硬旋銑刀具振動(dòng)的在線監(jiān)測(cè)研究
2021-12-27 06:48:36倪壽勇劉杰陳勇婁磊
機(jī)械制造與自動(dòng)化 2021年6期
關(guān)鍵詞:振動(dòng)
倪壽勇,劉杰,陳勇,婁磊
(南京工業(yè)職業(yè)技術(shù)大學(xué) 機(jī)械工程學(xué)院,江蘇 南京 210023)
0 引言
螺紋旋風(fēng)銑削加工具有銑削速度快、加工效率高的特點(diǎn),因加工過程中切屑飛濺如旋風(fēng)而得名旋風(fēng)銑,簡(jiǎn)稱旋銑,被廣泛應(yīng)用于螺桿、蝸桿、絲杠、螺母、凸輪盤等零件的加工[1]。旋銑加工時(shí)工件繞自身軸線作低速轉(zhuǎn)動(dòng),與工件軸線保持一定傾斜安裝角的刀盤則根據(jù)所加工螺紋的導(dǎo)程大小沿工件軸線作同步移動(dòng)進(jìn)給,機(jī)床主運(yùn)動(dòng)是刀盤的高速旋轉(zhuǎn),工件的低速轉(zhuǎn)動(dòng)和刀盤的同步移動(dòng)構(gòu)成了進(jìn)給運(yùn)動(dòng)。螺紋旋銑技術(shù)用于高硬度材料切削時(shí)被稱為硬旋銑加工,它是硬切削技術(shù)在旋風(fēng)銑削工藝上的推廣應(yīng)用,是一種螺紋件高精、高效加工的現(xiàn)代制造工藝。
受當(dāng)前刀具材料技術(shù)的限制,硬旋銑所用刀具材料的性能更多是偏重耐磨性,而抗沖擊性能不足[2]。為避免刀具發(fā)生崩刃打刀,抑制表面振紋的產(chǎn)生,提高加工表面質(zhì)量,對(duì)硬旋銑過程的切削振動(dòng)進(jìn)行測(cè)試分析是十分必要的。
切削振動(dòng)可分為強(qiáng)迫振動(dòng)和自激振動(dòng)。前者指切削過程中由于周期性干涉力引起的加工系統(tǒng)振動(dòng),是加工表面波紋度的主要成因之一;后者是由切削過程中產(chǎn)生的力激勵(lì)并斷續(xù)的一種振動(dòng),嚴(yán)重影響加工表面質(zhì)量、刀具壽命。
目前的刀具切削振動(dòng)研究主要集中在車削、銑削、鉆削等傳統(tǒng)加工工藝,對(duì)于旋風(fēng)銑削加工的切削過程刀具狀態(tài)缺乏有效研究,造成對(duì)旋銑刀具加工狀態(tài)的認(rèn)識(shí)不足,制約了硬旋銑工藝能力的提升。TANGJISITCHAROEN S[3]通過切削力信號(hào)的功率譜密度對(duì)車削加工的切屑形態(tài)和刀具顫振進(jìn)行辨識(shí),YOON M C等[4]通過切削力采集與小波變換實(shí)現(xiàn)了端銑加工中顫振現(xiàn)象的實(shí)時(shí)監(jiān)測(cè),HWAN S J等[5]通過旋銑單元的有限元分析和模態(tài)測(cè)試對(duì)旋銑單元的穩(wěn)定性進(jìn)行了檢驗(yàn),但并未考慮刀具因素。
本文針對(duì)硬旋銑過程的刀具振動(dòng)問題,構(gòu)建測(cè)試平臺(tái)并開展試驗(yàn)研究。研究工作對(duì)了解硬旋銑過程刀具狀態(tài),提升工藝性能具有重要意義。
1 硬旋銑工藝
