虛擬匹配在汽車尺寸匹配的應用研究
2022-07-05 09:48:30胡霞曾翠麗
時代汽車 2022年13期
胡霞 曾翠麗
上汽通用五菱汽車股份有限公司 廣西柳州市 545007
1 引言
隨著中國經濟連續多年的快速增長,汽車消費已經走進了千家萬戶,汽車的普及熱潮之后,隨之而來的是對車輛要求的提高,首當其沖的就是對汽車外觀顏值要求的提高,車輛是否美觀,除了跟造型設計密切相關外,跟我們的做工是否精致有很大關系,尺寸匹配除了對外觀的影響,同時對風噪聲、密封性、行駛平穩性等整車性能也有很大的影響。整車制造尺寸穩定性也是一個整車廠制造水平的體現,尤其是白車身制造是否穩定,對后續總裝有很大影響。
本文研究一種虛擬匹配技術,模擬傳統尺寸匹配工作中的零件檢具測量,夾具拼裝焊接,總裝裝配等實際過程,以分析解決單件、總成、整車尺寸匹配問題。減少繁雜的實物驗證階段,縮短尺寸匹配活動周期,降低制造成本。
2 虛擬匹配介紹
虛擬匹配是使用零件3D 掃描數據和先進測量分析軟件來對制造完成的零件和總成進行尺寸分析的技術。這種技術提供多種分析方法用來識別零件形狀、尺寸、位置度或者變形等尺寸失效模式。通過系統的運用這些分析分析,尺寸問題的根本原因可以被識別、量化。
與傳統尺寸匹配過程相比,虛擬匹配技術優勢如下:(1)虛擬匹配不需要等待生產線到位即可以開展,不需要實際造車即可以向供應商輸出整改建議,有效減少等待時間,節省實際匹配造車次數。(2)虛擬匹配只需一次投入掃描設備和柔性測量支架,即可以在所有項目開展虛擬匹配活動,有效節省傳統尺寸匹配活動中每個項目的巨額檢具開發費用。(3)掃描設備獲取的實物數字化模型,與傳統檢具,CMM 測量的離散數據相比,能展現零件的全型面尺寸狀態,數據可追溯性好,當發現不在測量計劃中的問題點,只需查看先前的數字化模型,不用對零件重復測量來獲取數據。
3 虛擬匹配流程
虛擬匹配一般流程如圖1 所示。

圖1 虛擬匹配一般流程
3.1 實物數字化模型的獲取
實物數字化模型獲取,又稱產品表面數字化,是指通過特定的測量設備和測量方法,將物體的表面形狀轉換成離散的三維坐標數據,在此基礎上,就可以進行復雜曲面的建模、評價、改進和制造等。
非接觸光學測量設備具有測量速度快,收集的數據密度大,可以對易變形零件進行非接觸測量等優勢,廣泛的運用在車身零件的逆向建模中。設備自帶軟件即可以實現將掃描獲取的點云數據,構建成連續的三角化模型面片(stl 文件格式)輸出,完成實物的數字化模型,如圖2 所示。

