分型面、型腔和頂桿,優化噴涂技術,提高鎖模力,并大幅提升澆鑄金屬的數量。⑵重新設定生產流程,包括控制壓縮比、擠出速率、成形過程、成形時長、灌漿和模具的溫度。⑶采用優質的鋁硅合金作為原料,調整新原料和回爐原料的比例,并對熔煉工藝進行改進。⑷重新設計模具,調整澆注系統,擴大內部澆口,增加溢流槽和排氣槽。
結束語
當下新能源汽車全球化市場競爭非常激烈,想要進一步搶占市場,就要制造技術領先,制造成本低廉,逐漸布局一體化壓鑄。一體化壓鑄過程工藝控制決定產品質量,控制一體化壓鑄質量才能更好的促進一體化壓鑄工藝的提升。