風電增速箱鍛件制造技術及質量控制的研究
2022-01-24 03:22:00趙興明鄭永強趙麗美伊萊特能源裝備股份有限公司
鍛造與沖壓 2022年1期
關鍵詞:質量
隨著近幾年風力發電的快速發展,服務于風電行業的風電增速傳動技術也得以高速發展,尤其以大兆瓦風電增速傳動技術的研究及應用最為引人注目。風電增速箱主要功能是將風輪在風力作用下產生的動力傳遞給發電機,通過其內部齒輪傳動增速,增速比可達50 ~100 倍,使其轉速達到發電機的額定轉速,供發電機能正常發電。增速箱在風力發電機組中屬于核心且故障率較高的部件,對機組的可靠性及使用周期具有較大影響,因此有效控制增速箱內部鍛件的制造質量,保證增速箱機械傳動的可靠性對風力發電機組的使用壽命具有重要意義。本文以我公司生產的一種5MW 增速箱軌道行星輪為例,總結闡述風電增速箱鍛件的制造及質量控制的技術要點。
為了經濟有效地確保巷道穩定,建議各礦根據自己的巖體條件及地壓,對巷道穩定性實施分類。各礦山的Ⅲ~Ⅴ類巖體,可以參照如下描述分4類,即:巖性較好、地壓不大的巷道不支護;巖性稍差或可能因開采而出現微弱拉應力區,但最大拉應力不會超過巖體單軸抗拉強度的20%,且基本不太產生開裂的巷道,素噴5~8 cm混凝土支護;巖性較差或因開采地壓而只出現分布不密集裂紋的巷道,錨桿條網噴漿支護;會普遍產生較大的受拉區,且最大拉應力超過巖體單軸抗拉強度的20%,或密集分布的裂紋將巖體切割成小塊的巷道,應錨桿方網噴漿支護。
風電增速箱的特點
為了使風電增速箱結構緊湊,降低傳動比,增加功率分流能力,目前一般采用兩級行星齒輪傳動或行星與平行軸齒輪組合傳動。其特點是:
⑴安裝空間狹小,要求產品設計的體積小、重量輕;
以多學科融合、多技術集成、多目標服務為特色的土地質量地質調查,在服務支撐土地管理,乃至自然資源綜合管理上,具有獨特的優勢,地調人應毫不猶豫地投入到生態文明建設的主戰場,發揚地質“三光榮”精神,再做貢獻、再立新功。
⑵受無規律的變向變負荷及強陣風的沖擊;
⑶常年受嚴寒酷暑、極端溫差、濕度及鹽分大(海上風電)的影響;
⑷安裝的區域交通不便,拆裝運輸不便;
⑸一旦出現較大故障,維修非常困難。
風電增速箱鍛件的制造要求
