鍛造溫度對TC25 鈦合金鍛件組織及性能的影響
2022-01-24 03:22:00王冠群姚彥軍胡維賢陜西宏遠航空鍛造有限責任公司
鍛造與沖壓 2022年1期
關鍵詞:力學性能
TC25鈦合金是蘇聯于1971年研制的一種綜合性能優良的Ti-Al-Sn-Zr-Mo-W-Si 系α+β 型熱強鈦合金,它兼有BT9 鈦合金的高熱強性和BT8 鈦合金的熱穩定性,適合在500 ~550℃長時間工作;加工性能良好,是用于發動機的理想熱強鈦合金,被廣泛應用于制造航空發動機關鍵零件,如航空發動機壓氣機盤件。
航空發動機用機匣類鍛件多為關重件,其品質關系到發動機工作的安全性和可靠性。查閱了小型鍛造廠10 余批機匣鍛件的生產檔案記錄,發現鍛件所用原材料相變點在1007 ~1028℃范圍內變化,鍛造溫度均為相變點下35℃,且在鍛件生產過程中加熱溫度始終保持不變,所生產的鍛件存在組織性能匹配不良,甚至高溫強度不能滿足標準要求的現象,這影響到了發動機用鍛件的安全使用。H. J. Henning &P. D. Frost 研究了TC4 合金等軸α 相含量對性能的影響發現:組織中等軸α 相含量為零或太多時,均會抑制材料某些性能的發揮,例如屈服強度降低等。薛強等研究了α 相形態與含量對TA15 鈦合金力學性能的影響,結果表明:初生α 相含量增加,合金強度有所下降。當初生α 相含量高于40%后,含量再增加對合金塑性提升并無益處。因此,只有當α相含量處于合適的范圍時,才能得到較好的綜合力學性能。
地球上的各個生態圈都是相互聯系、互相依存的,一個地區發生變化,另一個地區就會受到相應的影響。極地的變化勢必會對全球氣候、生態環境等產生巨大的影響。了解清楚才能未雨綢繆,做好應對之策。中國科學家正在為此努力著。
