俄羅斯某天然氣管道環焊接頭失效原因分析
2021-11-04 03:37:38李嘉良編譯
焊管 2021年10期
李嘉良 編譯
(中移系統集成有限公司, 成都 610041)
管道運行過程中出現的各種失效, 都會造成巨大的財產損失和生態破壞。 管道成功安裝和使用源自對管道的運行狀態、 管體和焊接接頭損傷累積過程以及斷裂機理的研究。 俄羅斯奧倫堡凝析油氣藏輸送管道采用17G1S 鋼, 輸氣工作壓力5.5 MPa, 管道直徑1 020 mm, 壁厚14 mm。 該環焊接頭失效前, 管道服役33 年, 運行中未發現故障。 該管道曾進行了局部的無損檢測, 焊接接頭失效發生在未檢查的區域, 且造成管道的泄壓。本研究分析了該天然氣管道焊接接頭失效的原因,以期對油氣管道環焊縫失效分析提供參考和借鑒。
1 研究方法
本研究對17G1S 鋼管道的環焊接頭和母材金屬進行了分析。 采用初始參數法分析了焊接接頭斷裂截面區域的應力-應變狀態。 該方法基于通用的梁彎曲撓度公式的應用, 允許在不需要求解復雜方程組的情況下確定橫截面撓度和角撓度。 使用尼康Epiphot 200 光學顯微鏡對焊接接頭和斷裂區的金屬進行金相分析; 借助PMI-MASTER 13L0059 光譜儀對金屬的化學成分進行光譜分析; 根據GOST 1497-84 和GOST 10446-80 標準, 使用MTS 65/G試驗機進行金屬的拉伸試驗; 根據GOST 9013-59,借助TK-2M 裝置測量金屬洛氏硬度; 根據RD 50-672-88 斷裂形貌分類以及斷口圖譜參考數據, 對損傷和斷裂的機理進行了研究。
2 結果與討論
2.1 受力分析
測試結果表明, 鋼管壁厚為13.0~14.6 mm,在斷裂焊接接頭區域的內外表面上未檢測到腐蝕損傷。 泄漏區域宏觀形貌如圖1 所示。 管道的總周長為3 202 mm, 裂紋長度為1 890 mm。 裂紋在焊縫上擴展了1 460 mm, 在基體金屬上擴展了430 mm。 裂紋的最大張開量為33 mm, 裂紋位于5 點鐘至6 點鐘的位置, 如圖1 (a) 所示。由于鋼管安裝彎曲應力的松弛以及管道區域相對于切口的不對稱位置, 當從泄漏處把管道切斷后, 管道兩部分的軸線不重合, 如圖1 (b) 所示。 當泄漏焊接接頭被切斷后, 管道區域的變形如圖2 所示。
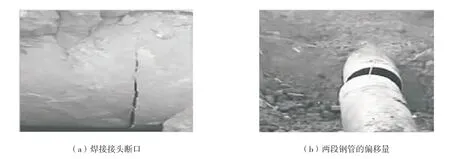
圖1 管道泄漏區域宏觀形貌
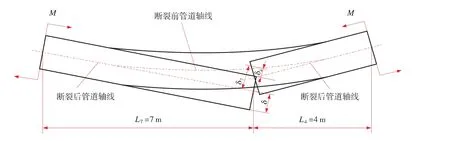
圖2 鋼管截面上彎矩M 導致的變形示意圖
由彎矩M 引起的位移為

式中: E——鋼管的彈性模量, 為2.1×105MPa;
J——鋼管橫截面的軸向慣性矩;
δ7、 δ4——分別是從焊接接頭切開處到土壤約束處距離7 m 以及4 m 處兩段管道軸線的位移, m。
公式(1) 減去公式(2), 得到

由彎矩M 產生的最大應力σb為

式中: ymax——從中性線到截面最遠點的距離, 為管子外徑De的一半, De=1.02 m。
將公式(3) 代入公式(4) 得到

式中: δ——管道切割開后兩根管子邊緣的距離, δ=0.05 m。
由管道內壓產生的環向應力為

式中: p——管道的設計壓力, p=5.5 MPa;
t——鋼管壁厚, t=14.0 mm。
由內壓產生的軸向壓力為

由溫度變化(ΔTα=10 ℃) 產生的軸向應力為

式中: α——管道線膨脹系數, α=0.000 012 deg-1。
總的軸向應力為

該管道采用17G1S 鋼 (GOST 19281), 鋼管抗拉強度為510 MPa, 屈服強度為355 MPa。 根據SP 34-116-96 《油氣管道設計、 安裝和改建指南》, 管道許用公稱壓力R 按下面的公式選取

