基于多件裝夾方法的數控夾具設計研究
2021-10-20 09:51:48張國政
蕪湖職業技術學院學報 2021年3期
楊 磊,張國政
(安徽機電職業技術學院 機械工程學院,安徽 蕪湖 241002)
面向當前制造裝備制造業發展,絕大多數生產型企業都普遍使用數控機床,數控加工是一種柔性好、功能強且適用于單件小批量生產的加工方式。在大規模批量加工的情況下,為充分發揮數控機床的性能,采用多件裝夾設計方法研制的數控夾具裝置,可提高數控機床的加工效率。研究人員根據加工中心機床的類型及實際應用現狀和加工中心工序集中對夾具設計的要求,給出加工中心夾具設計的基本流程;通過分析加工中心夾具應滿足多件裝夾、多工位與多工序裝夾的設計要點,分別提出采用一體多件裝夾夾具設計方法和多工位旋轉定位夾具設計方法,并給出了企業相關夾具的設計實例。[1]利于多件裝夾設計方法設計的一體多件裝夾夾具和多工位旋轉夾具,在一定程度上解決了數控加工工序集中對夾具柔性化要求。[2-6]以被裝夾工件為對象進行有限元分析,觀察工件上夾緊要素是否合適,若不考慮定位誤差的影響,其裝夾變形量可控制在其工序公差的(1/3~1/5)。[7]若考慮整個裝夾布局的合理性,在有限元分析基礎上,結合計算機相關智能算法可進一步優化裝夾布局。史冊等[8]運用ANSYS進行建模并與遺傳算法進行接口的操作,采用正交試驗設計的方法選擇更好的遺傳算法參數,多種方法融合進行裝夾優化。
以上文獻均分析了裝夾設計及優化,但未考慮采用多件裝夾設計方法設計數控夾具的情況。當夾緊力為水平方向作用夾緊時,可導致夾具體結構因應力集中而變形,進而影響工件裝夾精度,若工件加工精度要求高時會影響零件關鍵工序精度。為此,本文采用三維有限元方法,分析幾種拉桿式夾具體結構,并提出對稱式夾具結構來解決此類問題。
1 有關多件裝夾方法及問題
1.1 多件裝夾設計方法