影響等軸α 含量的因素主要有:材料化學成分不均勻性;爐內溫度的不均勻性;變形熱效應引起變形體內溫度場變化。當原材料和變形量確定時,α含量主要取決于鍛造加熱溫度。本文以某型號某機匣鍛件為研究對象,通過探究鍛造加熱溫度對TC25 鈦合金環件組織和力學性能的影響,為TC25 鈦合金鍛件獲得良好的組織和性能提供理論與實踐依據。
全面預算的編制和執行基本上是企業內部所有資源的重新分配。可以優化企業內部有限的資源配置,達到最佳的使用效果,確保企業戰略目標的實現。隨著管理方法的不斷創新,企業通過編制和實施業務預算、資金計劃、資本預算和財務預算,逐步從不同層面對各種業務活動進行全面監控,從而確保企業內部資源的規劃和協調。通過有效整合各種經濟資源,形成強大有序的合力,既避免了資源的浪費,又保證了資源的配置,保證了良好的經濟效益,提高了企業的競爭力。
試驗設計及過程
試驗材料
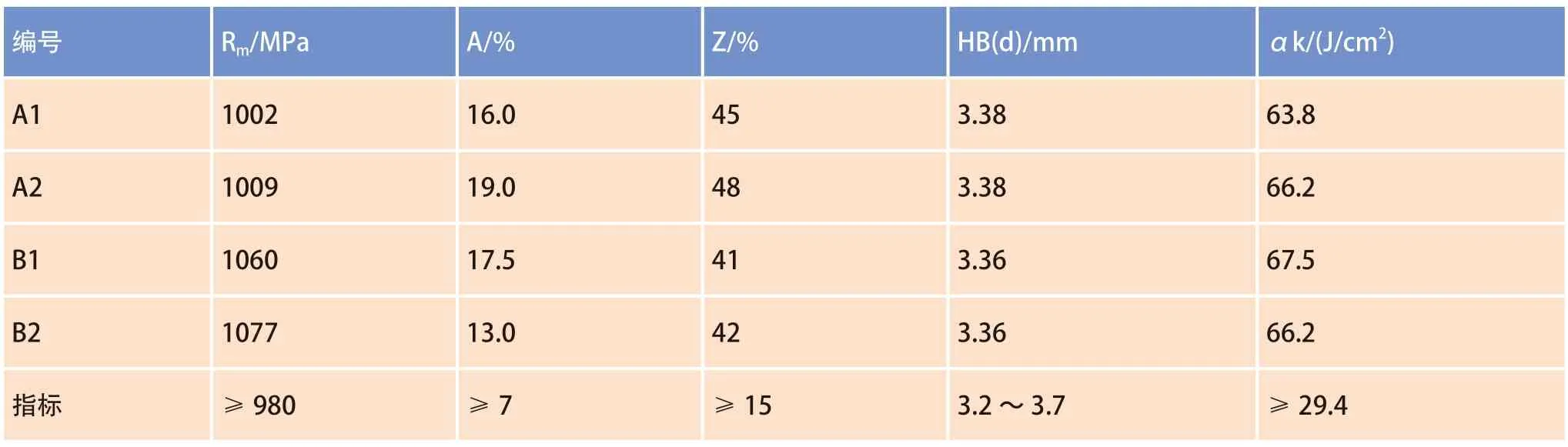
采用A、B 兩種鍛造加熱方案各生產1 件試驗件,分別記為鍛件A 和鍛件B,鍛件熱處理后檢測高倍組織及弦向力學性能。原材料在995℃下的高倍組織和鍛件高倍組織見圖4,鍛件室溫力學性能、高溫力學性能、熱穩定性能對比分別如表6、表7、表8 所示,此外兩試驗件在500℃、550℃下的高溫持久性能皆符合要求。


試驗工藝與熱處理制度
