X120 管線鋼激光-電弧復合焊接頭組織及硬度分析
2021-11-04 03:37:28王媛媛
焊管 2021年10期
劉 博, 王媛媛, 李 彬
(中車大同電力機車有限公司, 山西 大同 037000)
0 前 言
管道輸送是石油、 天然氣長距離輸送的主要方式, 為減少管線建設投資和運輸成本, 采用高壓、 大直徑、 高鋼級管線鋼管是石油、 天然氣長輸管道發展的必然趨勢[1-3]。 我國輸氣管道建設起步較晚, 隨著近年來西氣東輸和中俄東線管道的建設, X80 管線鋼管得到了大量應用, 標志著我國輸氣管道技術全面提升到一個新的高度[4]。
X100 和X120 管線鋼的應用具有巨大的經濟效益, 可節約油氣管道建設成本5%~18%, 主要體現在節約材料、 提高輸送壓力、 減少施工量和降低維護成本等方面[5-7]。 但是, X120 管線鋼的工業化應用進展緩慢, 主要原因之一是與之匹配的管道焊接技術相對滯后。 超高強管線鋼的含碳量較小, 焊接接頭不易產生冷裂紋, 氫致裂紋的敏感性降低, 有益于焊接[8]。 但X120 管線鋼具有很高的潔凈度、 均勻性和超細化的晶粒組織, 面臨的主要焊接難題是如何防止焊接熱影響區的晶粒粗化、 局部軟化與脆化, 如何實現焊縫金屬的晶粒細化與純凈化。 近年來, 行業學者通過采用多絲埋弧焊方法對X120 管線鋼進行了焊接試驗, 發現最突出的問題是焊接熱影響區的粗晶區和兩相區韌性較低, 難以滿足工程要求[9]。