玻璃纖維窯爐玻璃液流場數學模擬研究
2021-12-02 03:26:08韓大河
玻璃 2021年11期
韓大河
(淄博中材金晶玻纖有限公司 淄博 255086)
0 引言
隨著新材料的應用及新技術的推廣,單線產能的提高、窯爐穩定性與單位能耗問題越來越突出,作業穩定性和能源利用率已成為各企業關注的焦點。玻璃纖維窯爐是玻璃纖維生產過程中的核心設備,其對玻璃液的熔制質量及能源利用起到了決定性作用,如何將玻璃液質量調整至要求的狀態、同時將能耗降低是各玻纖企業重點關注的問題,而玻璃液熔制質量及熔制能耗與玻璃液在窯爐中的流動軌跡有很大關系,研究其內部玻璃液流動情況,對改善玻璃熔化質量、提高成品率及降低單位能耗、節約成本至關重要。本文對現有8萬t/a玻璃纖維窯爐玻璃液流動場進行數值模擬,得到窯爐玻璃液流動場三維數值分析數據,為窯爐設計及運行提供理論依據。
1 數值模擬模型建立和計算
1.1 研究對象參數條件
以8萬t/a玻璃纖維窯爐的玻璃液作為研究對象,熔化池長19.62 m、寬6.50 m、池深1.20 m。窯爐的長、垂直、寬方向,分別定義為X軸、Y軸、Z軸,原點設在窯爐前墻內表面與窯爐底部上表面交接的中點。窯爐中布置有8組電極,材質為金屬鉬,每組6根,共有48根電極,采用從窯爐底部垂直插入的方式,電極直徑均為0.075 m,為方便描述,以遠離原點依次將電極編為1~8組,面向玻璃液流出方向,每組電極自右向左編為1#~ 6#。各電助熔組間的間距為1.70 m,同組電助熔組內電極的間距為0.80 m,電極插入到玻璃液的深度為1.00 m。電助熔電極位置排部見圖1。
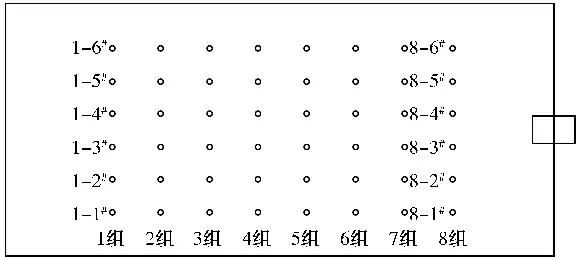
圖1 電極位置示意
1.2 數學模型
為了便于數學處理,需要將模型進行簡化,先將模型進行假設:窯爐內的玻璃液為均勻的不可壓縮的牛頓粘性流體;窯爐內的玻璃液不發生硅酸鹽化學反應和排除氣泡;玻璃液為穩定的熱傳遞和流動狀態;玻璃液的膨脹系數、比熱容設定為常數;窯爐池壁耐火材料對玻璃液的影響,假設為固定的導熱系數進行散熱;將耐火材料視為不導電的絕緣體,排除其對玻璃液的影響;電極材料與玻璃液之間不發生相互作用,其在玻璃液中為等勢體,電極水套的冷卻對玻璃液沒有影響[3,4]。
本文主要研究方向為窯爐內玻璃液,需要對模型做進一步簡化:將配合料熔化部分簡化為與實際情況比較接近的一定溫度下的高溫玻璃液,從玻璃液表面一定面積均勻投入窯爐中。直接對窯爐玻璃液上表面溫度進行測量,將測得的數據進行線形處理后加載到模型的玻璃液上表面[5]。
模型計算采用的數學模型為:流動模型使用標準k-e模型,采用標準壁面函數對近壁面進行簡化;使用有限體積法離散控制方程,選用二階迎風格式進行計算。使用SIMPLE算法對壓力和速度耦合進行求解。電場強度使用Fluent自帶Electric Potential模型進行求解,焦耳熱作為源項加入能量方程。因玻璃液上表面溫度直接加載,不考慮熱輻射問題。能量方程和輻射方程等收斂標準默認設置。