結合表6、表7、表8 可以看出,相較于鍛件A,鍛件B 的室溫抗拉強度和熱穩定拉伸強度分別提高了約65MPa和50MPa,增幅明顯,斷后伸長率略有降低,沖擊性能基本持平;與此同時,鍛件A 在 500℃加熱情況下抗拉強度為722MPa、719MPa,550℃時抗拉強度有一個試樣為682MPa,均不滿足標準要求,甚至低于原材料強度。相比于鍛件A,鍛件B 在 500℃加熱情況下抗拉強度提高了約40MPa,斷后伸長率略有提高;550℃時抗拉強度提高了約30MPa,斷后伸長率略有下降。在拉應力作用下,當外加應力大于位錯開動的臨界應力時,位錯便開始運動。在位錯運動的過程中,組織中等軸α 相、短條狀或細長條狀α相含量不同,α 界面阻礙位錯運動的能力不同。由于鍛件B 中的短條狀或細長條α 相含量大于鍛件A,即前者的α 界面多,位錯運動的阻力大,所以宏觀上表現為前者的強度高。
試驗方案
3.3 后期編輯 利用后期編輯軟件Camtasia Studio將各個分鏡頭組接起來,配上背景音樂,最后導出mp4格式的視頻。
本試驗思路為:鍛件生產前在原材料棒材上切取
200mm×20mm的低倍片進行空燒,將初始等軸α含量控制在25%~35%,此時的空燒溫度記為T
,本試驗測得T
為995℃,在此基礎上設計了A、B 兩種鍛造加熱方案(表5)。由表5 可知,兩種加熱方案的鐓粗工序加熱溫度均適當降低,這是由于棒料鐓粗時變形較為劇烈,適當降低溫度可預防坯料心部過熱、過燒現象。

試驗結果及分析
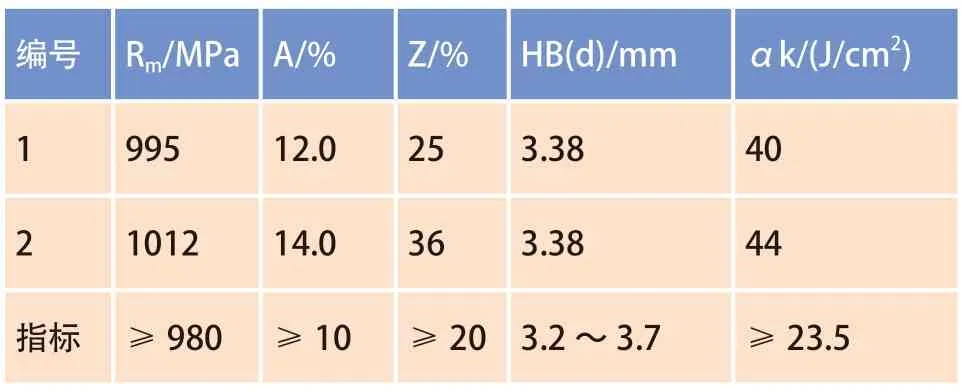
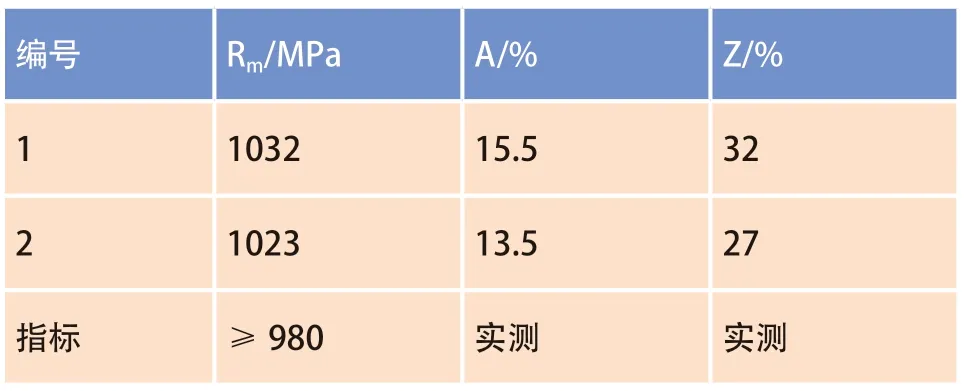
本研究所用原材料為西部鈦業有限責任公司生產的
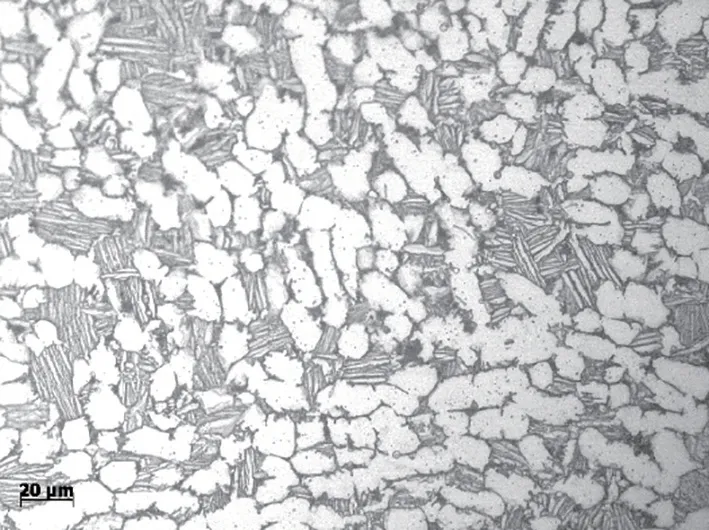
