鎳基高溫合金GH4169電解加工殘余應(yīng)力研究
2021-12-27 06:48:36陸嘉文朱棟王福平任明珠龐曰群
機(jī)械制造與自動(dòng)化 2021年6期
陸嘉文,朱棟,王福平,任明珠,龐曰群
(1.南京航空航天大學(xué) 機(jī)電學(xué)院,江蘇 南京 210016;2.中國(guó)航發(fā)動(dòng)力股份有限公司,陜西 西安 710021)
0 引言
鎳基高溫合金GH4169在高溫下具有良好的綜合性能,在航空發(fā)動(dòng)機(jī)耐熱零部件中具有重要的應(yīng)用[1]。表面殘余應(yīng)力的大小與發(fā)動(dòng)機(jī)核心部件的疲勞壽命密切相關(guān),是發(fā)動(dòng)機(jī)核心部件的一項(xiàng)重要指標(biāo)[2]。近年來(lái),國(guó)內(nèi)外學(xué)者對(duì)殘余應(yīng)力在鎳基高溫合金中的分布有廣泛的研究,對(duì)銑削[3]、磨削[4-5]、激光[6]、電解復(fù)合磁力研磨[7]等加工工藝所產(chǎn)生的殘余應(yīng)力都開(kāi)展了相關(guān)研究。
X射線衍射法由于其無(wú)損性、操作便捷、速度快、準(zhǔn)確度高,被廣泛應(yīng)用于殘余應(yīng)力的測(cè)量[8-9]。X射線衍射法結(jié)合電解加工方法測(cè)量金屬深度方向的殘余應(yīng)力在國(guó)內(nèi)外早有研究。SAHIN F等設(shè)計(jì)了一種用剝層法測(cè)量永磁體零件殘余應(yīng)力的電化學(xué)加工裝置[10]。商執(zhí)億設(shè)計(jì)了一套電解加工腐蝕實(shí)驗(yàn)裝置,滿足高速鋼殘余應(yīng)力測(cè)量的需要[11]。杜吉星等通過(guò)電化學(xué)剝層裝置,對(duì)銑削鋁合金板表層進(jìn)行殘余應(yīng)力的測(cè)量[12]。
殘余應(yīng)力是加工表面的一個(gè)重要參數(shù),其大小受加工參數(shù)影響。而電解加工中,電流密度對(duì)試件表面質(zhì)量影響較大[13-14],因此分析電流密度對(duì)殘余應(yīng)力的影響對(duì)實(shí)際電解加工中電流密度的選取有一定的參考價(jià)值。本文針對(duì)GH4169磨削試件,采用自主搭建的電解加工實(shí)驗(yàn)平臺(tái),開(kāi)展電解加工實(shí)驗(yàn),控制表層微量去除,利用X射線殘余應(yīng)力分析儀測(cè)量不同深度以及不同加工電流密度下的GH4169試件,研究電流密度對(duì)殘余應(yīng)力的影響。