由于激光-電弧復合焊的熱源能量密度集中、 熱輸入小, 因而熱影響區較小, 焊接接頭的力學性能優異。 筆者采用激光-電弧復合焊工藝進行X120 管線鋼的焊接試驗, 并對焊接接頭的組織與性能進行分析與研究。
1 試驗材料及方法
1.1 試驗材料
試驗材料采用的規格為120 mm×150 mm×14.5 mm 的X120 管線鋼, 其化學成分及力學性能見表1 和表2。 電弧焊采用Φ1.2 mm 的THG-80 實心焊絲, 其化學成分和熔敷金屬力學性能見表3 和表4。
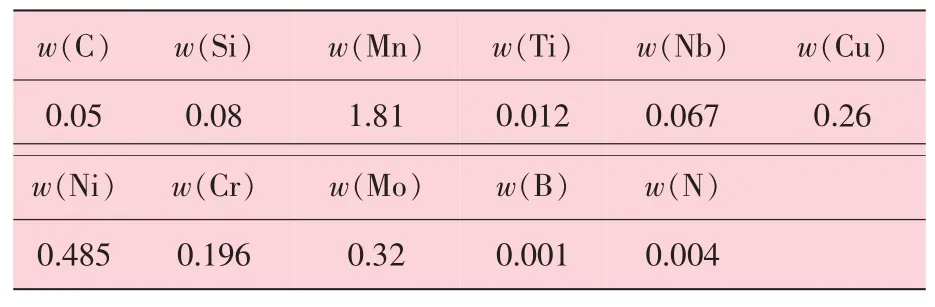
表1 X120 管線鋼的化學成分 %

表2 X120 管線鋼的力學性能
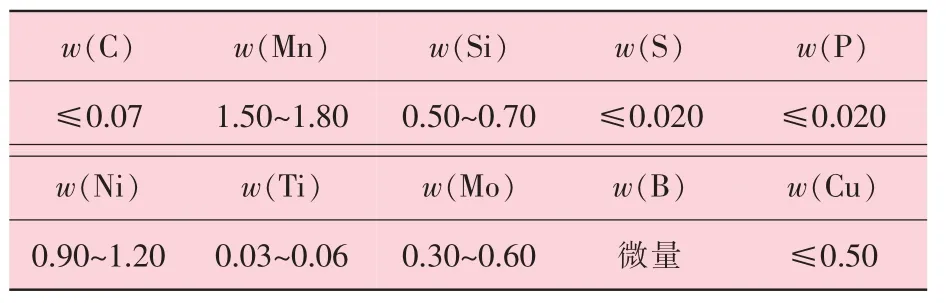
表3 THG-80 焊絲的化學成分 %

表4 THG-80 焊絲熔敷金屬力學性能
1.2 試驗方法
激光-電弧復合焊的基本原理是將物理性質和能量傳輸機制兩種截然不同的熱源復合在一起, 既充分發揮了兩種熱源各自的優勢, 又相互彌補了各自的不足, 能夠提高焊接效率和焊縫質量[10], 激光-電弧復合焊接過程如圖1 所示。 試驗采用KUKA/KR30HA 型焊接機器人和IPG/YLS-4000 光纖激光器焊接設備對X120 管線鋼平板對接焊縫進行多層多道焊, 焊接坡口形式如圖2 所示。 