汽車焊接作業中二保焊焊接工藝的應用探究
2022-07-05 09:48:28李鵬達
時代汽車 2022年13期
李鵬達
河南省能源工業技師學院 河南省義馬市 472300
引言:二保焊焊接工藝是一種以二氧化碳為保護氣體的焊接方法,并且應用方面的操作比較簡單,適合全自動焊和全方位焊接,將二保焊焊接工藝技術應用在汽車生產中,能夠穩定焊接的過程,并降低傳統焊接飛濺的程度,其良好的焊接工藝技術,是當前最為重要的焊接方法之一。
1 二保焊焊接的工藝原理
在汽車焊接中,二保焊焊接工藝主要采用的是焊絲,而非焊條,借助絲輪、軟管等方式將焊絲送到焊槍位置。而對應的導電系統經過電阻導電的方式后,可以在二氧化碳的保護環境中與母材產生電弧效應,當產生電弧效應后會釋放大量的熱氣,利用這種原理就可以實施汽車焊接作業。在二保焊焊接工藝中,通過焊槍的噴嘴,將噴射范圍固定在焊絲的周圍,因此電弧的周圍會受到二氧化碳的有效保護,并形成隔絕的空氣保護層,避免溶滴和溶池不會受到空氣的影響,有助于更好地確保對汽車焊縫的質量保證。
2 二保焊焊接工藝的優勢
2.1 具有良好的焊接質量
在二保焊焊接工藝技術中,因為具有非常良好的明弧焊接優點,所以在汽車焊接中能夠做到全方位半自動以及自動焊接的特點。這也使得二保焊焊接工藝具有非常良好的穩定性特點,不會因為受到人為因素的干擾而造成焊接質量的問題,隨著電弧可長時間的燃燒,使得焊接后的金屬組織具有非常高的嚴密性以及較高的質量。
2.2 具有良好的工作效率
相比于傳統的焊接技術,二保焊焊接工藝能夠實現更大的焊接電流,這是因為電弧效應能夠實現將熱量集中的作用,從而對焊絲實現快速熔化。當焊絲的熔化系數達到更高的情況下,二保焊焊接工藝技術在實際焊接中所使用的時間通常也只有傳統焊條電弧所用時間的一半,使汽車焊接作業的工作效率變得更高。
2.3 具有能源利用率高的優勢
在二保焊焊接工藝技術中,由于電弧密度相對而言比較高,因此在汽車焊接作業中,能夠將能量集中地與焊接材料的熔化和母材金屬實現有效融合,這也使得汽車焊接中使用二保焊焊接工藝所浪費的能量比較少,并在一定程度上可以有效降低企業的生產成本。
3 二氧化碳保護焊接工藝參數
3.1 電弧電壓
電弧電壓通常也被稱為給定電壓,而電弧電壓往往決定著電弧的長度,通過較高的電壓而引起大滴過渡與焊接的不穩定,從而會出現頂絲問題。在汽車焊接作業中,使用二氧化碳保護焊接時,對電弧電壓的最小值需要設定在10V 以內,而最大電壓設置在48V,通過焊機自動調節電壓,那么在短路過渡的電弧電壓和焊接電流中國,需要根據實際情況對其進行匹配如表1 所示。
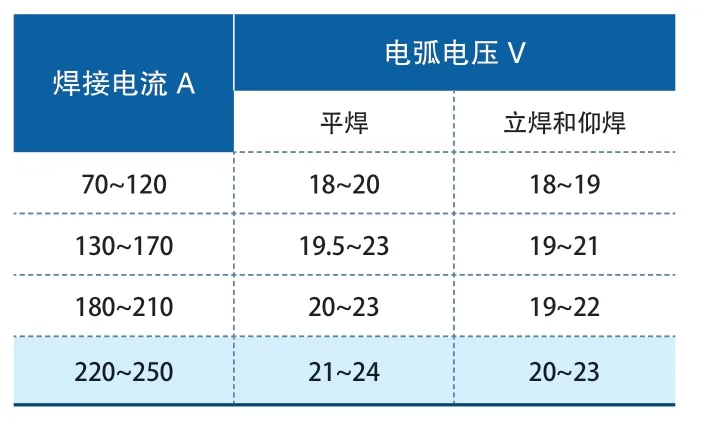
表1 電弧電壓與焊接電流對照表
3.2 焊接電流
焊接電流是焊接作業中最為重要的參數,因此在二氧化碳保護焊接電流的過程中,焊接電流的大小往往決定著溶滴在焊接中的過渡形式,這對電弧穩定性有著很大的影響。而焊接電流對熔深以及生產率有著決定性的影響,當電流增大時,溶深的寬度會有所增大,而溶體的速度增大,那么生產率會有所提高,但隨著電流變大,最終會增加飛濺,導致容易出現燃燒以及氣孔缺陷等問題。當電流較小時,電弧在不穩定的情況下,會出現無法焊接的情況,對應的焊縫形成也會變得較為不良,當焊接電流在15~520A之間時,會產生不同的電極直徑焊接電流范圍,如表2所示。