1 試驗(yàn)及檢測(cè)裝置
1.1 試驗(yàn)裝置
電解加工是一種陽(yáng)極溶解的加工方式,溶解速度與電流密度大小有關(guān)。
試驗(yàn)在自主搭建的電解加工系統(tǒng)中開(kāi)展(圖1),夾具體采用環(huán)氧樹(shù)脂材料,具有良好的絕緣性和剛性,工具陰極與工件陽(yáng)極之間能保持0.5 mm的初始加工間隙。電源采用6 kW的直流穩(wěn)流電源,實(shí)驗(yàn)平臺(tái)可控制加工過(guò)程中的壓力、流量、溫度和電解液純度的穩(wěn)定性。
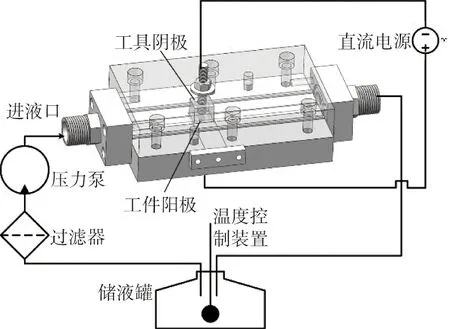
圖1 電解加工試驗(yàn)裝置示意圖
試件選用GH4169材料,測(cè)定材料的密度為8.11 g/cm3,試件上表面進(jìn)行磨削處理,電解表面尺寸為5 mm×10 mm,高度10 mm(圖2)。試件上表面與固定塊流道面齊平,保證加工過(guò)程中產(chǎn)物的及時(shí)排出。
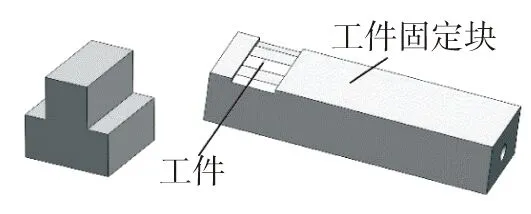
圖2 GH4169磨削件及其安裝定位塊
1.2 檢測(cè)裝置
試驗(yàn)采用日本某公司的μ-X360型X射線殘余應(yīng)力分析儀(圖3)。X射線殘余應(yīng)力分析儀是基于布拉格方程的測(cè)量分析儀器,其參數(shù)設(shè)置與材料有關(guān)。本文采用的試件材料為GH4169,選取鎳合金模塊。測(cè)量時(shí)用工裝夾具安裝試件,確保每次測(cè)量的位置相同。
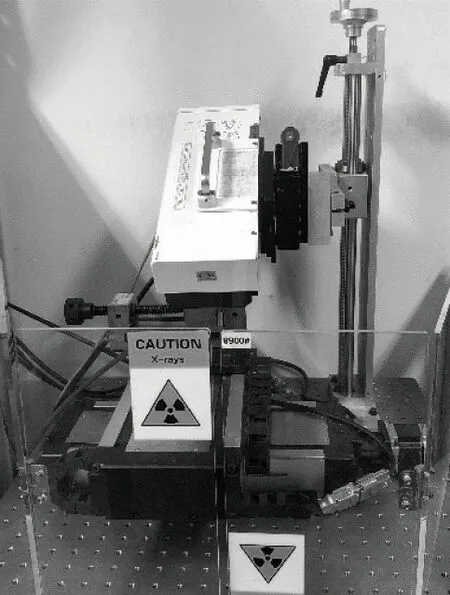
圖3 μ-X360型X射線殘余應(yīng)力分析儀
2 試驗(yàn)與分析
電流密度是電解加工的主要加工參數(shù)之一,故本文開(kāi)展不同電流密度下電解加工試驗(yàn),分析不同參數(shù)對(duì)試件表面殘余應(yīng)力的影響。
