輪式銑刨機行走折疊裝置結構分析與優化
2021-09-26 01:59:46洪印濤許明明
黎明職業大學學報 2021年2期
關鍵詞:變形
洪印濤,許明明
(黎明職業大學 智能制造工程學院,福建 泉州 362000)
路面銑刨機作為高等級公路及城市養護機械化的主要的機種之一,可以實現瀝青舊路再生利用。主要用于維修翻新瀝青混凝土路面層,可以用于清除路面油浪、鼓包、網紋、車轍等缺陷,還可以用于開挖路面溝槽以及實現水泥路面的拉毛及面層錯臺的銑平[1]。在路面周期性養護的高峰階段,很多市政部門或者大型小區也都配備銑刨機,主要以窄體輪式銑刨機為主,方便停放及養護,具有較高的便攜性[2]。銑刨機的構造主要包括車架、輸料裝置、行走系統、動力系統、控制系統、工作裝置等。因此,銑刨機可以按照銑刨寬度、輸料形式、銑刨驅動形式、行走驅動形式進行分類[3]。本文主要研究市政使用的小型銑刨機,以徐州某公司XM101Q為車型[4],重點研究其后輪折疊腿在使用過程中的受力情況,擬為中小型銑刨機的設計開發提供一些參考。
1 銑刨機工作原理
1.1 銑刨驅動系統
銑刨驅動系統采用機械鏈傳動驅動方式,具有銑刨平穩、傳動效率高的特點。該系統由發動機、彈性聯軸器、離合器、傳動軸、齒輪箱、鏈條等主要部件組成。采用進口高彈性聯軸器,緩沖銑刨路面時產生的沖擊載荷,保護傳動系。傳動上裝有安全銷,當遇到較大的沖擊或載荷過大時,安全銷斷裂,保護傳動系統不受損壞[5]。
1.2 銑刨裝置
刀頭采用美國凱南麥特刀頭、刀座,堅固耐用。硬質合金材料的刀頭具有超強的耐磨性,使用壽命長。以螺旋排布形式,使刀具的受力更為合理,減少刀具的非正常磨損;銑刨輪進行動平衡試驗,最大限度減小由于偏心帶導致的震動和噪聲[6]。
1.3 行走驅動系統
行走驅動系統采用液壓機械混合驅動形式,分為工作和行走兩檔速度。系統主要部件為行走泵、行走馬達、齒輪箱、傳動軸、前橋、左右后輪等。行駛速度可達13 km/h,轉場速度快,特別適合市區性質范圍內的轉場施工,節省時間和運輸成本。XM101Q的最大工作速度可達21 m/min,并具有行車制動,可增加操作的安全性。
1.4 支腿升降裝置
為實現后輪支腿的折疊,升降內筒與牽引外筒之間形成一個封閉的液壓缸。升降內筒可以在牽引外筒上沿鍵槽上下移動。當支腿需要切換位置時,可以將升降內筒升起,脫離地面以便進行折疊;當支腿折疊移動到所需位置后再將內筒降下,使輪胎與地面接觸。折疊過程中支腿繞著旋轉軸進行旋轉,旋轉支撐板起支撐固定作用。如圖1所示。