1.3 物料性質參數及邊界條件
本文所用玻璃液物性采用ECR玻璃配方,具體參數如表1所示。
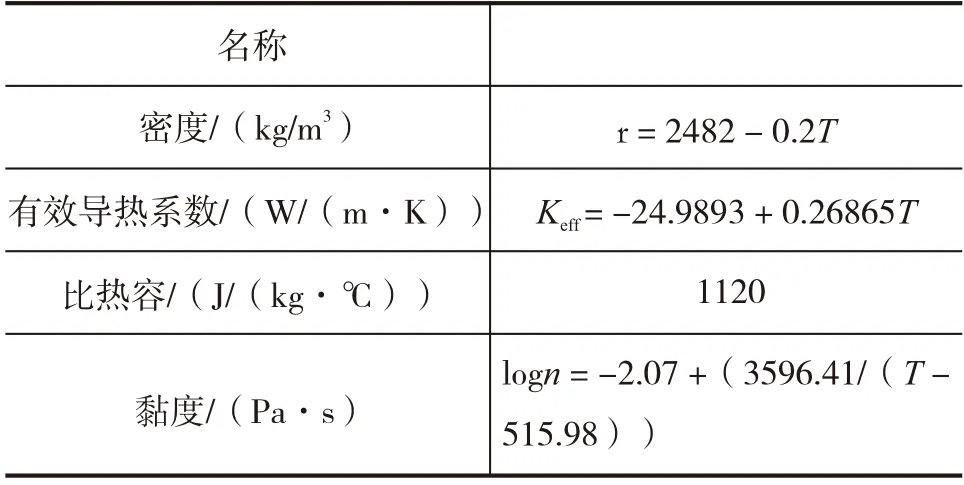
表1 玻璃液物性參數
根據文獻[6],玻璃液電導率與溫度的關系如圖2所示。

圖2 高溫玻璃溫度電導率曲線
實際測量窯爐不同位置玻璃液表面溫度,見表2。
開裂后模型及微體單元如圖2所示,裂隙深度為H,相鄰裂隙間距為L,以y=0處的平面作為分界面。由于上部土體開裂,裂隙之間的土體有向內側收縮的趨勢,被研究土體在該裂隙面底部x向方向上受到水平力的作用,方向與土體運移趨勢方向相反。

表2 不同位置玻璃液表面溫度
電助熔電壓參照實際生產設定,具體加載方式為每組電極以每相鄰的兩支作為一相,依次設為對應施加的電壓分別為V/2、-V/2,具體數值見表3。

表3 電助熔電壓設定 V
根據假設及實際情況,入口在投料區上側,方向設為垂直向下,溫度為通過UDF寫入,入口設為質量入口,入口速度為3.54 kg/s;出口設為壓力出口。壁面換熱為對流傳熱,池壁導熱系數4.5 W/(m·K),自由面溫度100 ℃,池底導熱系數4.2 W/(m·K),自由面溫度150 ℃;分別對玻璃液密度與溫度關系、玻璃液上表面位置與溫度關系、玻璃液導熱系數與溫度關系和玻璃液電導率與溫度關系進行編程,使用UDF導入后編譯執行[7,8]。
2 結果分析
將窯爐上部玻璃液溫度模擬結果與實際測量結果進行比較,如圖3所示。上表面溫度為測量值,y=1.0 m溫度為模擬值。由圖3可以看出,模擬結果與實際測量值趨勢基本吻合。由于模型直接將溫度加載于玻璃液表面,故選取y=1.0 m的玻璃液溫度進行對比。

圖3 玻璃液表面溫度測量值與模擬值對比
圖3、表4顯示模擬結果較實際測量值均偏高,一方面可能為窯爐熱電偶有陶瓷套管與鉑金套管雙重保護,顯示溫度較實際溫度偏低;另一方面,模擬中導熱系數及輻射模型的選擇,會給計算帶來一定的偏差。以上表明數學模型可以較好地模擬窯爐玻璃液狀況,模擬結果能夠在一定程度上解釋窯爐玻璃液流場的相關現象。
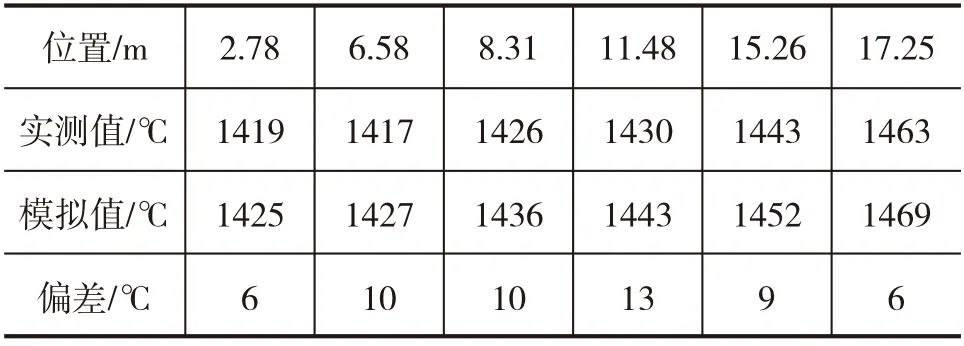
表4 窯爐底部測量溫度與模擬溫度對比
圖4為窯爐中線垂直方向玻璃液溫度分布圖,為便于討論,將Y方向放大2倍處理。
通過觀察圖4發現,玻璃液溫度沿著垂直方向隨玻璃液深度的增加而降低,并且玻璃液的溫度梯度隨著玻璃液的深度的增加而逐步縮小。沿玻璃液流動方向玻璃液溫度總體成梯狀上升分布,并且玻璃液溫度梯度沿著玻璃液流出方向逐漸增大。對比色標圖可以觀察到該區域玻璃液溫度范圍為1410~1620 ℃。
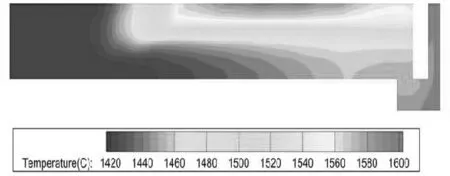
圖4 窯爐中線玻璃液溫度分布云圖