開(kāi)展不同電流密度下的電解加工試驗(yàn),需要考慮兩方面因素(圖4):1)排除磨削表層殘余應(yīng)力的影響。由于GH4169毛坯試件采用磨削制造,故表層存在磨削殘余應(yīng)力層。開(kāi)展電解加工后的殘余應(yīng)力測(cè)定,材料去除深度必須高于該應(yīng)力層的深度。因此,需要開(kāi)展實(shí)驗(yàn)測(cè)定磨削應(yīng)力層的深度。2)不同電流密度下的電解加工深度一致。加工深度取決于材料溶解速度和加工時(shí)間,當(dāng)不同電流密度下的材料溶解速度確定時(shí),可通過(guò)控制加工時(shí)間來(lái)保證加工深度相同。因此,需要開(kāi)展實(shí)驗(yàn)測(cè)定不同電流密度下的材料溶解速度。
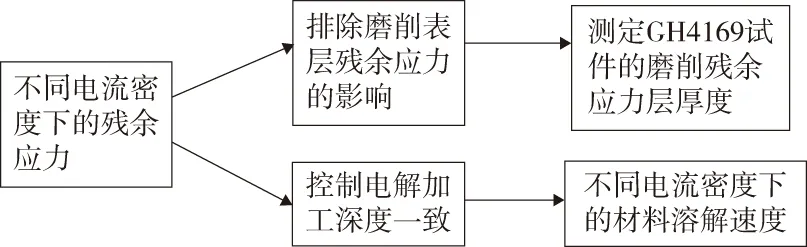
圖4 電解加工試驗(yàn)策略
2.1 不同電流密度材料溶解速度測(cè)定
針對(duì)鎳基高溫合金材料,開(kāi)展相同加工時(shí)間下不同電流密度的電解加工試驗(yàn),確定不同條件下的陽(yáng)極溶解速度。
試驗(yàn)所采用的電解液選用質(zhì)量分?jǐn)?shù)為20%的硝酸鈉溶液,電解液初始溫度為27 ℃。考慮到電源的功率問(wèn)題,電流密度選取區(qū)間為2.5~95 A/cm2,通電時(shí)間取40 s。
加工前表面為磨削平面,忽略電解加工中沿流程的溫升、氣泡等因素的影響,假設(shè)電解加工后的試件加工面為面積不變的平面,故可以采用加工前后的質(zhì)量差來(lái)?yè)Q算加工深度:
其中:h為加工深度,μm;Δm為加工前后的質(zhì)量差,g;ρ為材料密度;S為電解加工平面的截面積,取0.5 cm2。
在加工時(shí)間相同的情況下,開(kāi)展了電流密度為2.5、5~95 A/cm2(步長(zhǎng)為5 A/cm2)的電解加工試驗(yàn),測(cè)得了試件加工前后的質(zhì)量差Δm,通過(guò)深度換算公式得到試件的加工深度(圖5)。深度隨電流密度的增加而增長(zhǎng),當(dāng)加工時(shí)間為40 s,電流密度為95 A/cm2時(shí),加工深度為883.1 μm。
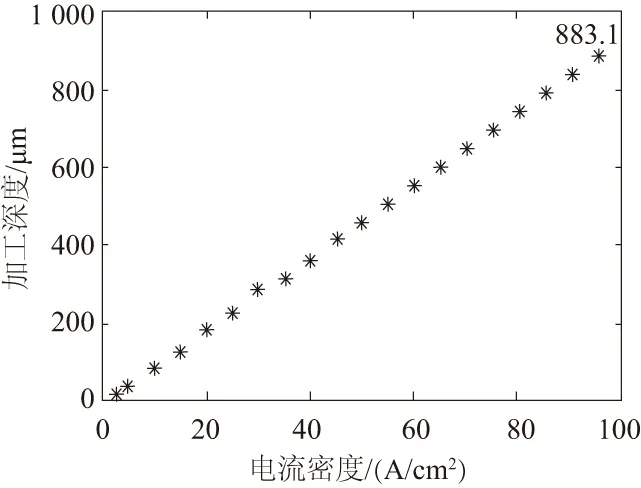
圖5 相同時(shí)間、不同電流密度下工件的加工深度
在相同加工時(shí)間下,材料溶解速度與加工深度成正比。通過(guò)計(jì)算,得到10~80 A/cm2的材料溶解速度(表1)。在加工深度確定的情況下,通過(guò)不同電流密度下的材料溶解速度,可得到相應(yīng)的加工時(shí)間。