式中: Run——鋼管材料標準規定的最小抗拉強度, MPa;
Ryn——鋼管材料標準規定的最小屈服強度, MPa;
γc——管道運行條件的允許系數, γc=0.75;
γr——與設計相關的可靠性系數, γr=1;
γm——與材料相關的可靠系數。
管道軸向應力不應超過許用應力285 MPa和鋼管屈服強度355 MPa, 實際計算的管道軸向應力為408 MPa, 已超過這兩個值。
2.2 斷口形貌及斷裂機理分析
對環焊接頭失效斷口表面的研究表明, 斷裂機制是以脆性斷裂的形式在相鄰的小區域內發生準分離, 這些小區域匯聚成一個具有一定塑性變形的單一斷裂面 (如圖3 所示, 箭頭指向人字形斷裂區域)。 脆性斷裂的特征, 如脊狀臺階、 分裂、 甚至 “舌頭”, 是準分離的典型特征。 在半脆性斷裂中, 斷裂面上是以 “羽毛” 形狀出現的微觀痕跡和類似的宏觀人字形區域 (圖3), 這種扇形痕跡的尖端指向斷裂的起始處。
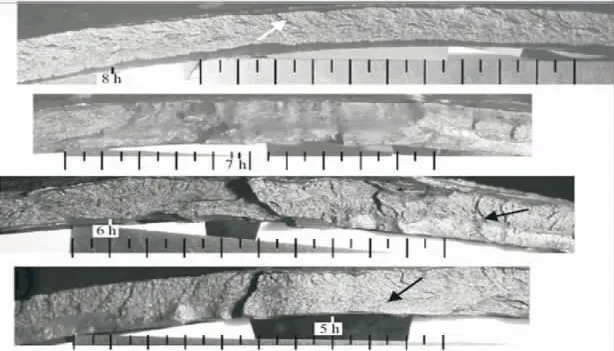
圖3 焊接接頭5 點鐘至8 點鐘位置的斷口形貌(長標記間的刻度分度值為10 mm)
在焊接接頭斷口7 點鐘位置, 觀察到一個光滑的曲面區域, 最長可達100 mm, 該區域管壁厚度與焊縫根部區域相當。 在該區域還檢測到11 mm×3 mm 的非金屬夾雜物。 斷口的曲面與管道軸線形成35 °~45°角的斜面形狀。
焊接接頭主要斷裂源位于環向5 點鐘至6 點鐘的區域, 這是缺陷的位置, 即焊縫根部的未熔合區域, 深度為6.6 mm, 長度>150 mm。
根據光譜分析結果, 焊接接頭的鑄態金屬的化學成分為10G 級, 基體金屬的含量與標準GOST 19281 的17G1S 鋼級相匹配。 鋼管母材硬度為174HB~198HB, 焊縫硬度為166HB~181HB。