⑴由于風電機組工作條件的苛刻和特殊性,主機廠往往要求其無大修使用壽命為20 年,對其運行可靠性要求極高。目前已投入運行的增速箱,故障率十分高,輪齒折斷、斷軸、軸承失效、漏油等屢屢發生,其20 年的運行壽命令人擔憂。為保證增速箱的運行可靠性,對增速箱鍛件制造提出了更嚴格的質量要求,從原材料的成分控制、復驗、加熱、鍛造、熱處理、機加工等每一個工序都進行嚴格控制。
3)鍛造的控制:鍛造必須有反復鐓拔過程,鍛件心部區域有足夠的塑性變形量,不得少于二次鐓拔過程。模鑄錠鍛造比不小于5,連鑄坯料鍛造比不小于6,最后一火鍛造比必須不小于1.5。嚴格按鍛造工藝執行,控制每次的變形量,每次變形應到位,嚴格控制終鍛溫度;中間因設備問題或其他原因可以回爐,視后續鍛比情況,應進行降溫鍛造。
⑵風電增速箱鍛件原材料可采用模鑄錠和連鑄圓坯,對產品的性能有著至關重要的影響,必須嚴格控制原材料的成分、均勻性和氣體含量。原材料到廠后應對連鑄圓坯和開坯后的模鑄錠進行化學成分、氣體含量及低倍檢測。
⑶采用模鑄錠鍛造時,要求開坯鍛比≥3。鍛造必須經過多次鐓粗和拔長,確保鍛件心部有足夠的塑性變形,鐓拔過程不得少于兩次。模鑄錠總鍛造比不小于5,連鑄坯料總鍛造比不小于6。為保證每次鍛造的充分性,分鍛比小于1.5 的不計入總鍛比。為確保徹底去除原材料心部缺陷,沖孔直徑不小于
200mm。
4)鍛件不允許使用合鍛工藝;沖孔直徑不小于
200mm,以便去除心部疏松或裂紋等缺陷。
一是繼續做好試驗示范及技術推廣工作,篩選出適宜我縣種植的中藥材優良品種和高產栽培技術,推動我縣中藥材產業上規模,上水平。
所謂場景,原是影視用語,指特定時間與空間內發生的行動,或因人物關系構成的具體畫面,通過人物行動來表現劇情的特定過程。
⑸風電增速箱鍛件大部分時間處于高速運轉狀態,內部質量對增速箱鍛件的使用壽命有至關重要的影響,需要嚴格按要求進行無損檢測。無損檢測一般要求距成品行星輪內孔表面1~15mm深度區域及齒部區域按起始記錄當量值
0.6mm,可允許的單個缺陷當量按照不大于
1.0mm 進行評定驗收;其余區域可允許的單個缺陷當量按照不大于
2.0mm 進行評定驗收,所有區域不允許存在密集型缺陷。
為滿足客戶對風電增速箱運行可靠性及使用壽命的要求,必須對增速箱鍛件的生產制造過程進行嚴格的質量控制。
風電增速箱鍛件制造中的問題及原因分析
風電增速箱鍛件的內部質量、力學性能和本質晶粒度是產品的關鍵控制點。原材料和熱加工過程對上述指標有至關重要的影響,鍛造廠在鍛造前應對原材料進行復檢,合格后才可使用。在鍛件的制造過程中應對加熱、鍛造、熱處理進行嚴格的質量控制。