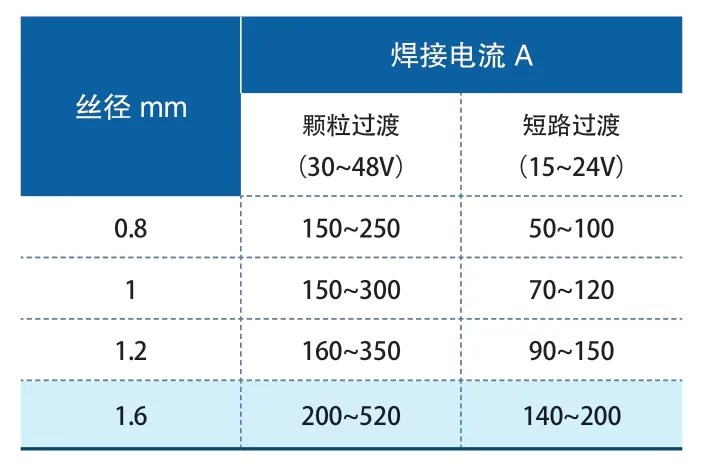
表2 不同焊絲接電流的選用范圍
3.3 電弧力
電弧力相當于電流的輸出電感,通常情況下,電弧力越大,那么對應的電感就越小,同時電流的變化也會越快,使得電弧會變得比較硬。而當電弧變小時,電感就會越大,電流的變化比較緩慢,因此感弧較軟,當頂部太大則會導致出現飛濺的情況發生,并造成頂絲。在焊接電路中,的電感必須按照焊絲的直徑以及焊接電流、電壓進行選擇,對電感的速度進行適當的調節,可以使飛濺減小,也能有效調整頻率,最終通過調整電弧的時間,控制電弧的發熱情況,而對應的焊接電路中電感的選擇如表3 所示。
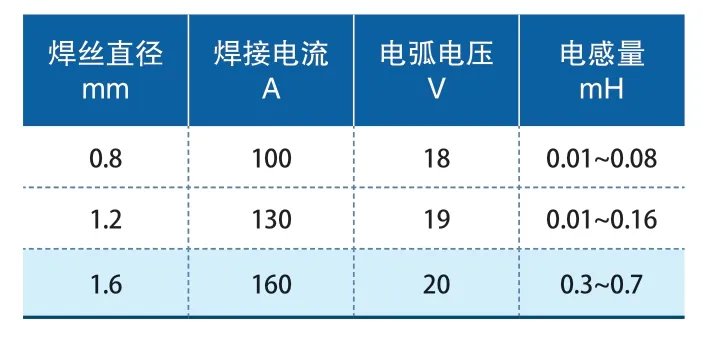
表3 焊接回路的電感選擇
4 汽車焊接作業中二氧化碳氣體保護焊接施工工藝技術分析
4.1 二保焊焊接工藝流程
在二保焊焊接工藝流程中,對于需要焊接的汽車零部件放平后,并用專業的夾具將汽車零部件加緊,隨后對汽車零部件進行點焊操作。點焊操作形成后進行零部件的核驗,確保汽車零部件滿足對應的圖紙要求后給予焊接處理,在焊接中,盡可能的采取平焊作業,如果焊接需要進行立焊操作,那么則需要確保焊接方向實現自上而下的進行。對于產品工件的厚度以及焊接位置進行電流選取,有利于根據焊道進行最小尺寸的分析,從而避免發生裂紋問題。
4.2 打底層連弧焊接
在汽車焊接作業中,根據實際情況選擇引弧熄弧的方法,而這種方法通常在焊接中主要有兩種方式,分別是二步方式和四步方式。在二步方式中,需要將引弧熄弧選在開關S2 調到OFF 狀態下,從而將伸出的焊絲端頭放在對應的引弧位置,并按下焊槍開關后進行焊接。
4.3 焊接運弧方式
在整個焊接過程中,對應的焊接順序是先腹板,隨后進行左翼板內側處理后,再進行左翼板的外側處理。針對接弧焊的處理,需要根據焊接電弧的鋸齒以及月牙形進行有效擺動,才能實現對下破口溫度的影響,避免因為溫度過低而出現的溝槽缺陷,也會避免后續發生融合以及夾渣等問題的發生。
4.4 熄弧和接頭處理
在二保焊焊接工藝的環節中,如果發生熄弧的問題時,應該及時做好電弧方向的有效管理,并將電弧放置在坡口位置后,才能做到對電弧的熄滅。而在焊接中,如果焊接到了接頭的位置,還需要將電弧進行外壓操作,并將電弧壓到坡口底部的區域,從而確保對電弧接頭的有效處理。
4.5 蓋面層的焊接
在二保焊焊接工藝中進行連弧焊施工時進行蓋面層的焊接,因此必須清理蓋面層的表面情況,才能有效避免部分填充雜物對焊接造成的影響。但由于蓋面層和填充層的作業比較相似,所以可以使用相同的運弧方法,當電弧擺放至坡口周邊后進行停頓作業,需要對焊縫坡口周邊的融合狀況進行考慮,避免由于焊縫的余溫過高而引起危害,使得通信降低出現咬邊以及未融合等質量缺陷的發生。
