后擺式螺旋焊管機組區段性遞送線中心定位方式的改進
2021-11-04 03:37:40曹文軍王冬虎王新宇
焊管 2021年10期
關鍵詞:工藝
曹文軍, 王冬虎, 王新宇, 雷 浩
(寶雞石油輸送管有限公司, 陜西 寶雞 721008)
0 前 言
隨著螺旋焊管朝著大直徑、 厚壁、 高鋼級的方向發展, 鋼管成型難度也不斷增大。 前擺式螺旋焊管機組管坯成型過程質量控制要優于后擺式機組, 主要得益于機組的鋼帶遞送線中心定位方式對于鋼帶 “鐮刀彎” 的適應性更強, 而采用邊緣定位方式的后擺式螺旋焊管機組不具備這些優點, 尤其是大直徑鋼管生產中長期存在的成型器入口位置不穩定帶來的管坯成型縫質量問題。 本研究是在保留后擺式機組局部區段鋼帶邊緣定位方式不變的前提下, 對局部區段遞送線中心定位方式進行改造, 從而提升機組成型能力。
1 后擺式螺旋焊管機組成型工藝
1.1 鋼帶邊緣定位工藝
螺旋焊管機組拆卷后, 鋼帶進入成型器向左螺旋前進卷成管坯, 這種旋轉出管的方式稱為左旋成型。 左旋成型時, 鋼帶左側邊緣先通過焊墊輥中心點, 等待鋼帶右邊緣旋轉一周后相互嚙合卷成管坯。 鋼帶左側邊緣始終通過成型器轉盤回轉中心的遞送線定位方式稱之為鋼帶邊緣定位, 通常后擺式螺旋焊管機組都是采用鋼帶邊緣定位方式。
圖1 所示是后擺式邊緣定位焊管機組。 換道時鋼帶工作寬度的增加和減少可以通過自由邊(鋼帶右側綠色線條) 上限位立輥的進退數據進行調整。 通過設備安裝中心線(紅色線條) 對比可看出, 鋼帶自由邊距離設備右邊還有空間, 而鋼帶左邊灰色邊緣已接近設備邊緣極限。
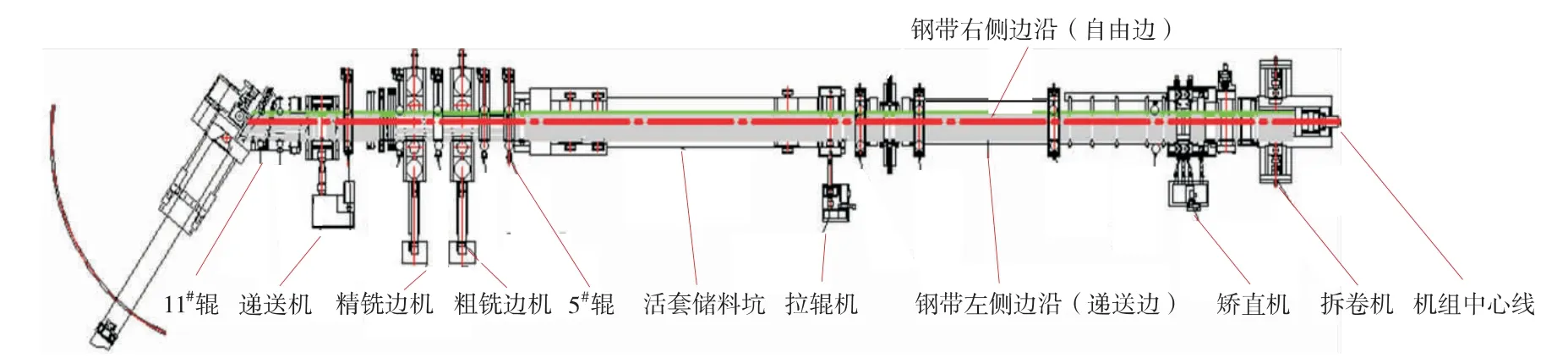
圖1 后擺式邊緣定位焊管機組示意圖
為改進鋼帶儲料工藝方式, 近10 年來出現了帶飛焊小車的焊管機組。 鋼帶對接工作中, 小車在坑道里可通過離合器隨鋼帶同步移動, 小車上的矯平機、 遞送機等雖然可以靈活調整, 實現與鋼帶對中的功能, 但是部分設備如拉輥、 立輥、 拆卷機等仍是左側鋼帶遞送線邊緣定位。
任何形式的焊管機組成型工藝, 都要確保鋼帶進入成型器之前保持其邊緣平直無波浪且與遞送線吻合。 即使其他工序上的遞送位置略微跑偏, 也要保證該段位置的相對準確, 確保成型入口處鋼帶位于機組遞送線位置。 但事實上, 后擺機組銑邊機前后區段的鋼帶右側單邊“波浪” 頻繁出現。 可以通過利用活套儲料坑和增加機組距離的方式, 降低鋼帶 “鐮刀彎”對成型工藝的影響。
1.2 鋼帶邊緣定位工藝存在的問題
1.2.1 對大直徑鋼管適應性差