風電增速箱鍛件制造質量控制
⑹生產過程中的每個環節都應予以關注,一旦出現質量問題,可能會造成鍛件的成批報廢;在風機上使用過程中出現問題,維修困難且費用相當高。
目的蛋白Flagellin-3M2e理論相對分子質量大小為67 000。如圖2所示,與未誘導菌體相比,在相對分子質量為70 000處誘導菌體都出現了濃厚的條帶,與預測相符,初步表明誘導菌體表達了融合蛋白,而且隨著誘導時間的增加,目的蛋白量也隨之增加,但誘導6 h后蛋白量無明顯改變,因此以誘導6 h作為最佳誘導時間。取誘導后菌體超聲破碎離心,并取上清過鎳柱純化,濃縮后測得目的蛋白濃度為1.13 mg/mL。Western印跡法鑒定,在相對分子質量為70 000處出現了單一的特異性條帶,因此純化的蛋白即為設計的融合蛋白(Flagellin-3M2e)。
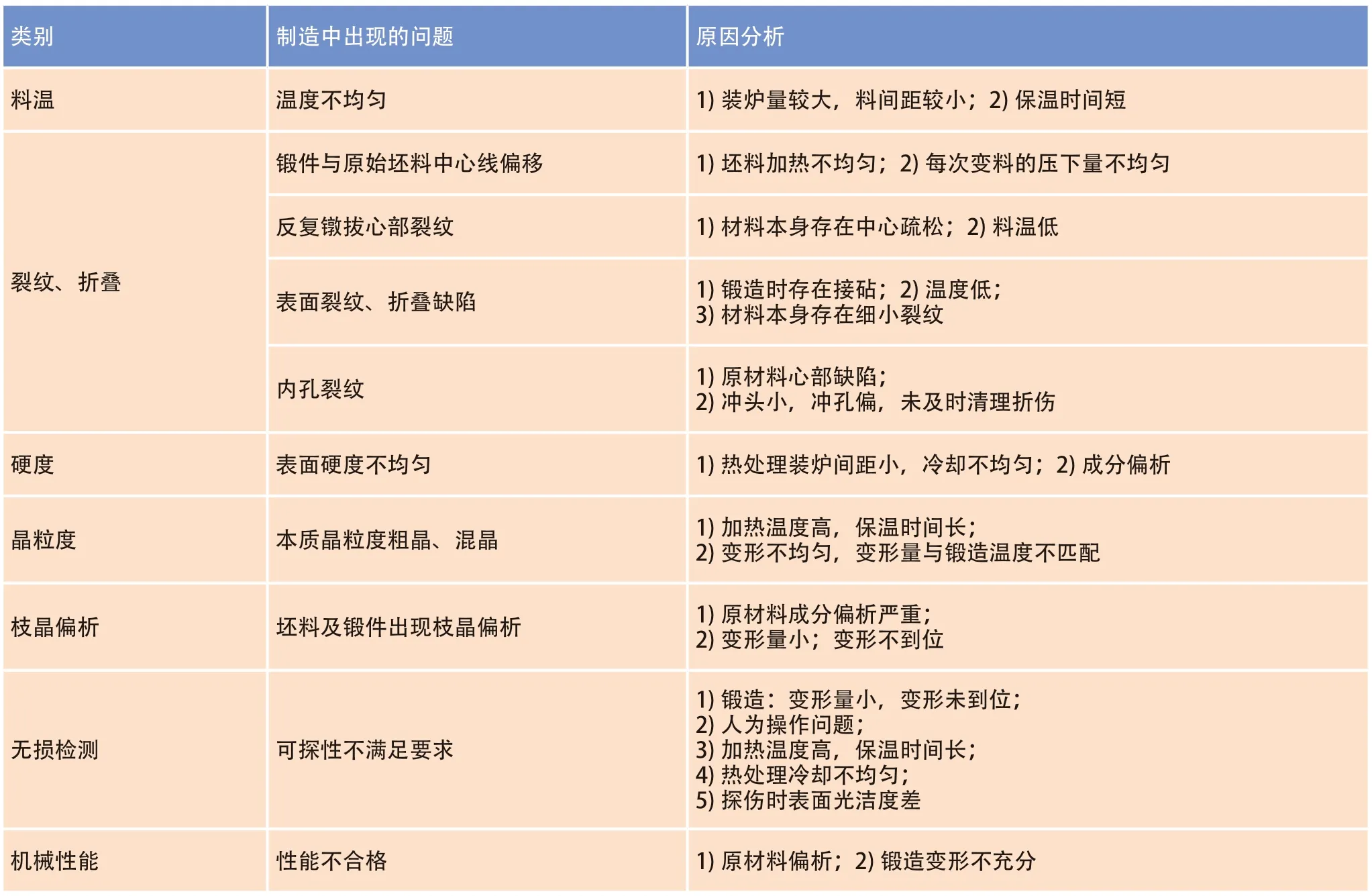
風電增速箱鍛件質量問題的判斷
總結生產過程中遇到的問題和同行經驗,對風電增速箱鍛件生產制造中出現的質量問題進行分析,如表1 所示。
增速箱鍛件制造過程質量控制
5)鍛后緩冷,以消除應力,減少組織不均勻情況。
1)冶煉方法:原材料要求采用電弧爐/轉爐+精煉爐+真空脫氣工藝進行冶煉,采用氣體保護法澆鑄或真空澆鑄或連鑄,冶煉過程應控制夾雜物含量和氣體含量。
2)模鑄錠要求進行開坯,開坯鍛比不小于3,鍛造開坯必須有鐓粗、拔長工序且鍛后緩冷處理。
半數孩子曬聯背聯活動未能堅持到底,沒有嘗試應景即興對答,沒有集中孩子開總結會,沒有將所作對聯編輯成冊,沒有將成果集中展示,實驗結束后沒有推動活動深入。
3)采用模鑄錠開坯后的鍛坯和連鑄坯料均需要檢測化學成分、氣體含量及低倍等。
⑵鍛造的質量控制。
1)嚴格控制材料的利用率:模鑄錠的兩端應保證足夠切除量(冒口去除大于15%,水口端去除大于5%);要求每個鍛件能追溯到熔煉爐號、鋼錠(連鑄坯)編號及在鋼錠(連鑄坯)中的具體位置。
2)加熱爐控制:要求嚴格按加熱工藝升溫、保溫,采用溫度檢測儀器測定爐內溫度的均勻性。
計及信號隨機延時的電力系統小干擾概率穩定性分析//陳中,唐浩然,袁宇波,周濤,李虎成,許揚//(13):145
⑷組織決定性能,使用環境苛刻,受力復雜的增速箱齒輪鍛件對金相組織、帶狀組織、本質晶粒度和實際晶粒度均有嚴格的要求。
⑴原材料的質量控制。