5 汽車焊接作業中二保焊焊接工藝常見的焊接缺陷及應對措施
5.1 燒穿缺陷及應對措施
在汽車焊接二保焊焊接工藝技術中,燒穿缺陷通常是指焊接過程中較大的電流或者電壓導致局部溫度過高,因此隨著焊接速度變慢,使得焊接熱的積累和焊縫的根部之間存在著較大的間隙,最終焊接不能容易的填充焊縫。針對二保焊焊接工藝中的燒穿缺陷問題,需要在施工中嚴格控制焊縫的間隙,并根據焊接構件的實際厚度,選擇對應的焊接電流和電壓,從而有利于避免出現焊接燒穿問題。
5.2 焊瘤缺陷及應對措施
在汽車焊接中出現焊瘤缺陷的主要原因是焊接的參數選擇不夠正確,同時焊接的工藝也不夠熟練,從而造成了焊接件的放置不當。一旦在汽車焊接中出現焊瘤,只有通過手動或者機械等方式,才能去除焊瘤。為了避免在汽車焊接作業中二保焊焊接工藝出現焊瘤缺陷,通常選擇正確的焊接工藝,并使用較小的電流,在應用工藝焊盤時,正確的防止焊接件,并將焊絲焊接到焊縫上,能夠避免出現焊瘤的情況發生。
5.3 咬邊缺陷及應對措施
當汽車焊接作業結束后,如果焊接的縫隙和焊件本身不能做到有效熔合,那么就會出現一個深度超過0.5mm 的溝槽,從而導致焊接無法達到標準的驗收要求,這就是焊接咬邊缺陷。而造成這種焊接問題的主要原因是在焊接過程中,焊絲的運送速度比較快,使得焊接的速度也變得非常快,隨著電弧的長度加長,那么在進行角焊時,相關工作人員如果沒有將焊絲和焊件的焊接部位準確的進行定點,那么焊接人員由于操作不當造成焊件焊接的兩邊缺乏較好的填補。因此針對咬邊缺陷,在二保焊焊接工藝中,可以通過增加電弧長度的方式,減緩焊絲的運送速度,實現降低焊接速度而造成咬邊缺陷。操作人員在焊接時,還應該注意工作時的技術問題,確保焊接時的焊縫與周邊的熔合角度,否則對汽車零部件的焊接,依舊會出現咬邊問題。
5.4 氣孔缺陷及應對措施
在焊接時,將二保焊焊接工藝技術應用在汽車焊接中,如果焊接熔化焊件結構會充入氣體并形成氣泡的情況下,那么這些氣泡會在焊接結束后,依舊會殘留在焊件上。隨著溫度的降低并發生凝固,這種氣孔缺陷是焊接中比較常見的一種缺陷問題,針對氣孔缺陷,通常在二氧化碳氣體保護焊的焊接中,由于焊件的潔凈度沒有達到標準要求,那么就會造成殘留物存在焊件的表面,使焊件中殘渣有熔化物而更加容易產生氣孔。針對焊接中的氣孔缺陷,可以在焊接前對焊件進行清潔,將多余的雜質清除掉,以此確保焊接的焊道口有著足夠的完整度和清潔度,而在焊接中,避免焊接的熔融物濺到噴嘴處,否則這些熔融物會附著在噴嘴處,若要清理這些熔融物,使用高純度的二氧化碳氣體并控制其水分,能夠有效清除這些熔融物。
5.5 弧坑缺陷及應對措施
在二保焊焊接工藝中出現弧坑缺陷是指焊縫表面出現凹坑或者坑,而焊接快速完成時,由于焊槍被過早或者過快的抬起,導致焊縫的失效而造成焊縫產生凹坑。當二保焊焊接工藝中出現弧坑后,弧坑區域還會存在一定的裂縫和收縮孔,為了避免在汽車焊接作業中出現弧坑缺陷,在收弧時,則應注意收弧的時機,等待填滿弧坑后再熄滅電弧,能夠有效防止電弧坑的產出。通常情況下,對于電弧的電流必須控制在150A,而電壓則應該控制在19~21V 之間,并在焊接時,依舊保持大約10~20mm 的范圍,才能使電流和電壓被調整到焊接的電弧范圍內。