多件裝夾設計方法應用在數控夾具設計中主要是滿足數控加工中心機床工序集中的要求。周太平等[9]設計了一種可以一次性裝夾6個和8個工件的數控加工中心夾具裝置。張國政等[1]根據此夾具裝置分析,提出了多件裝夾設計方法要點,并針對三軸聯動、四軸聯動等分別給出了一體多件裝夾和多工序、多工位旋轉裝夾等設計要點,這些要點成為多件裝夾設計方法研制數控夾具所參考的基本原則,在生產實際和工程實踐中得到廣泛應用。為此,多件裝夾設計方法就是設計的數控夾具可以裝夾多個工件進而滿足一道或多道加工工序的方法。為了進一步闡明多件裝夾設計方法,以下通過一個實例來進一步說明。如圖1所示的某軸承套件,針對該件圓柱表面徑向孔?13鉆、鉸工序的裝夾問題,在文獻[10]中,比較分析了三種類型裝夾方案,并通過三維有限元方法對被裝夾工件進行分析,得出徑向夾緊力方向可降低工件夾緊變形而導致的裝夾誤差,以V型塊定位取代了傳統芯軸定位,并在此基礎上運用多件裝夾方法設計了多件裝夾夾具裝置,如圖2所示:
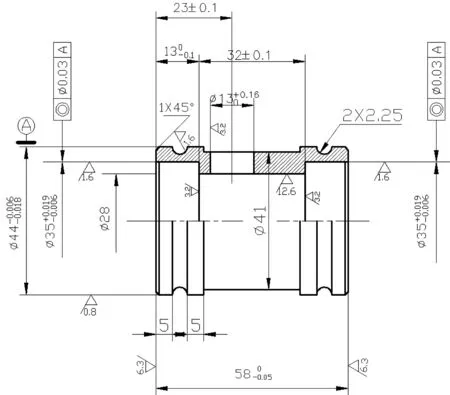
圖1 某軸承套件工程圖
圖2中,傳統單件裝夾的夾具裝置是典型的鉆夾具,該夾具可安裝在普通鉆床,如立式鉆床、搖臂式鉆床等,由工人操作鉆床完成相應工序的加工工作,該方式勞動強度大,且生產效率低。采用多件裝夾設計方法,將傳統單件裝夾改進為多件裝夾數控夾具,可以滿足數控機床多工序集中加工要求,單件裝夾可以設計成兩件甚至更多件裝夾,數控機床可以按程序自動完成鉆、鉸等多工位、多工序的加工。
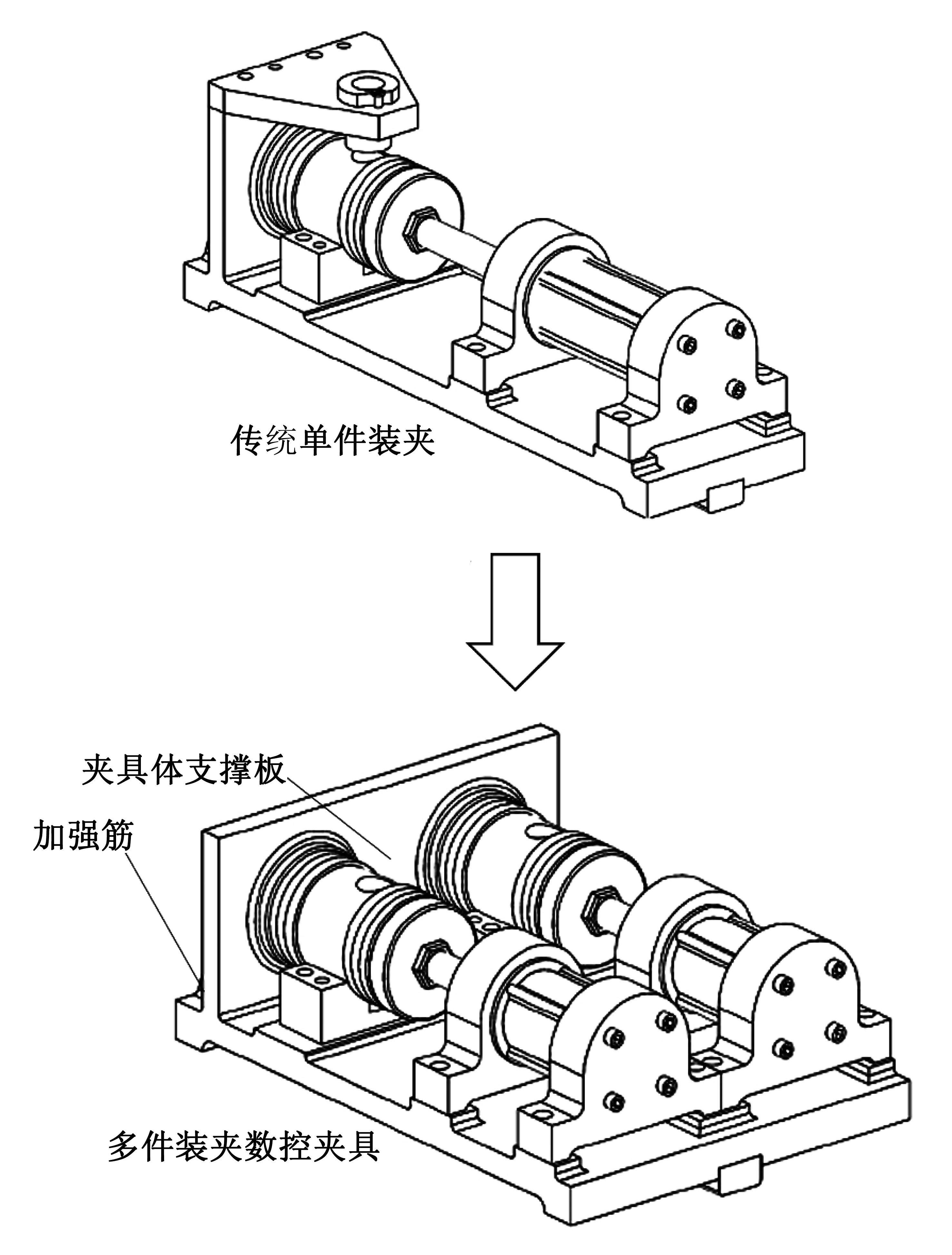
圖2 多件裝夾設計示意圖
1.2 夾具體應力集中變形問題