對關鍵詞的顯示方式選擇為Time Zone,得到的可視化圖譜如圖3所示,可以看出最早的關鍵詞是2007年出現的“混合式學習”,之后出現的是“中小學教師培訓”,最新出現的是“混合式教學模式”。混合式學習已經漸漸的得到了普及,總結出了適合我國教育實際情況的教學模式,混合式教學在中小學的應用得到了進一步的發展。
6)鍛造中出現裂紋或折傷,視情況進行清除,以免帶入下一工序。
⑶鍛后熱處理質量控制。
鍛件鍛后應嚴格按照熱處理工藝的要求,進行等溫正火、等溫退火或正火+高溫回火處理。嚴格控制裝爐量、坯料間距、加熱溫度、保溫時間和冷卻速度等影響坯料質量的因素。
⑷機械性能的控制。
內齒圈需要調質時,鍛件應按照客戶技術要求提供的熱處理工藝進行調質處理,嚴格控制加熱溫度、保溫時間和出爐時間等影響機械性能的因素。
建立了基于MDS跟蹤傳感器位置的狀態方程和測量誤差.設系統狀態定義為N2×1,xk=vect(Bk)的向量,相應的狀態方程可以表示為
⑸無損檢測的控制。
鍛件粗加工后應逐件進行超聲波檢測,及時反饋產品檢測信息,以便進行后續處理。
隨著我國基礎教育的不斷發展,針對小學生閱讀能力、寫作能力的培養也逐漸受到了更多關注。然而小學低年級學生認知能力尚未發展健全、學習能力相對較差,因此,若教師仍采用傳統方法進行教學,那么課堂上就很有可能出現學生參與度不高、教學目標難以達成等問題。在這樣的背景之下,結合繪本對小學生的閱讀能力和寫作能力進行培養是非常有必要有有效的。
⑹機加工控制。
鍛件應嚴格按照機加工圖紙進行加工,嚴格控制公差尺寸及表面粗糙度,以達到要求;表面粗糙度可用粗糙度對比試塊對比或用粗糙度檢測儀進行檢測。
⑺發貨的控制。
應按工票信息如實填寫發貨信息、嘜頭及鋼印標識,仔細檢查產品表面質量,出現卡爪印跡、銹跡及毛刺等應立即清除。
結束語
風電增速箱是風力發電機組中的關鍵零部件之一,其內部采用的鍛造構件質量對增速箱機械傳動的可靠性及風力發電機組的使用壽命是至關重要的,因此必須對其生產過程和產品質量進行嚴格控制。風電增速箱鍛件主要涉及到原材料、加熱、鍛造、鍛后熱處理、檢測等過程,每個環節都應嚴格控制才能生產出高質量的鍛件產品。本文主要論述了風電增速箱鍛件生產制造過程要求及各節點的質量控制要點,對提高風電增速箱鍛件質量和一次合格率具有重要的指導意義。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