支腿的升降折疊可以實現不同的功能,具備優良的貼邊銑刨功能。常規情況下,右后支腿處于機架外側,左右兩后輪為同軸,可以進行普通路況以及井蓋等特殊路況的銑刨。而當銑刨公路邊緣時,左、右后輪可方便地折疊旋入機架內側,實現貼邊銑刨[7]。
2 仿真模型的建立和驗證
在使用過程中,出現后輪支腿升降裝置內筒底座變形及焊縫開裂現象,因此,對后輪支腿升降裝置做結構仿真分析。
2.1 后輪模型網格劃分
通過hypermesh(有限元網格劃分)軟件手動進行劃分,主要采用正六面體網格,以增加仿真的精確性。劃分網格前須去除一些對仿真結果影響不大的細節,簡化模型,減少網格處理后整體的分析計算量[8]。去除的細節主要有模型的倒角、細小的孔、對結果影響不大的細小曲面等。劃分后的網格模型如圖2所示。
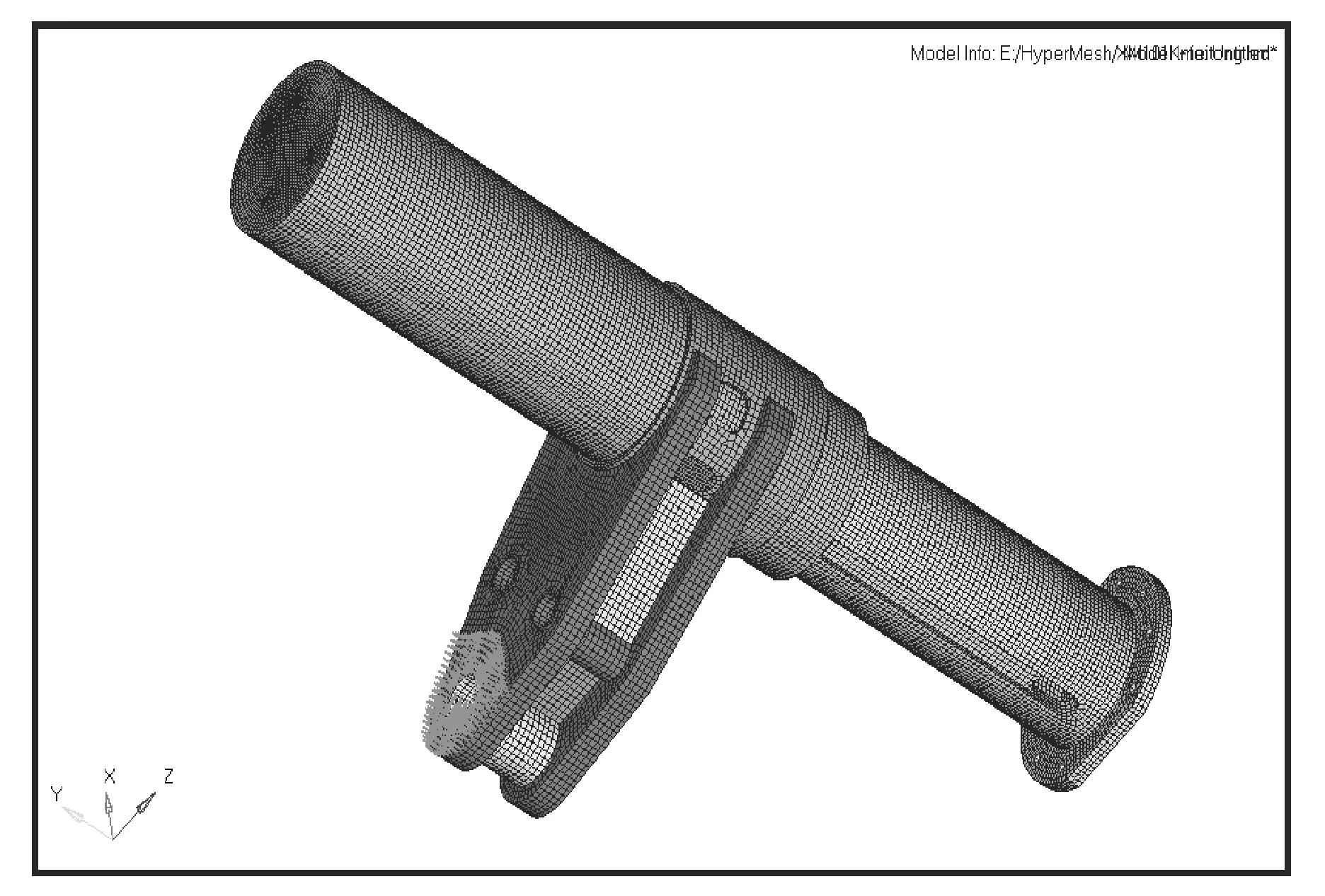
圖2 XM101Q支腿有限元網格劃分模型
2.2 材料屬性添加
在Ansys(有限元仿真分析)軟件中添加材料屬性,各零部件接觸參數如表1所示。
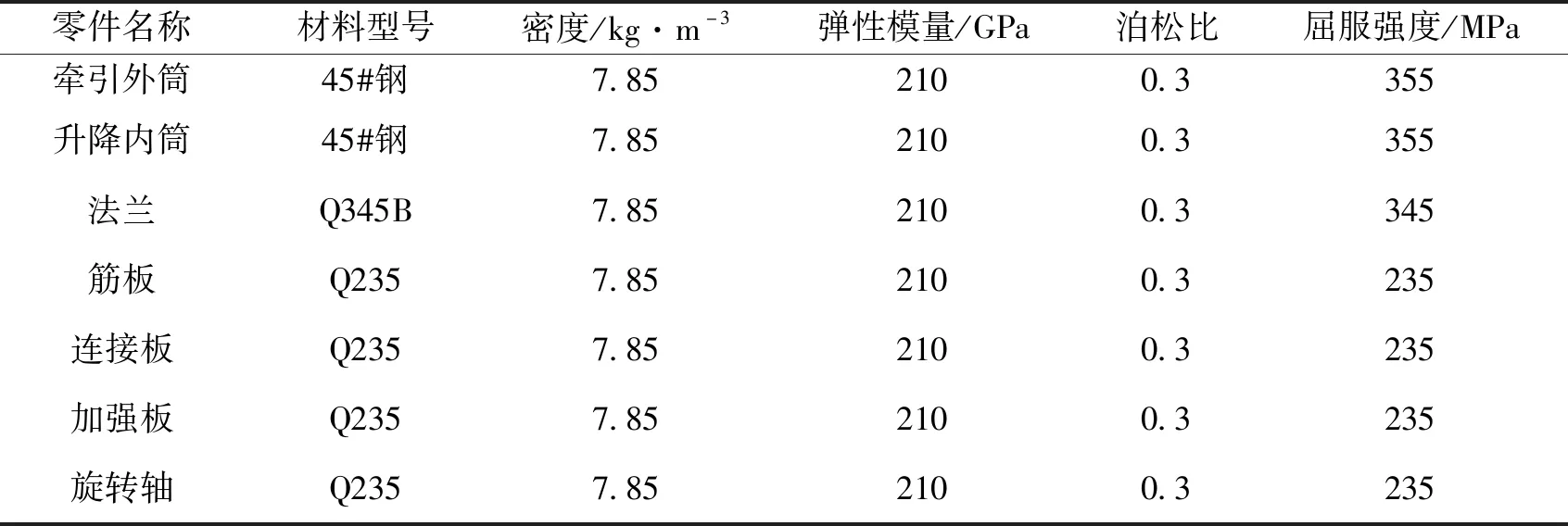
表1 升降裝置零件材料屬性
2.3 定義零件的接觸形式
升降內筒與牽引外筒之間、外筒上的鍵與升降內筒上的鍵槽之間、牽引外筒和鍵之間,在正常工作時均無相對運動,因此,零件內的接觸設為boned(粘結)方式[9]。升降內筒與法蘭盤之間,牽引外筒與加強板、筋板、連接板、旋轉軸之間采用焊接形式連接[10]。整個裝配件共有8個接觸對,如圖3所示。

圖3 支腿載荷施加位置(共 8個接觸對)
2.4 載荷與固定約束設置
經過力學模型簡化,支腿升降裝置固定約束設定在法蘭盤螺栓上,如圖4所示。
因銑刨機工作時,為攤鋪均勻,一般為勻速前進,故認為此時支腿所受的載荷為恒力。XM101Q的工作速度為0~13 m/min,額定功率為125 kW,整機額定功率為14 500 kg,發動機轉速2 200 r/min。通過理論力學計算,可將受力載荷分為兩個恒力:一個是垂直方向的載荷45 kN,作用在旋轉支撐板上;另一個力是水平方向的牽引力86.9 kN,均勻作用在旋轉軸上。
3 計算結果分析
計算結果主要從支腿折疊部件整體、支腿內筒和支腿外筒3個方面查看。