200mm 的TC25 鈦合金棒材,化學成分如表1所示,棒材高倍組織如圖1 所示,棒材性能見表2、表3 及表4,用金相法測得相變點為1009℃。由圖1可以看出,試驗所用原材料高倍組織為等軸組織,等軸α 相分布不均勻。由表2、表3、表4 可以看出,原材料性能均符合原材料標準要求,但富余量不大,因此,本試驗所用原材料為復驗合格料,但整體水平偏低。


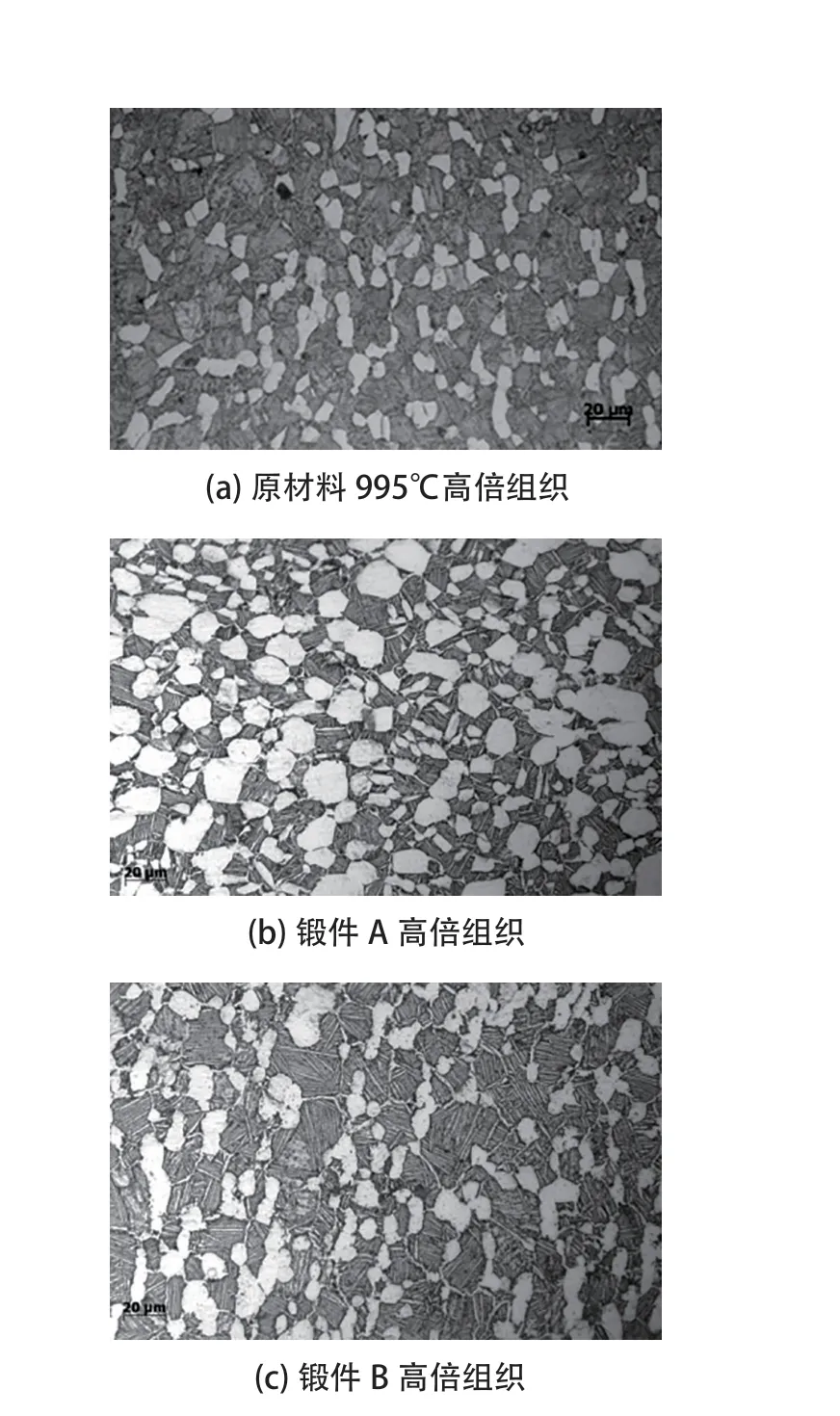
從圖4 中可以看出,鍛件A 和鍛件B 的顯微組織特征均為在β 轉變基體上分布著等軸α 相。鍛件A 的等軸α 相含量達到了55%,次生α 相所占比例較小,為典型的等軸組織,相較于原材料在995℃下的組織,等軸α 相含量明顯增多。這是由于在鐓粗及馬擴工序鍛造加熱溫度較低,鍛造過程中產生的部分等軸α 相顆粒未能溶解。鍛件B 的等軸α 相含量約為35%,并有少量的短條狀α 相,且次生α相所占比例較大,尺寸更長更細,分布更為均勻彌散,為典型的雙態組織,相較于原材料在995℃下的組織,等軸α 相含量基本持平,這是由于馬擴工序提高了鍛造溫度,鍛造過程中產生的部分等軸α 相顆粒逐漸溶解,使得合金中等軸α 相數量減少。同時,由于初生α 相的溶解,未轉變β 基體含量和飽和度增大,從而增大析出次生α 相的驅動力,使得次生α 相隨著加熱溫度的升高而增多并變得更加細小而彌散。
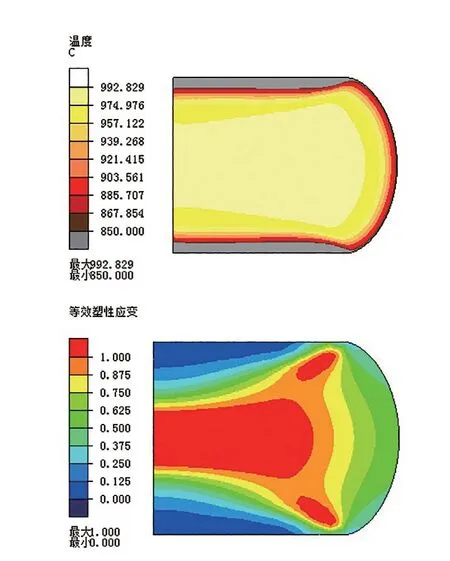
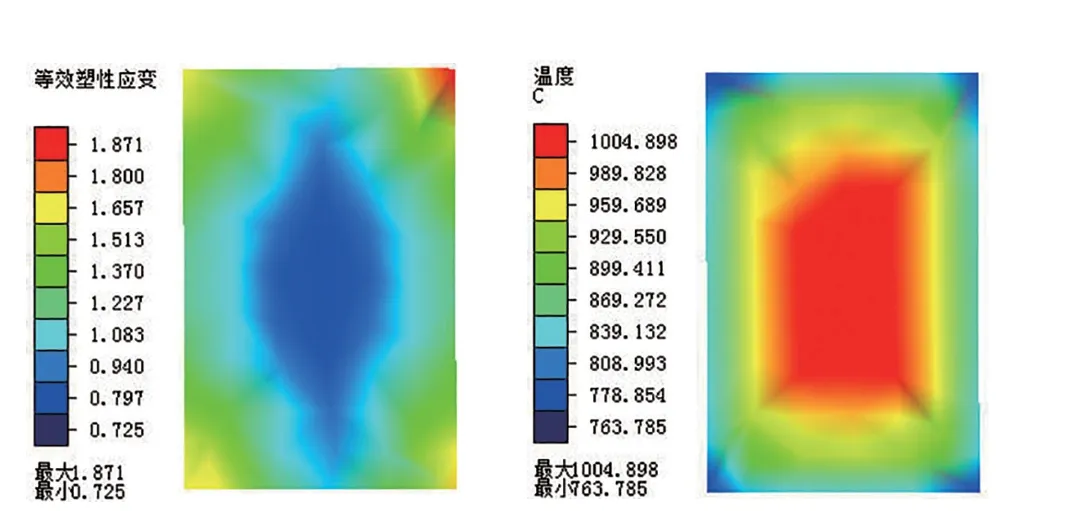