圖2 掃描設備及輸出的數字化模型
需要注意的是實物零件進行數字化模型獲取時,需要柔性測量支架進行支撐,避免零件由于重力等外力作用下變形,造成的測量數據失真。
3.2 虛擬匹配分析方法
虛擬匹配分析方法是將傳統實物尺寸匹配活動通過軟件操作實現虛擬的方法,包括零件在單件檢具上的測量分析,實車裝配測量分析,以及在TAC 檢具上的測量分析等。在軟件中將實物數字化模型(掃描數據)和零件的3D 設計模型在不同對齊情況下對比分析,可以實現模擬傳統的尺寸匹配方法。本文將這些對齊分析歸納為以下幾種虛擬匹配方法:
a)針對單個零件的虛擬匹配方法:
1)GD&T 圖紙基準對齊方法:最基礎的對齊方法,使用零件GD&T 圖紙的基準作為基準對齊掃描數據和3D 設計模型,這種對齊方法完全模擬了零件在檢具上的檢測方式,更有優勢的是一般檢具會遮擋零件背面,存在測量盲區,而這種方法可以實現零件的全尺寸測量。
2)型面最佳擬合對齊方法:使用掃描數據的匹配需求型面和3D 數據的型面來做型面最佳擬合,在型面最佳擬合時測量零件的定位特征的偏差值。通過這種方式可以為模具、工裝基準特征調整提供理論指導,將基準特征調整量化,減少反復修模的工作量。一般應用在前、后大燈等有外觀型面配合的零件上。
b)針對裝配的虛擬匹配方法:
1)模擬TAC 檢具對齊方法:TAC 檢具是模擬實車制造的理論車身,可以實現內外飾零件在理論車身狀態下的外觀匹配狀態確認。模擬TAC 對齊方法,將需確認零件的掃描數據各自按照GD&T 圖紙對齊方法對齊,即虛擬安裝在理論狀態后,放在同一個坐標系下,這個過程完成了對實際TAC 裝配過程的虛擬再現,進而可以虛擬評估待確認零件間的Gap 和Flush 狀態。
2)外觀匹配最佳狀態對齊方法:在模擬TAC 檢具對齊后,Gap 和Flush 在公差范圍之內,且不存在干涉,則匹配符合DTS 標準。若Flush 和Gap 超差或零件間存在干涉,需要定量的整改零件。通過對零件間外觀匹配接口的重要度進行排序,然后按照這個順序在軟件中手工移動對齊,調整各個接口來模擬出最佳匹配狀態,結果展示了使用當前零件能匹配出的最好狀態,提供了怎么提升調整單個零件來達到這個效果的信息(包含基準調整和型面調整等信息)。同時可以對配合內部不可見的區域干涉進行定性定量分析。[3]傳統的匹配方法對于類似情況僅能依靠尺寸工程師的經驗,給出大致整改方向,劣勢明顯。
3)裝配功能對齊方法:這個方法通常用來找到和量化裝配中的干涉情況。由于零件尺寸的偏差,常常存在局部干涉導致的安裝不到位情況,傳統的尺寸匹配方法對于干涉情況并不能量化。裝配功能對齊方法利用零件的安裝點對齊,實現了零件的虛擬裝配到位,進而利用軟件功能,精確查找到裝配零件間的干涉點和干涉量,給干涉裝配不到位的問題提供準確的整改信息。
c)針對工藝過程尺寸變化的虛擬匹配方法:
1)過程變形分析對齊方法: 制造過程中可能會引起零件尺寸狀態的變化,比如發動機罩烘烤后變形,通過對過程前后掃描數據的最佳擬合,可以初步評估過程中變形的區域和變形量。與前幾種方法不同,這里使用的是掃描數據之間的對齊,而不是掃描數據和理論數據的對齊。
2)安裝變形分析對齊方法:掃描零件安裝前自由狀態正反兩面的狀態,與他匹配的零件同樣測量,最后兩個零件裝配在一起的總成也一起掃描。將總成掃描數據作為對比目標,使用第一次自由狀態掃描的零件數據用自身型面與總成對齊,這時可以分析零件自由狀態和安裝后的不同來測量安裝變形的效果,變形的區域可以通過截面來分析零件間的干涉情況。用于翼子板三角板等有膠條、泡棉類似過盈設計的位置安裝變形分析,如圖3 所示。