支腿折疊部件整體最大變形5.4 mm,出現在外筒上部,由上而下逐漸減小。整體最大應力489 MPa,出現在支腿底部焊接處,主要是彎矩所致。如圖5、圖6所示。
外筒最大變形5.4 mm,出現在外筒頂部;外筒最大應力79.1 MPa,出現在鍵槽孔處。如圖7、圖8所示。

圖7 支腿外筒變形云圖 圖8 支腿外筒應力云圖
內筒最大變形3.2 mm,出現在頂部,由上至下變形逐漸減小。內筒最大應力312.3 MPa,出現在底處。內筒與鍵槽接觸處最大應力127.1 MPa。如圖9、圖10所示。

圖9 支腿內筒變形云圖 圖10 支腿內筒與鍵槽接觸處應力云圖
這是因為零件為兩端受力,底端固定約束,因此內筒的最大變形在最上端;而底端與連接板及固定板焊接一起,在兩端受力時,外筒頂端最先變形。內外筒應力最大處為內外筒升降導向裝配位置,主要原因是設備工作時,外筒上的伸縮鍵與內筒鍵槽過盈配合。隨著鍵槽與導向鍵之間的力增大到一定數值后,內外筒筒壁之間開始大面積接觸受力,承擔內外筒的主要載荷,因此鍵槽位置的受力不會過大。
4 結論與建議
通過結構分析可知,支腿大部分零件所受的應力強度滿足許用應力要求。但升降內筒與法蘭盤焊接處所受應力最大,并且部分應力集中在法蘭盤螺栓連接處,整體最大應力在489 MPa,主要是彎矩所致。為改善后輪支腿升降裝置在正常使用中出現的部分機型內筒底座變形及焊縫開裂現象,建議如下。
(1)改進升降內筒與法蘭盤連接處的焊接工藝。裝配時,焊件應保證軸向對準,盡可能減少其表面錯邊;施焊前,清除焊縫邊緣上的氧化物、潮濕和油污等,焊縫間隙和坡口應符合焊接工藝標準;焊接后,焊縫表面不應有裂紋、焊瘤、氣孔、咬邊以及未填滿的弧坑和凹陷,如有以上缺陷應及時修補。
(2)增大法蘭盤的尺寸厚度,在使用工況載荷不變的情況下,減少螺栓連接處的應力,將法蘭盤的厚度由原有的1.6 cm提高為4 cm,將底部的最大應力控制在200 MPa以內。
(3)在不影響內筒升降行程的前提下,也可在法蘭盤與升降內筒之間增加加強筋,但具體受力情況應重新進行受力分析評估。
按以上措施進行整改后,仍須對銑刨機的后續售后使用進行跟進反饋,落實改進效果。傳統的機械設計往往采用公式計算的方式。但設計零件較多時,傳統的設計無法對所有零件進行設計驗算,而使用仿真軟件則可以對可能發生故障的部件和部位進行預測,降低計算強度,縮短工期,有效降低故障率。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