投料區域前墻處垂直方向的玻璃液溫度差異較小,主要是因為此處為玻璃液進入窯爐初始位置,玻璃液的密度與黏度較大,并且玻璃液距離熱點位置較遠,玻璃液吸收能量效率較低。窯爐底部玻璃液溫度沿玻璃液流出方向溫升逐漸增大,主要是因為電助熔沿玻璃液流動方向加熱,玻璃液的密度、黏度和電阻率逐漸減小,同時每組電助熔功率設定沿玻璃液流動方向逐漸加大,玻璃液獲得能量效率逐漸提升,玻璃液溫度升高速度加快;處于熔化區域的上層玻璃液由于同時存在上部空間燃料燃燒和玻璃液內部電助熔的加熱方式,獲得能量效率較底部的玻璃液高,在垂直方向上玻璃液溫度梯度隨玻璃液的深度減小而逐漸增加。玻璃液流經出料口進入通道溫度明顯下降,這是由于進入通道后的玻璃液失去能量供給,在流動過程中能量持續向外發散;由于通道的截面積較小,玻璃液流動速度較快,流動方向上的溫度梯度較小;此位置的玻璃液散熱比表面積較大,實際生產中需要采取保溫措施或者輔助加熱措施來保證玻璃液的溫度和流動性。
圖5為窯爐底部玻璃液溫度分布圖。圖中顯示窯爐底部玻璃液溫度分布沿X軸呈上升趨勢,窯爐中線方向出料口位置前端玻璃液溫度為1465℃。并且在接近后墻區域內中線附近玻璃液溫度較左右兩側高,溫度范圍為1460~1465 ℃。主要是由于窯爐出料口在窯爐中線位置,占窯爐寬度方向的10.55%,窯爐中線兩側的玻璃在窯爐中的停留時間較長,在窯爐兩側池壁散熱作用下,兩側玻璃液溫度較中線玻璃液溫度低。
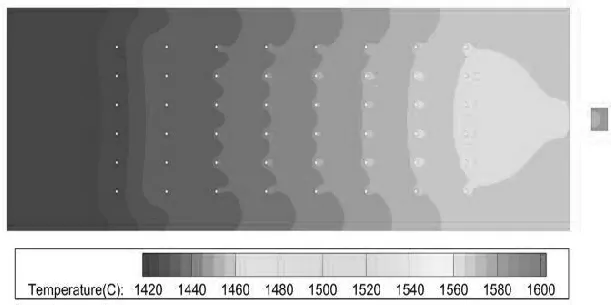
圖5 窯爐底部玻璃液溫度分布云圖
圖6為窯爐上部玻璃液溫度分布圖。觀察圖6可知,窯爐上層玻璃液溫度在上部空間燃料加熱和電加熱的共同作用下,沿窯爐長度方向上存在較大溫差,投料區至熱點區域溫度范圍為1410~1575 ℃,熱點區域至流料口區域溫度范圍為1575~1540 ℃。投料區玻璃液溫度較低,這是由于配合料進入窯爐后吸收熱量進行物理化學反應,同時配合料的隔熱性好,其下部的玻璃液吸收熱量較少,此區域內玻璃液熱量主要來源為上部空間燃料燃燒熔化配合料獲得。在6組電助熔處,窯爐上部空間溫度達到最高,通過輻射傳熱,玻璃液上表面溫度達到最高,玻璃液黏度與密度達到最小值,電助熔對玻璃液加熱,形成上層玻璃液熱點。隨后,上部空間燃料供應逐步降低,上表面玻璃液逐步降溫進入澄清區域,由于窯爐后墻池壁的散熱作用,玻璃液溫度在后墻區域進一步降低。熱點至流料口區域內玻璃液溫度差異不大,玻璃液對流趨勢不明顯,利于玻璃液中氣泡排出。
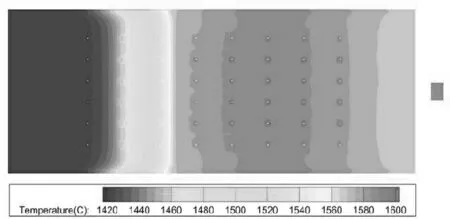
圖6 窯爐上層玻璃液溫度分布云圖
圖7為窯爐中線沿窯長方向玻璃液流動圖,數值0代表等速線0 m/s,表明該區域玻璃液沿窯長方向速度為0,窯爐中部位置玻璃液沿窯長方向對流較弱。電助熔的引入可以直接加熱內部玻璃液,使窯爐中底部玻璃液與對應上部玻璃液溫差減小。