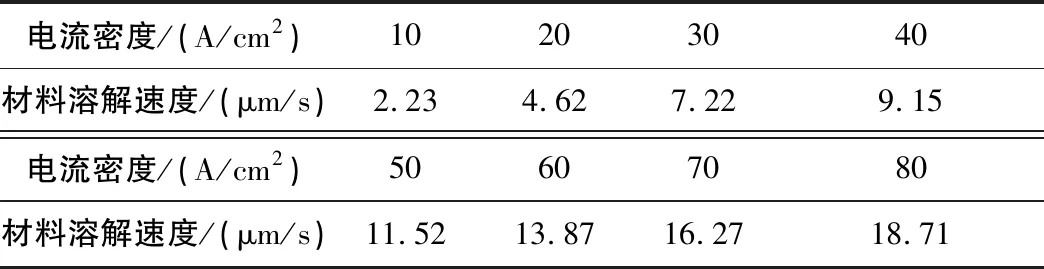
表1 不同電流密度下工件的材料溶解速度
2.2 GH4169磨削試件殘余應(yīng)力層深度測(cè)定
GH4169磨削試件存在磨削殘余應(yīng)力層,確定應(yīng)力層深度對(duì)研究不同電流密度下的殘余應(yīng)力至關(guān)重要。
磨削試件的應(yīng)力層深度一般在幾十到幾百μm之間。為了確定試件殘余應(yīng)力層深度,采用表層微量去除的方法獲得試件沿深度方向的殘余應(yīng)力值。針對(duì)同一試件,每次電解加工10 μm左右的深度,測(cè)量試件加工面的殘余應(yīng)力值。在20 A/cm2電流密度下電解加工的試件表面質(zhì)量較好,選用20 A/cm2作為試驗(yàn)的電流密度值。由20 A/cm2時(shí)的材料溶解速度,可以得到試件溶解10 μm深度所用時(shí)間約為2 s。當(dāng)試件溶解后的殘余應(yīng)力值穩(wěn)定于較小絕對(duì)值范圍內(nèi)后,適當(dāng)增加溶解深度。共進(jìn)行了6次2 s、3次4 s和2次6 s的電解加工試驗(yàn),總加工時(shí)長(zhǎng)為36 s。通過(guò)對(duì)電解加工后的試件進(jìn)行測(cè)量計(jì)算,得到每次試驗(yàn)后試件的總?cè)芙馍疃?表2)。
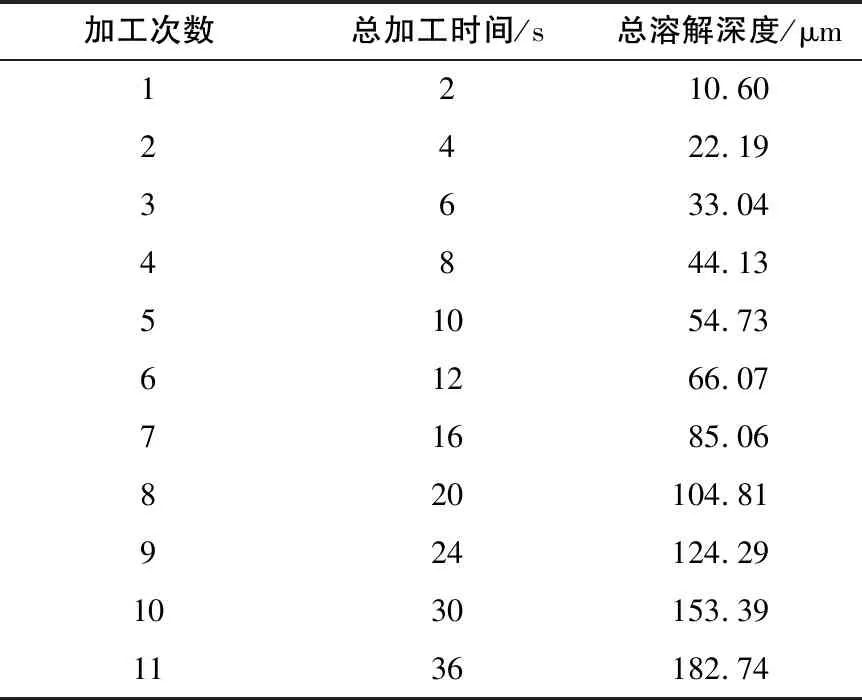
表2 同一試件不同總加工時(shí)間的總?cè)芙馍疃?/p>
用X射線殘余應(yīng)力分析儀對(duì)每次加工后的試件進(jìn)行測(cè)量(圖6),隨著加工深度的增加,殘余應(yīng)力σx逐漸減小,然后穩(wěn)定在較小絕對(duì)值范圍內(nèi),應(yīng)力分布符合GH4169磨削件殘余應(yīng)力分布規(guī)律。當(dāng)加工深度>50 μm時(shí),殘余應(yīng)力σx基本穩(wěn)定,應(yīng)力層深度約為50 μm。
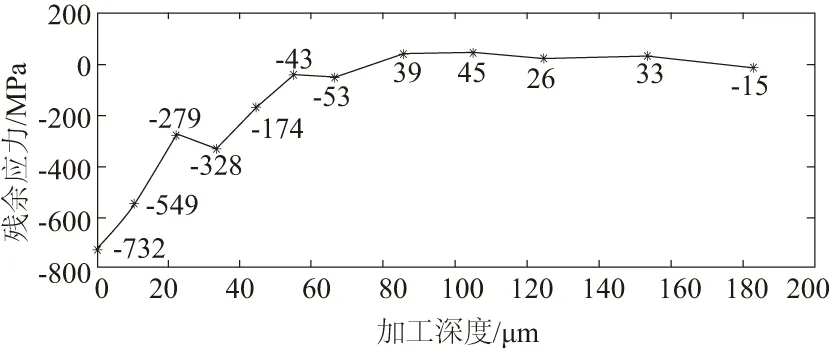
圖6 同一工件不同加工深度下的殘余應(yīng)力
2.3 電流密度對(duì)殘余應(yīng)力的影響