首道焊接采用純激光打底, 后續道次采用激光-電弧復合焊進行填充, 復合焊接工藝參數見表5。 1#試樣為純激光打底焊, 2#試樣在1#試樣的基礎上增加第1 道填充焊, 3#試樣增加第2 道填充焊, 以此類推, 6#試樣完成第5 道填充后填滿坡口。
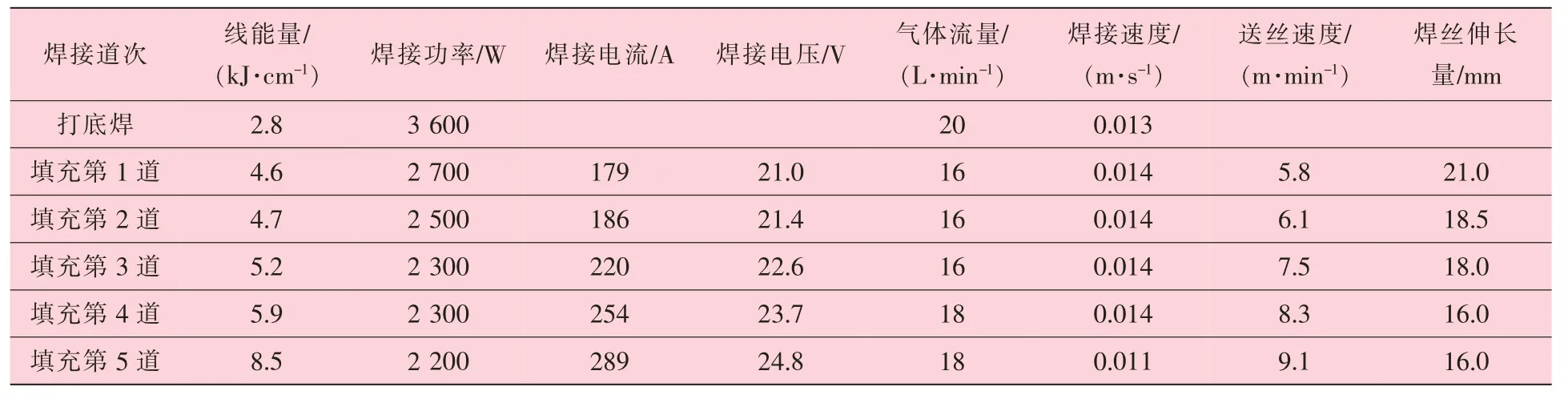
表5 X120 管線鋼激光-電弧復合焊接參數
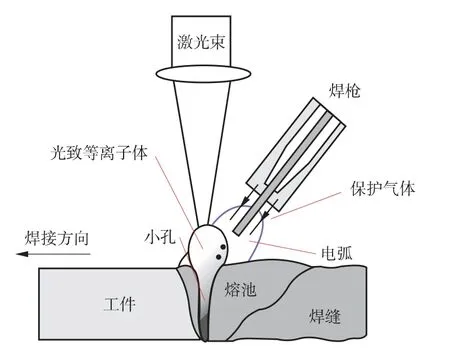
圖1 激光-電弧復合焊接過程示意圖
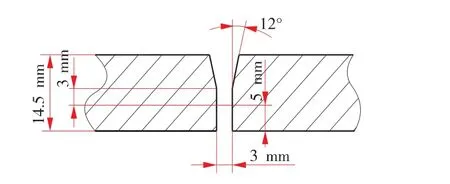
圖2 管線鋼板激光-電弧復合焊接坡口示意圖
將焊接完成后的試樣進行線切割, 截取所需金相試樣通過拋光處理后, 分別采用GX51型奧林巴斯顯微鏡和蔡司stemi2000-C 體視顯微鏡進行焊縫輪廓和金相組織的觀察與分析,并對試樣進行硬度檢測。 最后將直徑3 mm、厚度30~40 μm 的試樣放入MTP-1A 型磁力驅動雙噴電解減薄儀中進行減薄后, 采用JEM-2100 型透射電子顯微鏡對試樣進行顯微組織觀察。
2 試驗結果及分析