多件裝夾夾具的設計方法能夠提高實際生產效率,但多件裝夾的夾具體結構變形問題常不被重視,如圖2所示的水平夾緊力方向所導致夾具體支撐板部分變形,通過在夾具體支撐板后背設計加強筋,增強夾具體支撐板的強度,可降低因夾具體支撐板變形而導致的裝夾誤差,從而保證所裝夾工件的精度。在傳統夾具體設計中,夾具體是以灰鑄鐵材料通過鑄造方式為主,加強筋也是夾具體零件的一部分,夾具體作為一個重要零件,其結構、形狀、尺寸及精度等特征屬性是無法更改的,如果裝夾工件不處于加工狀態,那么夾具體就不能夠重復使用到其他夾具裝置中,造成一定的浪費。在現代數控夾具設計中,為了考慮夾具可重構性,夾具體不適合采用鑄造結構,而盡量采用優質碳素結構鋼,如常見的45#鋼,這些材料表面熱處理后,其硬度和耐磨性提高很多,適用于組合夾具的各個功能元件,可以根據裝夾工藝要求進行拆卸、保存及重復使用,這是現代數控夾具設計的主要特點。夾具體作為非標準零部件,不能看成是一個整體,應該由可拆卸的支撐板、加強筋、底板等部分零件裝配而成,采用專門安裝的加強筋不利于增加支撐板處的強度,且安裝不方便。
2 基于多件裝夾方法的數控夾具設計
2.1 拉桿式多件裝夾夾具
拉桿的作用與加強筋的作用理論上是一樣的,但在夾具體上安裝時比設計加強筋要方便得多,但拉桿設計的根數對夾具體結構變形影響較大。以下將從2件裝夾夾具和6件裝夾夾具裝置進行比較分析,通過ANSYS軟件分析其應力應變情況,進而闡明拉桿設計個數的特征和重要性。
技術人員在其基礎上設計了2根拉桿,拉桿和夾具體材料都選用45#鋼,夾具裝置的2處設置安裝部位給定同樣的夾緊力后(其每處施加的夾緊力大小為1760 N),用ANSYS軟件分析其應力應變情況,如圖3所示,其最大應力值為11.8994 MPa,主要集中在夾具體支撐板和夾具體底座之間的連接處。采用以上同樣大小作用的夾緊力后,通過對增設2個拉桿后的夾具體結構件進行有限元分析,其最大應力值為9.468 MPa,如圖4所示。為此,當裝夾2個工件的夾緊裝置采用2根拉桿可以有效降低夾具體支撐板的應力應變,從而提高夾具體結構的強度和剛性,降低夾具體變形而導致的裝夾誤差,這與夾具體結構設計加強筋的作用相同。