TC25 鈦合金環件的主要生產工序為:原材料復驗→下料→加熱→鍛造→熱處理→理化測試→入庫。鍛件各工序變形量設定的基本原則為:在鍛透的前提下盡量保證終鍛溫度,同時變形體內部不能出現劇烈溫升,為了確保試驗順利進行,對鐓餅和終擴工序進行了模擬,分別如圖2 和圖3 所示。根據鍛件驗收標準Q/S 12.2402 及相關資料,本試驗鍛件熱處理制度為:一次退火,(900 ~980℃)×(90 ~100min),空冷;二次退火,(500 ~540℃)×(300 ~360min),空冷。
試驗結論及操作要點
⑴等軸α 相含量隨著鍛造溫度的提高而減少。坯料在較低溫度下進行鐓粗、在較高溫度下進行馬擴和擴孔能有效控制鍛件等軸α 相含量并改善組織均勻性;在較低溫度下進行鐓粗和馬擴、在較高溫度下進行擴孔會造成等軸α 相偏多。
來諭極見善疑,然以他人言之,似不必,疑於吾輩,則又過疑矣。夫所謂飲酒茹葷與不能純一警惕者,是今之常也,斬關而責穿窬,兄亦誤矣。若吾輩則應期所謂濫醉猶可祀天地者也,而況于實未嘗飲乎?然所謂作官與此相似者,則深為有理,似亦不必質于蒙而后解疑也。草草奉答,辭涉于戲,請勿多疑。(《中峰集》卷六)
⑵等軸α 相含量對TC25 鈦合金鍛件的力學性能有較大影響,當等軸α 相含量約為35%時,可以得到優良的綜合力學性能。隨著等軸α 相含量的增加,室溫強度和高溫強度均顯著降低,而塑性無明顯變化;當等軸α 相含量達到約55%時,高溫強度不能滿足標準要求。
⑶鍛件生產前先對同爐號低倍片進行隨爐空燒,將等軸α 相含量控制在25%~35%,鐓餅工序加熱溫度在此空燒溫度基礎上適當降低,鍛造工序均按空燒溫度加熱。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