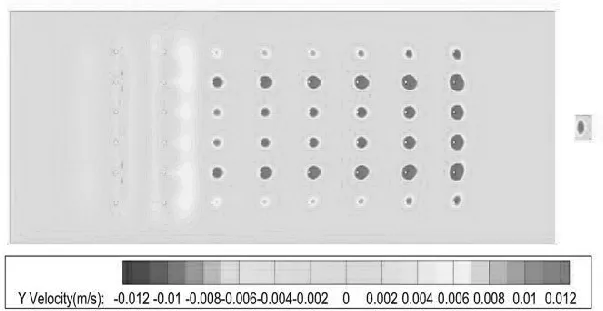
圖7 窯爐中線玻璃液窯長方向速度云圖
從圖7中可以看出,在投料區,由于進入窯爐的配合料處于吸熱熔化過程,隨著氣體和水分的排出,玻璃液密度增大,開始向下流動,并且帶動部分未完全熔化的配合料向下,使得此處玻璃液黏度較大,表現為玻璃液流動速度較低;在逐漸熔化過程中,玻璃液密度不斷加大,同時在窯爐前墻壁面的阻礙下,與熱點區域回流的玻璃液形成合力向下運動,成為窯爐投料區底部的玻璃液前進流。
圖8為窯爐底部沿窯爐垂直方向玻璃液流動圖。數值0代表等速線0 m/s,表明該區域玻璃液沿垂直方向速度為0,垂直方向玻璃液對流較弱。
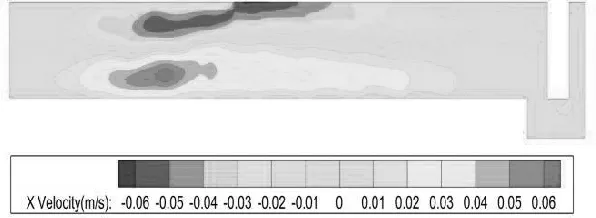
圖8 窯爐底部玻璃液窯爐垂直方向速度云圖
在窯爐底部玻璃液主要從前墻流動至后墻,從圖8可以看出,沿窯爐垂直方向,在前墻和后墻位置處,玻璃液流動性較小,前墻位置處玻璃液向窯爐底部方向流動,后墻位置處玻璃液向玻璃液表面方向流動,在電助熔分布區域玻璃液流動較大,電極周圍區域玻璃液向上表面移動。前墻位置為窯爐投料區,玻璃液黏度較大,并且熱點區域回流的玻璃液減緩其在水平方向上沿窯長方向運動。在窯爐投料區域底部,1組、2組電助熔處玻璃液處于配合料熔化下沉和熱點區域玻璃液回流混合區域,下降玻璃液受到窯爐底部的阻擋,同時收到來自于前墻玻璃液的擠壓,沿窯長方向移動。熔化區域電助熔電極周圍玻璃液被加熱后熱運動劇烈,玻璃液黏度和密度降低,玻璃液向表面運動。后墻區域的玻璃液,失去電助熔加熱,玻璃液內部向表面運動速度減緩。
3 結論
本文對窯爐內玻璃液溫度場和流動場進行數學模擬,通過對結果進行具體分析得出結論:
(1)窯爐內玻璃液溫度場分布特點為在窯爐底部水平方向上從投料區到出料口總體呈上升分布,溫度梯度逐漸增大,在出料口處底部玻璃液溫度達到最高溫度1465 ℃;窯爐玻璃液溫度在垂直方向上隨玻璃液深度增加,溫度下降梯度逐漸減小。
(2)窯爐中的玻璃液流場存在一個大環流,熱點區域至投料區域的環流為玻璃液的主要流動形式;流出窯爐的玻璃液主要是窯爐底部的前進玻璃液流,投料區熔融玻璃液下降流為窯爐底部玻璃液前進流的主要補充形式。
(3)電助熔對配合料均化、熔化和提高玻璃液質量有較大幫助,電助熔分布區域面積較大,同組電助熔電極布置間距大于組距,使電極間產生的局部微循環主要在沿窯爐寬度方向上,在一定程度上增加了對玻璃液的攪拌功能,同其它局部玻璃液環流共同作用,提高了玻璃液的均勻性。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
今日農業(2021年9期)2021-11-26 07:41:24
計算機應用(2021年4期)2021-04-20 14:06:36
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