圖3 裝夾2件夾具體結構有限元分析
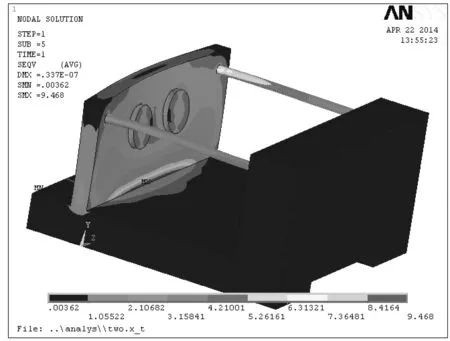
圖4 設置2根拉桿式的2件裝夾夾具體結構有限元分析
在多件裝夾中,如果裝夾工件數量是2個以上時還通過2根拉桿是否也能有效降低夾具體結構應力大小,這是工程實踐中還沒有具體分析的問題。為此,以裝夾6個工件的夾具體結構進行分析,夾具裝置上6處的夾緊力大小及夾具體材料等條件與裝夾2件時相同,通過三維有限元方法分別對不設置拉桿、設置2根拉桿及設置3根拉桿進行分析比較。
不設置拉桿時的最大應力值為20.9531 MPa,其最大應力發生在夾具體支撐板與夾具體底座之間連接處;設置2根拉桿時的最大應力值為21.1507 MPa,其最大應力還是發生在夾具體支撐板與夾具體底座之間連接處,這充分說明所設置的2根拉桿沒有起到降低夾具體支撐板承受力的作用,反而導致了夾具體支撐板與夾具體底座之間連接處應力更加集中;設置3根拉桿時的最大應力值為23.5184 MPa,但其最大應力由設置的中間拉桿所承受,而夾具體支撐板與夾具體底座之間連接處的最大應力不超過15.6804 MPa,這說明增加了拉桿數量導致了夾具體承受力更大,但主要應力集中在中間拉桿上,而夾具體支撐板的整體承受力在減小。以此類推,多件裝夾工件的個數越多,設置的拉桿數也要增加,進而可提高夾具體結構整體剛性。
2.2 對稱式多件裝夾夾具
以上分析了拉桿式多件裝夾夾具的夾具體結構應力問題,但隨著裝夾工件的數量增加,所要設置的拉桿數量也要相應增加,而設置在中間的拉桿必然會干涉刀具的運行,若裝夾的工件較大時,必然會增加夾具體的整體尺寸,反而不如設置加強筋的夾具體結構緊湊,這也不符合數控夾具的設計要求。為此,本文提出一種對稱式多件裝夾夾具,可避免采用拉桿及加強筋,可有效提高夾具體整體剛性。