根據拉伸試驗的數據, 環焊接頭屈服強度σy≥400 MPa, 抗拉強度σr≥557 MPa。 這些值超過了GOST 19281 標準17G1S 鋼的最小允許值(σy=355 MPa 和σr=510 MPa)。 焊縫金屬的塑性降低 (分別為δ=17%和ψ=46%) 可以通過焊接缺陷來解釋。 對環焊接頭金屬的拉伸試驗結果的分析表明, 金屬的強度特性提供了焊接接頭的靜態強度。
根據焊接接頭未斷裂金屬的金相研究結果,焊縫根部有未熔合缺陷, 這些缺陷會變成微裂紋源 (如圖4 和圖5 所示)。 從出現微裂紋開始,裂紋的發展階段可能達到結構極限的90%。
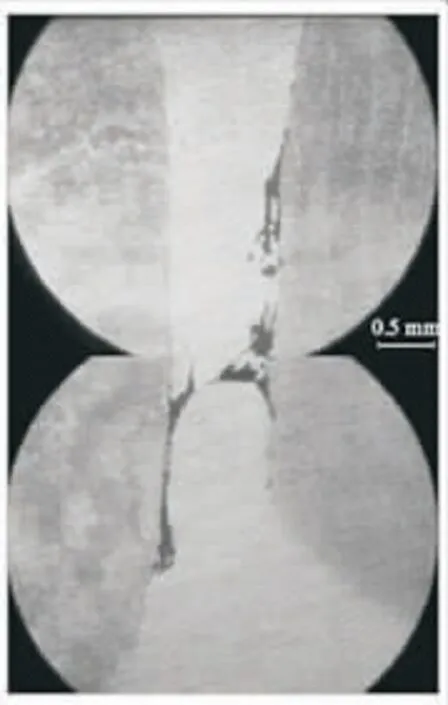
圖4 焊縫根部形成微裂紋的缺陷
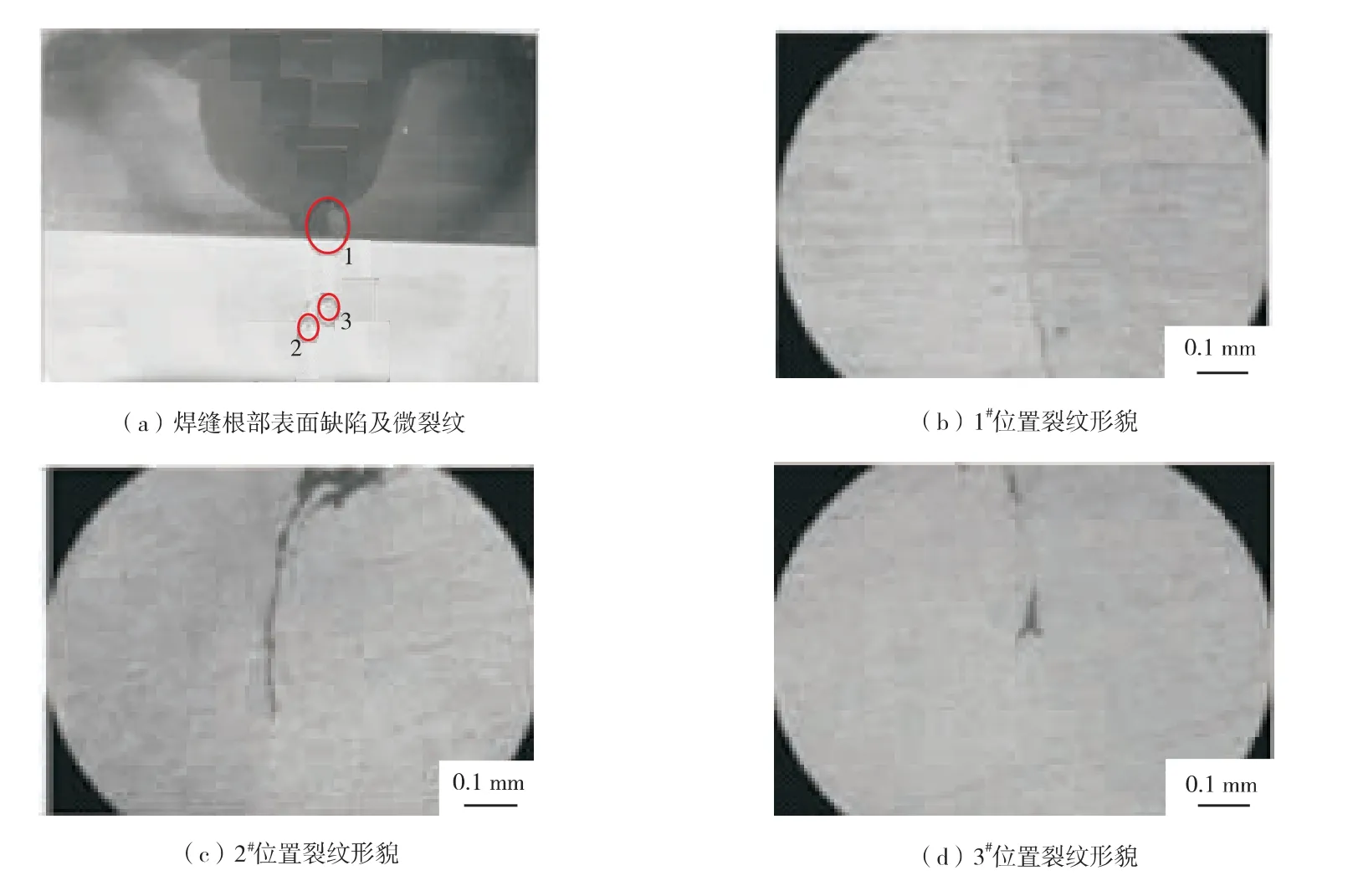
圖5 焊縫根部的表面缺陷及其發展成的微裂紋
在管道長期運行的33 年中, 由于閥門啟動時的壓力變化、 閥門的打開和關閉以及氣體溫度的變化, 靜態載荷(氣體的工作壓力、 殘余和安裝應力) 的變化不可忽略, 但本質上是復雜循環的可變載荷的變化。
環焊接頭在復合應力-應變狀態下服役, 除工作壓力外, 還受到焊接和安裝殘余應力以及多周期可變載荷的影響, 這些應力集中(焊接接頭缺陷) 引起了裂紋形核 (如圖5 所示), 這些微裂紋增長合并發展成焊接接頭失效的大裂紋。
3 結束語
該天然氣管道泄壓失效的主要原因是環焊接頭在復雜的應力-應變狀態下的疲勞擴展, 這種狀態涉及可變載荷的長期作用。 因此, 微裂紋在應力集中區(焊接接頭缺陷) 形核, 隨后發展為宏觀裂紋, 最終導致焊接接頭失效。 通過對管道環焊接頭斷裂原因的分析, 提出提高管道焊接接頭可靠性的措施: ①避免管道基體金屬和焊接接頭存在缺陷; ②通過熱處理降低焊接殘余應力,避免出現安裝應力; ③提高可變載荷的裕量。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02