大直徑鋼管一般具有較大成型角和壁厚, 而后擺機組距離較長, 對于較小成型角生產工藝,單位鋼管長度上“鐮刀彎” 長度較短, 使成型器內荒管的自由邊加工余量減少, 成型縫問題就較少; 而對于較大成型角的生產工藝, 單位鋼管長度上的“鐮刀彎” 長度較長, 使得成型器內荒管的自由邊加工余量增加, 且大成型角成型縫松緊程度相對入口位置變化較敏感。 另外, 較薄鋼帶“鐮刀彎” 造成一側“波浪”, 但大壁厚鋼帶彎度會直接造成遞送線位置偏離, 因此較大規格鋼管的成型縫穩定性會大大降低, 此時遞送線控制難度加大, 鋼帶邊緣定位工藝的缺點就會突顯出來。
1.2.2 對有彎度的鋼帶適應性差
受鋼廠原料限制, 一半數量的鋼帶板型為不理想狀態, 即存在鋼帶 “鐮刀彎”。 GB/T 709—2019 要求, 鋼帶不銑邊時每5 000 mm 長度范圍允許出現弦高≤20 mm 側向彎度, 尤其是鋼帶頭尾部7~8 m 長度存在嚴重的 “鐮刀彎”, 這種現象稱為鋼帶側向彎度, 分為左彎和右彎兩種:
(1) 為適應較大寬度鋼帶換道生產需求,各崗位的限位立輥和設備右側設計留出較大空間, 位置向右偏移時不會碰到設備右側機架。 鋼帶左側 “波浪” 實質是 “向右鐮刀彎”, 要想解決這一問題, 可以通過拆卷機向右大幅橫移把鋼卷臨時向機組右側移位, 消除鋼帶左側“波浪”,同時以減輕對左側粗銑刀盤的銑削壓力, 確保銑邊機至成型器入口這一局部區段的鋼帶遞送線位置平直, 滿足成型工藝需求。 這是后擺機組拆卷矯平機處鋼帶大量偏右運行卻沒有影響到成型穩定的原因。
(2) 鋼帶右側 “波浪” 我們定義為 “向左鐮刀彎”, 要想解決這一問題, 按照與第一種情況相反的操作原理, 通過拆卷機向左大幅橫移把鋼卷向機組左側移位, 消除鋼帶右側“波浪”。 但是在長距離機組上, 左側定位立輥后退空間較小,同時拆卷機向左大幅移動功能受阻, 機組鋼帶右側“波浪” 始終沒有得到解決。 從活套坑入口處到粗銑邊機, 會出現鋼帶偏離遞送線的現象, 且鋼帶右側的粗銑刀盤銑削量很大, 最終使成型器入口位置持續向左發展, 成型器入口處的11#左立輥長期受力過大造成鋼帶鈍邊擠厚, 限位作用失效, 當成型縫后橋微調角度彌補能力不足時,就會造成管坯開縫。
1.3 生產實例
(1) 實例1: 最早的后擺式機組的老式儲料坑深度有15 m, 正常生產中鋼帶對頭時, 應儲滿80%的儲料量, 懸掛在儲料坑出口大滾筒上鋼帶遞送線位置不一定準確, 同時存在跑偏趨勢持續惡化的問題, 導致右側立輥 (圖1 中5#立輥) 頻繁損壞。 為此, 對后擺式機組成型工藝進行了優化, 要求任何時候后擺式焊管機組活套坑內不允許儲料。
(2) 實例2: 小直徑焊管生產常常要使用縱剪鋼帶, 鋼卷縱剪一分為二后形成了一左一右對應的單、 雙數字驗號的兩個鋼卷, 這種鋼帶存在“鐮刀彎” 特征, 尤其是單號鋼卷的成型器入口位置大量偏左, 造成管坯成型能力和質量急劇下降。一般生產車間采取的措施都是采用單號鋼卷集中單獨投用和臨時調整成型角的方式保證生產質量。
2 前擺式螺旋焊管機組
2.1 鋼帶中心定位機組基本情況