目前國內外主要通過采取控軋控冷工藝生產高鋼級管線鋼, 在制管焊接的過程中, 焊縫的熱影響區普遍存在軟化現象[11], 熱影響區組織和性能的一系列變化將直接影響管線鋼的質量及性能[12]。 熱影響區粗晶區是焊接接頭最薄弱的部位, 在多層多道焊的每一道填充后, 焊縫的組織和性能都會發生顯著的變化, 因此,粗晶區的組織和性能是研究多層多道焊工藝的關鍵因素。
2.1 熱影響區光學顯微鏡(OM) 分析
2.1.1 不同線能量下熱影響區粗晶區的微觀組織
圖3 所示為不同線能量下熱影響區粗晶區組織。 圖3 (a) 是1#試樣, 微觀組織為馬氏體+鐵素體; 圖3 (b) 是2#試樣, 微觀組織為鐵素體+馬氏體; 圖3 (c) 是4#試樣, 微觀組織為馬氏體+鐵素體+粒狀貝氏體; 圖3 (d) 是6#試樣, 微觀組織為鐵素體+馬氏體+大量粒狀貝氏體。 隨著線能量的提高, 晶粒尺寸不斷增大, 馬氏體的板條束寬度和束群寬度不斷增大, 同時馬氏體的自回火程度增強, 組織由馬氏體向粒狀貝氏體進行轉化。
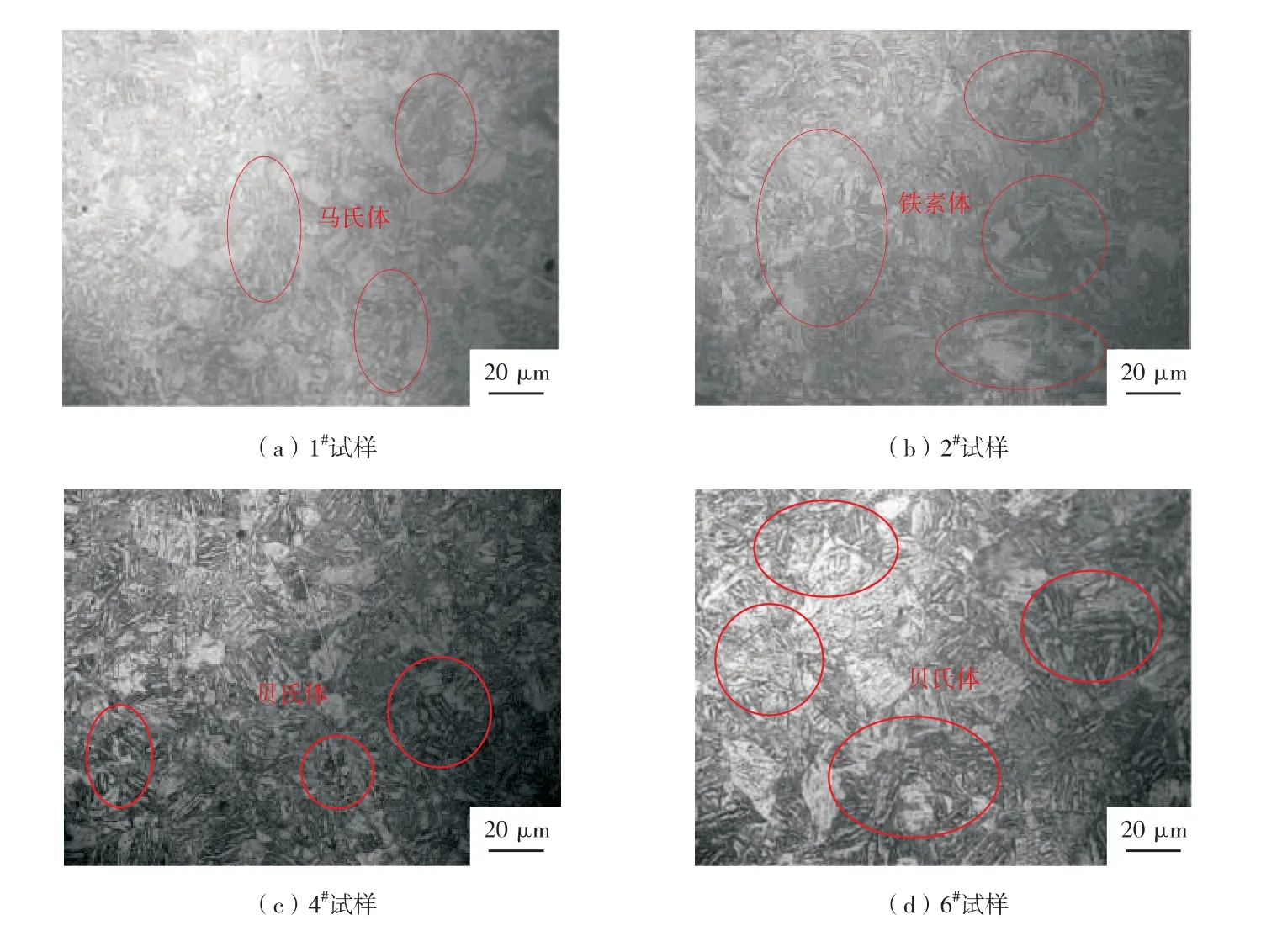
圖3 不同熱輸入下熱影響區粗晶區的微觀組織
2.1.2 多層多道焊接對熱影響區粗晶區的影響
圖4 為激光-電弧復合多層焊接時第3 層與第4層填充焊熱影響區相互作用。 圖5 所示為第3層與第4 層填充焊熱影響區不同位置微觀組織。 圖5 分別對應圖4 中a~e 區域, a 區域微觀組織為馬氏體+針狀鐵素體, b 區域為針狀鐵素體+馬氏體,c 區域為馬氏體+針狀鐵素體+少量粒狀貝氏體, d區域微觀組織為少量馬氏體+少量針狀鐵素體+粒狀貝氏體, e 區域為大量粒狀貝氏體+鐵素體。