1.1 工藝特點(diǎn)
圖1為順切法內(nèi)旋銑外螺紋的加工示意圖[5]。切削主運(yùn)動(dòng)為銑刀盤繞其軸線的轉(zhuǎn)速大小為nt的高速旋轉(zhuǎn),工件在繞其軸線以轉(zhuǎn)速nw作低速旋轉(zhuǎn)進(jìn)給的同時(shí),銑刀盤根據(jù)所加工螺紋件的導(dǎo)程沿工件軸向以進(jìn)給速度vf作直線進(jìn)給運(yùn)動(dòng),刀盤軸線相對(duì)工件軸線的傾斜角等于被加工螺紋件的公稱螺旋升角β。
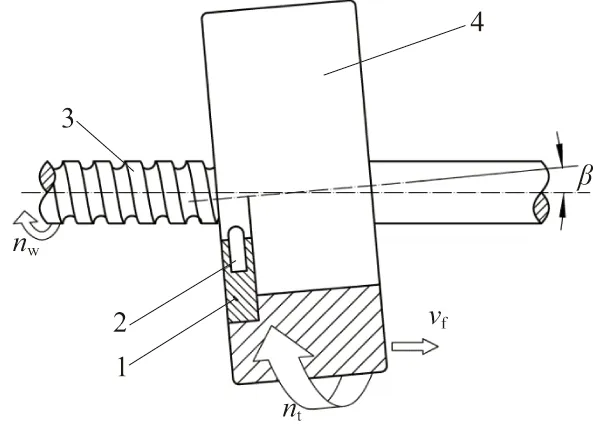
1—刀盤;2—刀具;3—工件;4—旋銑頭。圖1 順切法旋銑外螺紋加工示意圖
1.2 加工設(shè)備
圖2為旋風(fēng)銑削機(jī)床的結(jié)構(gòu)示意圖[6]。機(jī)床頭架3繞C軸的轉(zhuǎn)動(dòng)和床鞍5沿z軸的移動(dòng)是機(jī)床的進(jìn)給運(yùn)動(dòng),旋銑頭7是機(jī)床的主軸。通過升降臺(tái)6的x向運(yùn)動(dòng)實(shí)現(xiàn)旋銑頭7的高度調(diào)節(jié),進(jìn)而控制旋銑深度。工件一端由機(jī)床頭架3夾緊,另一端由機(jī)床尾架9的頂針進(jìn)行中心孔定位,同時(shí)旋銑頭7兩側(cè)的跟刀架11分別沿+U1、+U2方向夾緊工件以提高裝夾剛度,而輔助支承10沿V1-V4方向的高度調(diào)節(jié)可以進(jìn)一步提高定位剛度和穩(wěn)定性,減小過定位變形。
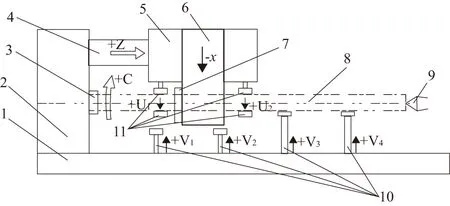
1—底座;2—主軸箱;3—頭架;4—床身;5—床鞍;6—升降臺(tái);7—旋銑頭;8—工件;9—尾架;10—輔助支承;11—跟刀架。圖2 旋銑機(jī)床的結(jié)構(gòu)示意圖
2 切削試驗(yàn)
2.1 測(cè)試裝置
測(cè)試裝置采用前期研究所構(gòu)建的刀齒旋銑力測(cè)試系統(tǒng)[8],如圖3所示,能夠同時(shí)采集三向切削力,且每個(gè)方向的有效測(cè)試頻率可達(dá)1 kHz,測(cè)力范圍是:|Fx|≤0.4 kN,|Fy|≤0.5 kN,|Fz|≤1 kN。
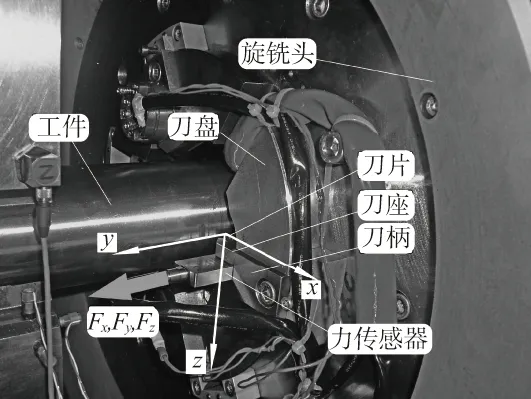
圖3 刀齒旋銑力測(cè)試系統(tǒng)
2.2 試驗(yàn)設(shè)計(jì)
試驗(yàn)選用雙圓弧刃形的PCBN定制刀具,其前角為0°,法后角為7°,倒棱25°×0.15,刀廓圓弧半徑R為3.304 mm;工件材料為GCr15,預(yù)制直徑為φ77.9 mm;刀盤裝有3把刀具,其旋銑直徑為φ94.5 mm,刀盤安裝角β為2.279°;所加工絲杠的小徑為φ73.4 mm,公稱螺距Ph為10 mm;切削方式為順切硬旋銑。
試驗(yàn)的切削路徑如圖4所示[7]。共進(jìn)行3組切削試驗(yàn),每組切削試驗(yàn)由1個(gè)切入段和3個(gè)不同切削參數(shù)的加工段構(gòu)成,每個(gè)加工段長(zhǎng)10 mm。加工段的切削參數(shù)見表1。切入段的切削參數(shù)如下:x向進(jìn)給速度20 mm/min,z向進(jìn)給速度36.1 mm/min,切削速度為160 m/min。