前擺式中心定位焊管機組如圖2 所示, 起初為實現撬裝化而設計的前擺式機組前后橋都在地面以上安裝, 前后橋長度各約25 m, 成型器底座為上下兩層設計, 且上層具備可調功能, 機組前橋所有設備包括限位立輥按照中心對稱布局, 紅色中心線是鋼帶(遞送) 中心線, 同時也是機組中心線; 兩側所有限位立輥和銑邊機位置按照中心線對稱安裝, 根據鋼帶寬度可向兩側前進或后退。 其他動力和工藝設備底座位置不需要移位。
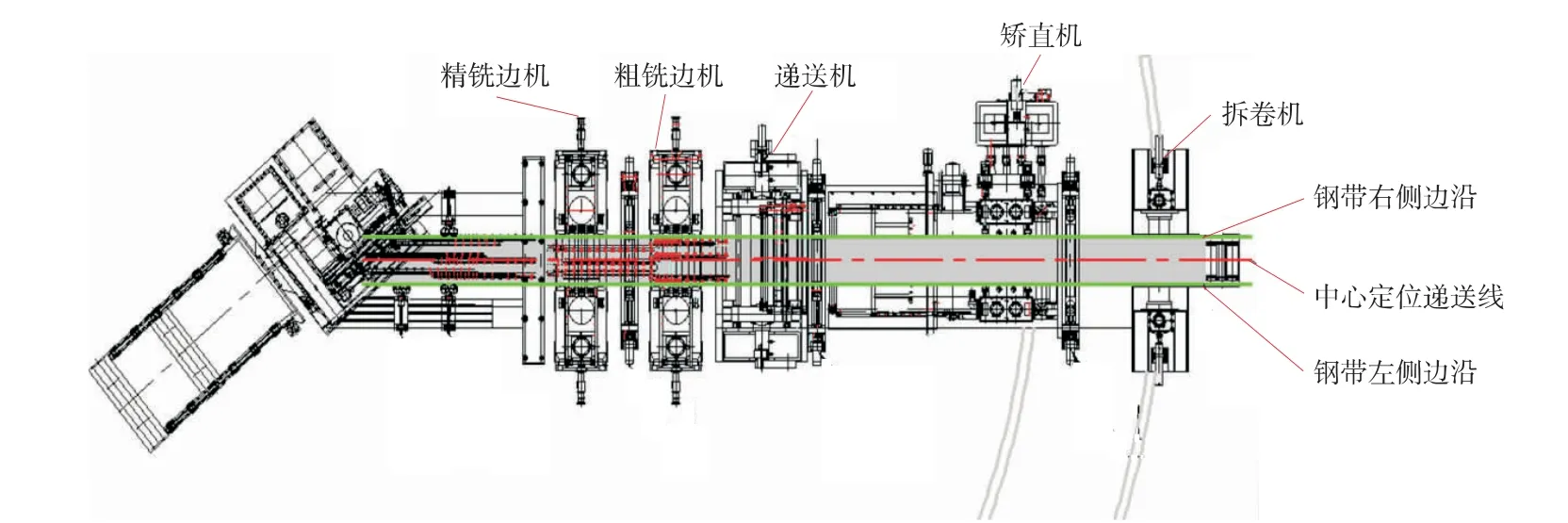
圖2 前擺式中心定位焊管機組示意圖
2.2 鋼帶中心定位機組的優勢
為預防較大壁厚焊管生產中鋼帶遞送線容易出現成型器入口處不穩定的問題, 通過微調和預設成型輥角度可以使成型器內荒管具備一定向右的后坐力, 但缺點是自由邊坡口鈍邊擠厚加劇。實際上鋼帶彎度向左偏移是難以有效控制的, 所以解決成型器入口位置遞送線不穩定問題還得從整個機組的成型系統對遞送線位置進行優化。
某前擺式焊管機組具備2 000 mm 板寬生產能力, 按國內各鋼廠實際鋼帶軋制能力提供的最大鋼帶1 750 mm 寬度考慮, 在機組投用生產時, 左右限位立輥各有125 mm 退開余量, 當有彎度的鋼帶出現時, 可以參考銑邊機前立輥受力和數據變化情況得出鋼帶彎度趨勢, 進而對拆卷橫移方向作相應操作, 人為釋放由彎度造成的波浪, 但不會完全將波浪消除。 如在鋼帶對接焊縫前后的送料位置上, 不能僅參考銑邊機前立輥受力和銑削量情況。 最終目的也是確保銑邊機至成型器入口這一段的遞送線相對準確。 因此, 鋼帶中心定位方式最重要的優勢是具備了鋼帶位置左右靈活調整的功能, 對有彎度鋼帶的適應性更強。
3 基于后擺式機組的鋼帶中心定位工藝
后擺式機組可以分為兩段 (見圖1), 成型器到銑邊機6#立輥這一段繼續保持原有的邊緣定位方式不變。 重點是把活套坑出口的5#立輥至拆卷機這一區段的所有設備和立輥的設備基礎全部發生改變, 按照最大板寬定位設計成設備中心安裝調整布局, 留出較大的設備寬度余量。 每次換道前, 與中心定位機組的換道工藝一樣, 計算出設備和立輥對中進退量, 以此指導換道工作。 此方法可有效消除原有邊緣定位的 “一邊墻效應”, 達到了采用中心定位方式改造和提升后擺式機組成型系統工藝能力的目的。
4 結 論
(1) 后擺式螺旋埋弧焊管機組, 銑邊機前立輥至拆卷機區段內鋼帶遞送線不完全是中心定位方式, 降低了成型系統的工藝能力。
(2) 前擺式螺旋埋弧焊管機組的遞送線中心定位方式, 能夠對鋼帶的遞送位置進行左右調整和糾偏, 采用此定位方式對后擺式機組的區段性鋼帶遞送方式進行改進, 有效提升了焊管機組成型工藝能力。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52