5.6 裂紋缺陷及應對措施
在二保焊焊接工藝中如果因為操作不當或者焊接工具的問題,很容易出現焊接接口長短不一致的情況發生,從而出現裂紋缺陷。導致裂紋現象一般是相關焊接人員沒有注意開槽的角度或者焊件合金的含量過高造成的,但也有部分焊接人員意識性不強,選擇焊絲不當,使得焊接的面積比較大,焊接量增多,最終焊接口沒有實現有效融合而出現裂紋。針對焊接裂紋缺陷,焊接人員在實際操作中,對于開槽的角度應該選擇和電流大小相適應的開槽角,并選擇高質量的焊材,確保焊材的干燥度,合理安排焊接順序,控制好焊接時電流的大小以及焊接速度,都可以有效避免出現焊接裂紋缺陷的發生。
5.7 夾渣缺陷及應對措施
在汽車焊接作業中,如果采用二保焊焊接工藝時沒有注意到焊件和焊接工具的清潔度,導致雜物隨著焊接工作而進入到熔池。隨著焊接結束后,當溫度下降后,不僅會出現氣孔缺陷,還會使焊接的縫隙中形成一些多余的夾雜物,造成焊接出現夾渣缺陷,主要是因為操作人員對焊件層進行焊接時沒有清理到位,并在焊接時出現重復焊接的問題而產生雜質。與此同時,在焊接中,如果電弧的長度比較長,當焊接的角度沒有調整好雜質而向前堆積在一起,就會使電流變小,對應的焊接速度也會變慢。針對夾渣缺陷的處理,可以將焊件放在水平位置,在對焊件焊接口、上輪焊接口以及夾層進行清理工作時,能夠更加適當地增加電流的流量,實現更為合適的焊接速度,同時在焊接時也不能焊接過快,要盡可能地使用短弧進行焊接。
5.8 未熔合缺陷及應對措施
汽車焊接作業中使用二保焊焊接工藝出現未熔合的缺陷,其主要原因是焊接區表面生銹或者含有氧化膜,使得接頭設計不夠合理,熱輸入也不足。當焊縫中不熔化或者不熔透的情況下,出現非熔合以及非穿透,最終導致焊縫的截面被減小,最終容易出現裂紋。針對二保焊焊接工藝中出現未熔合的缺陷,其應對策略是對接頭設計進行檢查,發現如果是接頭設計不合理時,焊縫未熔接時可以增大坡口的角度,避免電弧直接加熱到底部。對于焊接區生銹或者有氧化膜之前,則應處理焊接區域或者溝槽,從而去除表面氧化層或者銹皮,因此嚴格按照焊接工藝的要求對接頭的熱量分布進行均衡處理,能夠防止傳熱不均勻的情況發生,并對多層焊接中的每個焊縫厚度進行有效控制。
6 結語
在汽車焊接作業中使用二保焊焊接工藝技術,具有效率高以及成本低的優點,因此二保焊焊接工藝技術被廣泛應用于汽車焊接作業中,雖然二保焊焊接工藝技術有著很多優點,但是在實際焊接中依舊存在一定的缺陷,因此在實際焊接中,針對二保焊焊接工藝的缺陷問題,要根據實際情況進行深入分析,才能制定出良好的應對策略,確保汽車生產質量符合對應的生產標準要求。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
制造業自動化(2017年2期)2017-03-20 14:26:13
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
決策探索(2014年21期)2014-11-25 12:29:50