為消除GH4169磨削試件表層殘余應(yīng)力的影響,控制電解加工深度遠(yuǎn)大于殘余應(yīng)力層深度,取溶解深度為180 μm左右。通過(guò)不同電流密度下的材料溶解速度,確定10~80 A/cm2下的加工時(shí)間為80 s、40 s、26.7 s、20 s、16 s、13.3 s、11.4 s和10 s,控制電解加工深度一致。對(duì)電解加工試驗(yàn)后的試件進(jìn)行測(cè)量計(jì)算,得到試件的實(shí)際溶解深度(表3),溶解深度有效控制在180~190 μm范圍內(nèi)。
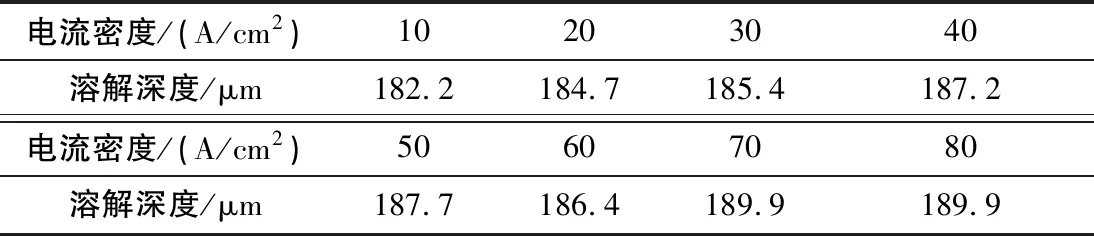
表3 不同電流密度的溶解深度
通過(guò)X射線殘余應(yīng)力分析儀對(duì)不同電流密度下電解加工前后試件的殘余應(yīng)力σx進(jìn)行測(cè)量(圖7),各工件的初始?xì)堄鄳?yīng)力σx在[-405,-778] MPa區(qū)間范圍內(nèi),表面存在較大殘余壓應(yīng)力。在不同電流密度下電解加工后,表面殘余應(yīng)力σx范圍減小到[-65,103] MPa,殘余壓應(yīng)力數(shù)值大大減小。不同電流密度下電解加工試件的殘余應(yīng)力σx波動(dòng)較小,可認(rèn)為電解加工不引入附加殘余應(yīng)力。
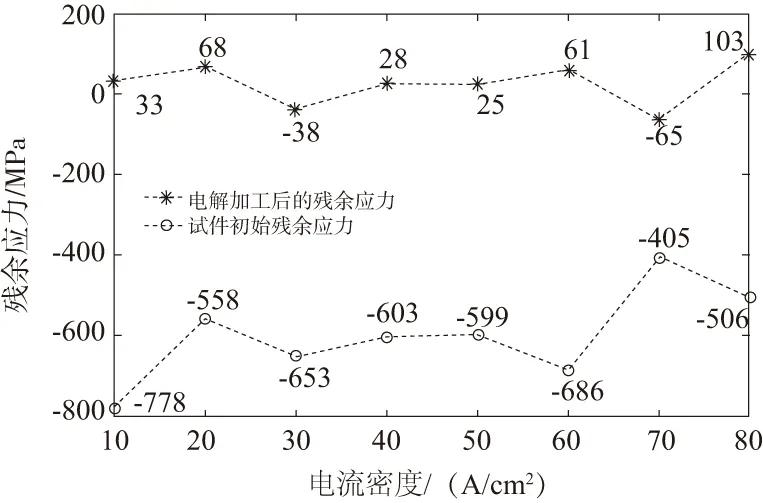
圖7 不同電流密度相同深度加工前后殘余應(yīng)力對(duì)比
3 結(jié)語(yǔ)
本文針對(duì)鎳基高溫合金GH4169開(kāi)展不同電流密度和溶解深度的電解加工試驗(yàn)。根據(jù)試驗(yàn)和檢測(cè)結(jié)果,可以得到以下結(jié)論:
1)使用的GH4169磨削件的殘余應(yīng)力層深度為50 μm左右。
2)開(kāi)展不同電流密度下、材料溶解深度約為180 μm的電解加工試驗(yàn),試件殘余應(yīng)力σx從磨削表面的[-405,-778] MPa下降到電解加工后的[-65,103] MPa,殘余應(yīng)力σx數(shù)值減小;不同電流密度下加工試件表面殘余應(yīng)力σx數(shù)值波動(dòng)較小,可認(rèn)為電解加工不引入附加殘余應(yīng)力。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21