平整機的原理分析及其缺陷與對策探討
2021-09-22 22:18:33劉韋臣
中國房地產業·中旬 2021年7期
劉韋臣
【摘要】近年來在經濟高速發展的背景下,工業技術也得以大幅進步,市場需求方對于軋制帶材的板形質量和力學性能提出了更高的要求與標準。為達到市場要求與行業標準,對軋制帶材進行深加工便成為帶鋼生產企業的核心要務。而使用平整機對軋制帶材進行小延伸率的軋制已經成為一種提升板形質量和力學性能的重要方式。然而,隨著時間推移,平整機缺陷導致的故障與問題日益尖銳,鋼鐵企業管想要在行業白熱化競爭中脫穎而出,就必須要高度重視平整機缺陷問題,并主動尋求解決平整機現有缺陷的改進措施。本文探討了平整機的工作原理與各部件作用,分析了平整機三種常見缺陷,并據此提出了具有針對性的改進對策:通過對吹掃系統進行多維度優化改造,解決平整液殘留形成銹斑的缺陷;通過對噴吹導軌開設油孔和油槽,解決噴吹導板卡死的缺陷;通過科學合理地設定與優化平整機張力,解決帶鋼殘余應力大引起帶鋼翹曲的缺陷,保證帶鋼生產企業在使用平整機進行深加工過程中生產出板形質量和力學性能符合更高標準的軋制帶材。
【關鍵詞】平整機;缺陷;改進對策
【DOI】10.12334/j.issn.1002-8536.2021.
20.007
1、平整機概述
正文涉及到的平整機為高強連續酸洗機組光整機,是4輥濕式平整機,其作用是除去帶鋼屈服點,提升帶材板形,控制帶材外表面光滑度,消除表面鋅花。
光整機的設備主要組成為:兩個液壓缸牌坊,一對上、下工作輥,一對上、下支撐輥,兩個輥壓液壓缸,一個軋制線調節裝置,輔助輥(包括:張力輥、防纏輥、水平導向輥、轉向輥),支撐輥驅動,換輥裝置。
2、平整機工作原理
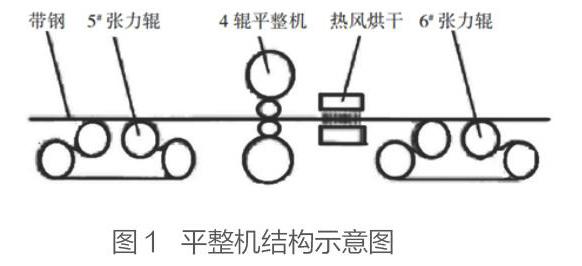
圖1所示為4輥式平整機的結構示意圖,其主要部件為工作輥彎輥裝置、下支承輥推上裝置、上支承輥平衡裝置、工作輥快速更換裝置、下支承輥傳動裝置等。
工作輥彎輥裝置可以在規定范圍內讓輥縫同板材形狀適配,借助操作側的彎輥缸能夠實現上輥與下輥能夠實現正、負彎曲,以此改善帶材自身存在的板形不符問題。下支承輥的軸承座將生成的軋制力傳遞到推上油缸所在的壓力板上,通過裝載于推上油缸上的壓力傳感器測量軋制力,下輥位置則由同樣裝載于推上油缸上的位置傳感器進行測量并加以控制。上工作輥位置由上部裝置測量并加以控制,可以保證帶材在生產過程中能夠保持一個恒定的軋制線高度。
為了保證生產效率,平整機一般會裝載工作輥快速更換裝置從而在機架內部實現工作輥的自動切換,可將切換時間控制在2分鐘。下支承輥借助大小不一的齒輪和萬向軸來進行傳動,以此確保平整機的工作輥能夠實現高效的更換。軋制工作會在帶鋼表面附著平整介質,而布置于出口處的大功率噴吹裝置可有效吹走這些介質。
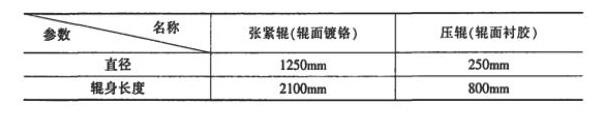
在設備前方裝載有張緊輥,由一對張緊輥和一根壓緊輥組成。布置在出口活套的出口位置,主要作用是拉拽出活套帶鋼,可生成最大為4.72kgf/mm2的后張力。張緊輥則布置在平整機出口處,可生成最大為4.55kgf/mm2的前張力。張緊輥由減速馬達單獨傳動,其外表面進行了毛化鍍鉻輥處理以解決輥子精度不高、耐磨性不足的缺陷。前后馬達驅動時會產生速度差從而形成張力,為后續軋制工作傳輸后張力。液壓缸通過連桿設備進行壓緊操作,萬向軸則是通過齒輪馬達傳動完成夾送操作。壓緊輥的主要功能是在帶材喪失張力時進行壓緊操作。相關技術參數如下所示:
平整機的功能:通過帶材的軋制以優化其形裝、控制其光滑度,解決屈服平臺出現而導致的成品質量下降。
平整機具有以下特性:應用濕平整的工藝流程,向平整機進口位置的工作輥表面噴射脫鹽水,能夠有效防止帶鋼粘結;而吹氣設備則負責在后續流程中吹干帶材表面附著的脫鹽水;工作輥換輥裝置包括拖車和橫移平臺兩部分,在操作側和傳動側各裝載了一套,在進行工作輥更換時,新工作輥在操作側或傳動側待命,舊工作輥借助拖車由牽引掛鉤(電動缸驅動其拖開或聯接)聯接,拖向反方向,同時拖車將新工作輥拖入軋機,使得新工作輥與舊新工作輥實現更換作業。拖車借助馬達與減速齒輪箱的速度控制操作,可在齒輪齒條上進行直線運動。工作輥在作業過程中會形成正向或負向彎曲,并由此實現輥型切換,并改變其受力分布情況,從而實現帶材板形的控制;支承輥平衡系統則能夠調整下支承輥位置,如果下支承輥損壞,支承輥平衡系統將調整輥的位置以避免磨損情況加重。而平整機正是通過以上的操作功能,實現了帶鋼的深加工。
由于平整機的各部件需要一定的間隙,難免會出現零件質量高低不一和加工精度不高的問題,在軋制作業中會形成振動效應,特別是軸承座與機架之間的間隙,會在設備高速運行時呈現出強烈的非線性振動。該振動會向扎制力方向釋放分力,導致帶材表面出現振痕。理論上來說消除下二者之間的間隙,并向承座施加一個同向于帶材運轉方向的力,就可以將振動減弱,但實際作業中這是無法實現的,因為換輥時需要間隙。因此我們可以在軸承座上布置一個平衡液壓缸,借此對承座施加一個側方向上的力以減弱軸承垂直運動,并提升軋機座、軸承座的厚度,從而實現減弱振動的目的。進行卸壓操作時,原本膨脹的帶材產生還原運動,使得帶材于下支承輥軸承之間又重新產生了間隙。此舉既保障了帶鋼的板形質量,也消除了帶材表面振痕的產生,也可以掌控到帶材的厚度。
3、平整機缺陷與對策
3.1 帶材表面平整液殘留形成銹斑
因為平整液在作業中其實際溫度較低,也不會進行加熱升溫處理,而且在出口處利用壓縮空氣裝置也無法完全消除此問題,導致液體的供應量和壓力這兩個重要參數無法達到正常數值,從而無法滿足相關的工藝標準,板材表面無法得到高效清洗,工作輥表面無法得到有效潤滑與冷卻處理,最終讓軋制后的板材表面涂油不均勻、殘余大量油污,極易在表面形成銹斑。
該問題須從多角度來進行處理,通常包括以下幾方面:不同時間段的板材溫度變化情況、平整液實際溫度、平整液所選擇的型號與品牌。還需要理清平整機生產原理以明白銹斑產生的機理,實現銹斑的科學控制,目標時把銹斑產生的范圍縮減至板材產量1%。
首先,工作人員必須將進料的表面溫度控制在20℃附近,這一步是防止銹斑產生的關鍵。
其次,工作人員要在配比、粘度和化學性方面對平整液的適應能力進行反復調整,并主動收集相關數據信息并進行診斷分析,以此作為調整各項參數的依據,并嘗試改造空氣吹掃加熱系統,根據實際工作場景調整吹掃點的位置,并嚴格實行定期更換噴嘴。通過上述操作能夠有效消除銹斑的出現,從而大幅提升帶鋼生產企業的成品品質。
3.2 帶材殘余應力過大出現翹曲現象
帶鋼生產企業可以從生產過程收集的大量真實數據得知,平整處理后的帶材內部存在的殘余應力(橫向和軋向)遠遠高于平整處理前的帶材,而且平整處理后的帶材出現的翹曲現象也與未作平整處理的帶材料有著較為明顯的差別,究其原因,主要是由于鋼鐵企業為了可以確保延伸率,因此當軋制力不斷上升和提高到理想狀態,就僅僅可以增加出入口的張力。這樣得到的對策可以減少。這樣也造成了張力值攀升至平整時的兩倍,由此便造成了張力國代引起帶材形變程度不夠、不均勻。
針對此故障,可使用以下幾個策略:
首先,科學設置機器張力,以此確保帶材的殘余應力能夠盡可能地下降。分析故障,我們可以得知故障是隨著張力的不斷增加而引發的帶材內部殘余應力相應加大,最后宏觀呈現在我們眼前的是帶材出現了十分明顯的翹曲現象。
其次,帶鋼生產企業與技術人員們需要進行反復實驗,以此在保障憑證處理的延伸率以及板形質量的前提下,發現平整處理中的張力、調整張力并實現優化張力,將平整段的張力與彎輥力降低至極限。能夠做到上述操作,就能夠切實有效的消除帶材出現的翹曲現象。
3.3 噴吹導板卡死
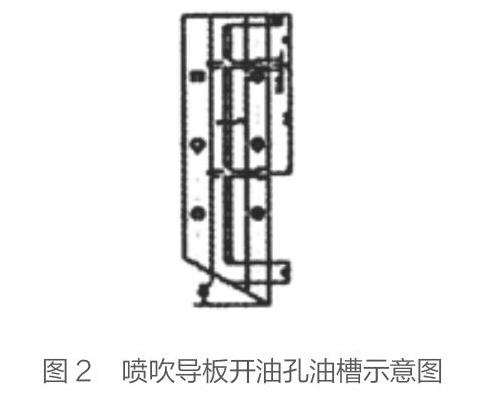
平整機出口側牌坊立柱之間裝有導板噴吹裝置,向帶鋼表面噴吹壓縮空氣,吹去軋制過程中粘在帶鋼表面的脫鹽水,噴吹裝置固定在噴吹導板上,噴吹導板由分別位于傳動側和操作側的兩只油缸驅動,正常工作時,噴吹導板距離上工作輥5mm,換輥時,噴吹導板從工作位置縮回,實現工作輥快速更換。平整機運行及換輥過程中,經常發生噴吹導板動作不靈活、傳動側和操作側噴吹導板動作不同步、甚至卡死現象,造成機組停機故障。導板和滑道之間缺少潤滑,由于1680平整機工作輥更換比較頻繁,平均每班更換一次噴吹導板上下運動次數多,造成卡阻。
要有效地解決這個故障,可以在滑道內部深2mm,寬6mm,長680mm的油槽側面開兩個Gl/4,每3M定期加油。如圖:
結語:
在帶鋼生產企業的生產作業中平整機故障是不可避免的,而要想在行業的白熱化競爭中保有差異性,首當其沖便是要高度重視平整機存在的各種缺陷問題,并主動尋求切實有效的改進措施。鋼鐵企業在日常生產過程中,需要嚴格執行機器的定期檢修工作,發現平整機在運轉時出現故障,無論大小,都需要及時處理并改善。
本文探討了平整機的工作原理與各部件作用,分析了平整機三種常見缺陷,并據此提出了具有針對性的改進對策:通過對吹掃系統進行多維度優化改造,解決了平整液殘留形成銹斑的缺陷;通過對噴吹導軌開設油孔和油槽,解決了噴吹導板卡死的缺陷;通過科學合理地設定與優化平整機張力,解決了帶鋼殘余應力大引起帶鋼翹曲的缺陷,保證了帶鋼生產企業在使用平整機進行深加工過程中生產出板形質量和力學性能符合更高標準的軋制帶材,對提高企業經濟效益具有相當積極的意義。
參考文獻:
[1]姜麗.平整機延伸率和板形控制策略研究[D].天津:河北工業大學,2015.
[2]肖帆,姜辰.1700mm帶鋼平整機的機械結構分析[J].中國新技術新產品,2017(8):38-39.
[3]袁子榮主編.液氣壓傳動與控制.重慶:重慶大學出版社 ,2001
[4]濮良貴,紀名剛主編.機械設計.北京:高等教育出版社,2001
[5]諶揚.不銹鋼熱帶連續退火爐綜述[J].工業爐,2011(3):13-15.
[6]邢巍,戚新軍.冷軋帶鋼退火原理及連退爐內露點測量與控制實踐[J].熱處理技術與裝備,2015(3):45-47.
猜你喜歡
考試周刊(2016年89期)2016-12-01 13:35:59
都市家教·下半月(2016年10期)2016-11-30 20:31:52
讀與寫·上旬刊(2016年10期)2016-11-25 17:17:00
中國市場(2016年38期)2016-11-15 23:28:53
文藝生活·下旬刊(2016年10期)2016-11-03 22:04:01
中國市場(2016年36期)2016-10-19 04:28:06
科學與財富(2016年28期)2016-10-14 21:45:00
考試周刊(2016年79期)2016-10-13 21:59:10
環球時報(2014-02-17)2014-02-17 23:50:59