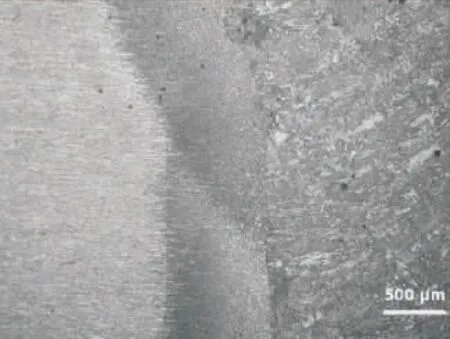
圖4 第3 層與第4 層填充焊熱影響區相互作用情況
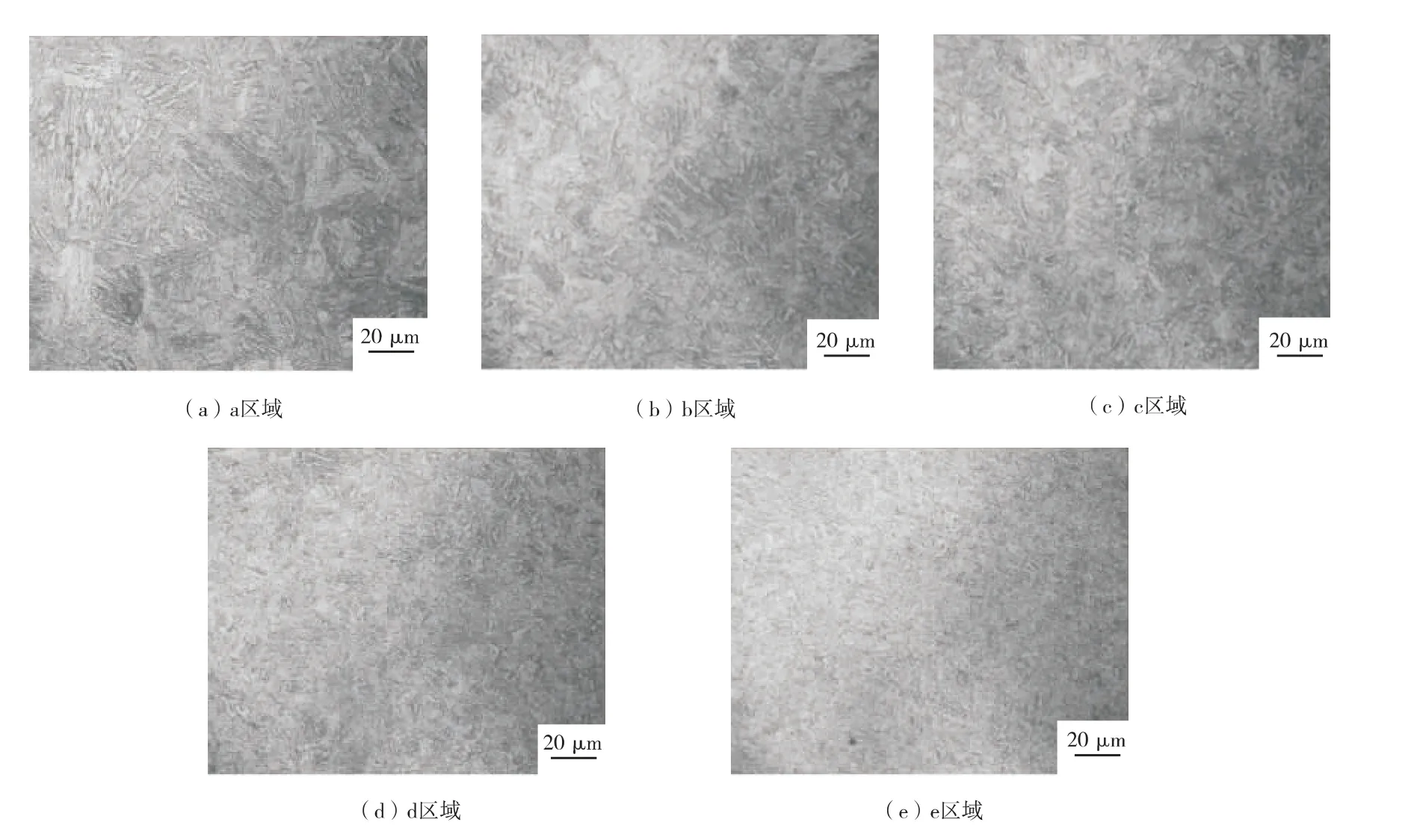
圖5 第3 層與第4 層填充焊熱影響區不同位置的微觀組織
圖4 中, a 區域距離后一道填充較近, 其熱輸入更大, 晶粒尺寸與未進行填充之前相比有所增大, 同時a 區域的冷卻速度較快, 因此顯微組織中馬氏體的含量較多。 從a~e 區域, 熱輸入逐漸減小, 在e 區域上, 等同于在原組織的基礎上進行了回火處理, 使馬氏體分解, 形成粒狀貝氏體。
2.2 熱影響區透射電子顯微鏡(TEM) 分析
圖6 所示為通過透射電子顯微鏡觀察到的6#試樣接頭底部熱影響區組織。 通過圖6 (a) 可以發現, 熱影響區的組織主要為貝氏體-鐵素體(BF), 其板條束的寬度為400~500 nm, 板條束呈平行排列分布, 邊界較為平直規整。 觀察板條束的內部發現有高密度的位錯纏結, 且位錯纏結的程度較大。 通過圖6 (b) 可以發現, 板條束之間分布著第二相, 并且第二相呈現薄膜狀或針狀分布。
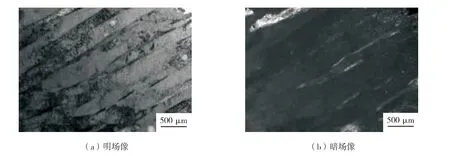
圖6 焊接接頭熱影響區TEM 分析結果