如圖5所示的一種對稱式多件裝夾夾具裝置,該裝置在其夾具體支撐板兩側對稱設計所要裝夾定位的工件,對稱裝夾的工件其夾緊力作用在夾具體支撐板兩側,利用其受力的作用力和反作用力原理,使得夾具體支撐板受力平衡,夾具體整體受力大小因相互抵消為零,對稱式多件裝夾夾具裝置為批量生產的精密工件的數控加工提供了良好的方案,同時配備氣動或液壓夾緊可有效控制夾緊力平衡,提高裝夾效率。
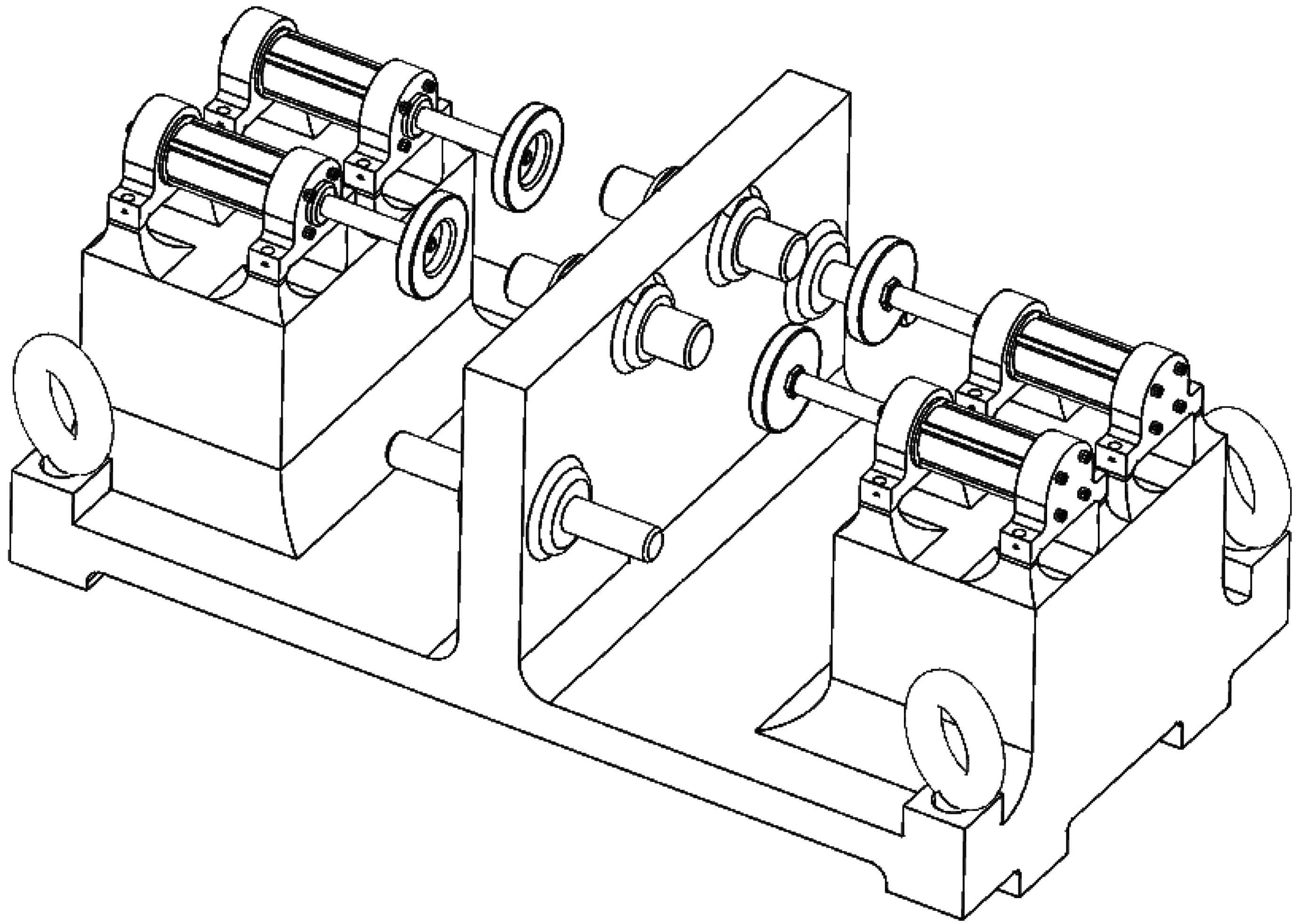
圖5 對稱式多件裝夾夾具示例
3 結論
多件裝夾夾具是現代數控夾具設計的典型裝置,它能有效解決大規模定制批量生產時工件裝夾問題,在多件裝夾過程中充分發揮數控機床的加工能力,從而提高工件數控加工的生產效率。為了提高多件裝夾夾具的可重構性,改變傳統鑄造式夾具體結構,采用拉桿替代鑄造的加強筋,在水平方向夾緊力作用下的夾具體結構應力變形問題,具有以下幾方面情況:
(1)在裝夾2個工件時,設置2根拉桿的夾具體結構可降低其應力,拉桿與夾具體上鑄造的加強筋效果相同。
(2)在裝夾2個以上工件時,設置2根拉桿的夾具體結構會增加夾具體支撐板與夾具體底座之間連接處應力,需通過在其中間部位設置第3根拉桿可有效降低夾具體結構應力。
(3)采用對稱式夾具體結構可有效解決水平方向夾緊力導致的應力集中變形,使得夾具體結構緊湊,提升了多件裝夾后的生產效率,為企業實際生產提供可借鑒的設計方案。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
意林原創版(2016年10期)2016-11-25 10:28:30
Coco薇(2016年2期)2016-03-22 02:42:52
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