圖3 安裝變形分析對齊方法
4 虛擬匹配應用案例
這里以某車型底盤擋孔問題(如圖4所示)的分析為實例,具體介紹虛擬匹配方法在尺寸問題解決中的綜合應用。

圖4 某車型后懸掛安裝擋孔示意圖
底盤零件相比內外飾零件難拆裝,裝配過程復雜,裝配完成的問題整車很難拆解后再現生產線的裝配過程。在傳統尺寸問題分析中需要組織多次試裝才能逐步逼近問題癥結,而使用虛擬匹配分析方法,可以一步到位識別問題的根本原因,節省時間和人力。
4.1 獲取掃描數據
使用Metra Scan 掃描儀對待分析問題相關零件進行掃描。在裝配前對車身的后車架區域和待裝配的后懸掛進行全尺寸掃描,裝配完成后對整車的后懸掛和其安裝區域全尺寸掃描,如圖5 所示。

圖5 車架、后懸掛、整車掃描數據
4.2 虛擬匹配分析
(1)使用GD&T 圖紙基準對齊方法,對車身的后車架區域和后懸掛進行對齊測量,測出單個零件的安裝螺母和過孔各自的偏差量。
如圖6 所示的測量結果顯示后車架上安裝螺母Y 向偏差1.25mm,如圖7 所示后懸掛過孔Y 向偏差-2.0mm,偏差方向相反,偏差量累加超過孔銷配合設計間隙2.5mm,可能造成Y 向擋孔。而在X 方向兩個零件均符合公差要求,無擋孔風險。
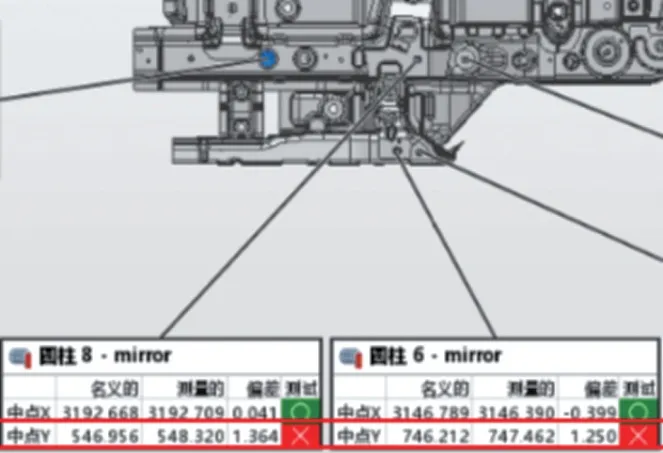
圖6 后車架安裝螺母測量結果

圖7 后懸掛過孔測量結果
(2)使用模擬TAC 檢具對齊方法對齊,模擬后車架和后懸掛在各自理論基準定位情況下,安裝螺母和過孔擋孔情況。
由圖8 可知在不考慮其他過程因素的情況下,安裝螺母和過孔僅在Y 向有擋孔風險,該風險是由單個零件偏差導致,在X 向無擋孔風險。

圖8 模擬TAC檢具裝配對齊測量
(3)使用安裝變形對齊方法,將裝配完成后的整車后懸掛區域掃描數據同裝配前的后懸掛數據做對比,可以得出后懸掛在裝配前后是否發生變形。

圖9 安裝變形對齊方法對齊測量
裝配前數據(上圖黃色)和裝配后數據(上圖藍色)在X 方向發生了-3mm 偏移,因此裝配過程造成的后懸掛支架偏移造成了X 方向擋孔。
由以上虛擬匹配分析方法可得擋孔的根本原因及整改措施:(1)后懸掛過孔和后車架安裝螺母零件Y 向偏差造成Y 向擋孔,安裝螺母Y 向調整-1.25mm,安裝孔Y 向調整+2mm。(2)后懸掛支架裝配過程X 向偏移-3mm,調整后懸掛在AGV 小車上的定位工裝+3mm。該方法一步到位識別出問題的根本原因,并定量的給出零件、工藝工裝的整改建議。
5 結語
本文研究了虛擬匹配技術在汽車零件測量領域的應用。介紹了多種虛擬匹配的分析方法,并從車身虛擬匹配技術的實例應用出發, 簡述了虛擬匹配技術在車身尺寸提升方面的優勢以及虛擬匹配技術應用的方式方法。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