2.3 焊接接頭硬度分析
圖7 所示為不同線能量下焊接接頭的硬度分布情況, 測試位置為接頭上部的表層位置。 從圖7可以看出, 隨著線能量的不斷提升, 硬度值呈現下降趨勢, 線能量為2.8 kJ/cm 的1#試樣顯微硬度最大, 其值約為410 HV; 線能量為8.5 kJ/cm的6#試樣顯微硬度值最小, 約為355 HV。 主要原因可能是由于形成的板條馬氏體淬硬傾向大,隨著線能量的提升, 馬氏體轉化為硬度值較小的粒狀貝氏體。
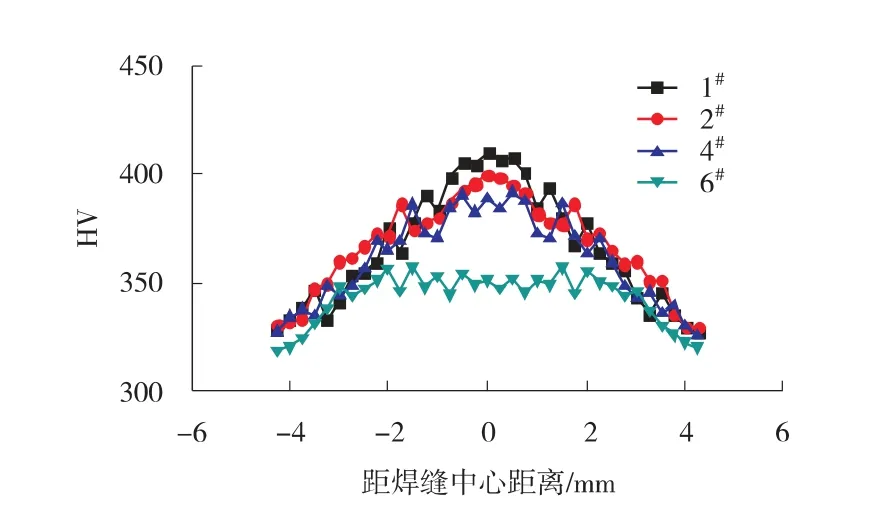
圖7 不同線能量下焊接接頭的硬度分布
3 結 論
(1) X120 管線鋼激光-電弧復合焊中, 熱影響區粗晶區的組織主要為馬氏體+鐵素體+粒狀貝氏體, 同時隨著線能量的不斷提高, 晶粒尺寸不斷增大, 馬氏體板條束的寬度和束群的寬度不斷增大, 馬氏體的回火程度不斷加強。
(2) 在激光-電弧復合多層多道焊接中, 熔合線附近晶粒大小呈現梯度變化, 且在熔合線由上到下的區域, 由于冷卻速度的減緩和熱輸入的增加, 其組織也由馬氏體向粒狀貝氏體轉化。
(3) X120 管線鋼經激光-電弧復合焊后, 焊接接頭硬度的峰值會隨著焊接線能量的增大而減小。 當線能量為2.8 kJ/cm 時, 其硬度的峰值為410 HV; 線能量為8.5 kJ/cm 時, 其硬度的峰值為355HV。