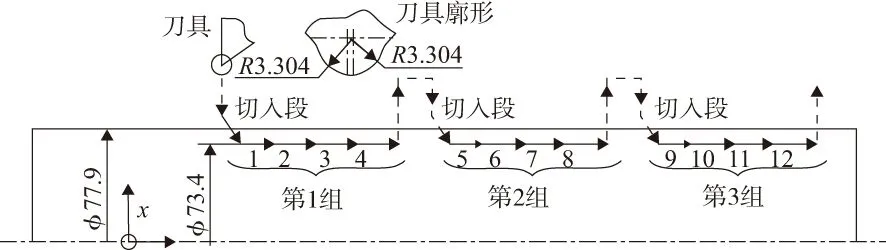
圖4 刀具廓形及切削路徑示意圖

表1 硬旋銑加工試驗(yàn)切削參數(shù)
3 測(cè)試結(jié)果
硬旋銑加工時(shí)單刀齒的切削頻率(單齒頻率ft,Hz)可根據(jù)公式(1)進(jìn)行計(jì)算,當(dāng)代入切削參數(shù)時(shí),可以得到表1中4個(gè)不同切削段的單齒頻率,分別為9.43 Hz、10.61 Hz、11.79 Hz和14.15 Hz。
(1)
對(duì)表1所設(shè)計(jì)的12種切削條件下的切削力信號(hào)進(jìn)行在線監(jiān)測(cè),其幅頻特性如圖5(a)-圖5(l)所示,圖中500 Hz以上的三向切削力幅值很小,可以忽略。
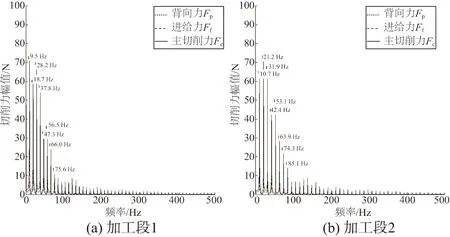
圖5 切削力的幅頻特性
4 數(shù)據(jù)分析
通過對(duì)圖5不同切削參數(shù)組合條件下的切削力幅頻特性的分析,可以得出如下結(jié)論:
1)刀齒切削力信號(hào)的主要成分是硬旋銑的單齒頻率以及單齒頻率的整數(shù)倍,說明硬旋銑工藝系統(tǒng)的振動(dòng)類型是斷續(xù)切削的交變切削力引起的強(qiáng)迫振動(dòng),具體表現(xiàn)為200 Hz以下的低頻振動(dòng)。切削過程中沒有自激振動(dòng),說明所設(shè)計(jì)的硬旋銑刀具系統(tǒng)具有足夠的剛度。
2)硬旋銑的斷續(xù)切削特性決定了強(qiáng)迫振動(dòng)是無法避免的,減小強(qiáng)迫振動(dòng)對(duì)硬旋銑過程影響的有效途徑是減小切削力,如優(yōu)化切削參數(shù)、增加刀具鋒利度等。然而,考慮到PCBN旋銑刀具的抗沖擊性能較差,后者對(duì)減小切削力的作用有限。
5 結(jié)語
所研制硬旋銑機(jī)床在加工時(shí)存在明顯的強(qiáng)迫振動(dòng),未發(fā)生自激振動(dòng),因此控制硬旋銑切削振動(dòng)的有效途徑是通過減小每齒進(jìn)給量來控制切削力的大小。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
大電機(jī)技術(shù)(2022年5期)2022-11-17 08:12:48
天天愛科學(xué)(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數(shù)學(xué)物理學(xué)報(bào)(2018年4期)2018-09-14 03:40:58
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動(dòng)控制(2015年4期)2015-01-01 07:08:44
計(jì)算物理(2014年2期)2014-03-11 17:01:44
鄭州大學(xué)學(xué)報(bào)(理學(xué)版)(2014年3期)2014-03-01 04:21:00