Ti6Al4V合金切削過程微觀組織演化分析*
2021-08-02 08:17:02徐江毅趙先鋒
組合機床與自動化加工技術 2021年7期
徐江毅,王 萌,周 滔,何 林,2,趙先鋒
(1.貴州大學機械工程學院,貴陽 550025;2.六盤水師范學院,貴州 六盤水 553004)
0 引言
鈦合金具有比強度高、耐熱性好、耐腐蝕性好、質量輕等一系列優良特性而廣泛應用于航空航天、汽車發動機、船舶行業[1],傳熱性差、彈性模量小[2]使其在加工過程中易產生高溫高應變率。國內外學者對鈦合金的切削加工及表面完整性進行了大量的研究,目前晶粒細化預測模型存在多種樣式,如Zener-Hollomon參數模型[3]、Kocks-Mechking位錯密度模型[4]、Johnson-Mehl-Avrami-Kolmogorov(JMAK)動態再結晶模型[5]。王升平[6]研究了Ti6AL4V鈦合金在不同切削速度下鋸齒形切屑的絕熱剪切帶的微觀組織形貌和顯微硬度。張為等[7]研究了在不同切削速度下鈦合金Ti6Al4V車削加工的表面硬化機理。Venkatachalam等[8]提出了一個基于物理的連續介質流動應力模型來解釋晶粒尺寸和位錯密度效應,但是沒有明確提供晶粒尺寸演化模型。Arsoy Y M等[9]采用基于JMAK的DEFORM 3D模型對車削Ti-6Al-4V過程進行相變和晶粒尺寸計算,同時也對顯微硬度進行了研究。Moussaoui K等[10]研究了銑削Ti-6Al-4V對顯微硬度和顯微結構的影響。
目前對鈦合金切削研究主要是基于數值模擬與實驗結合的方法,研究表面完整性、加工工藝優化和晶粒細化現象。Arrazola P J等[11]指出機加工研究主要集中于使用有限元建模方法預測組織、晶粒尺寸和顯微硬度。同時對TI6AL4V的微觀結構建模一直是許多學者的研究熱點,但目前絕大多數文獻都集中在熱加工方面。本文結合機加工實驗和運用DEFORM軟件建立三維車削仿真驗證切削力、基于JMAK動態再結晶理論建立二維車削的微觀組織變化模型,模型包括鈦合金材料的本構模型,JMAK理論,切屑的斷裂準則,并通過實驗測得的切削力和切屑形貌對仿真進行了驗證以及對切屑、已加工表面的平均晶粒尺寸的變化規律進行了研究,對于提高加工表面質量有著重要的意義。
1 晶粒度分析有限元模型
1.1 本構方程及切屑分離準則
Johnson-Cook(J-C)本構方程適用于高溫、大應變、高應變率的耦合過程,因而廣泛的應用在金屬切削的模擬過程中,在本次有限元模擬過程中采用J-C本構方程來定義Ti6Al4V材料的流動應力模型,見式(1)。鈦合金的J-C本構模型的具體參數見表1[12]。
(1)


表1 TI6AL4V的J-C本構模型參數
而在鈦合金切削有限元模擬中采用文獻[13]的物理斷裂準則對鋸齒形切屑的形成進行了模擬。具體形式為:
(2)

1.2 JMAK理論
JMAK模型的晶粒尺寸由形核和生長速率來獲得,而形核和生長速率受初始晶粒尺寸以及狀態變量(例如溫度、應變和應變速率)的影響,運用Deform內嵌的JMAK理論可以對切削鈦合金微觀組織演變進行建模,動態再結晶的體積分數用Avrami方程[9]定義為:
(3)

(4)

(5)
其中,ε是應變,R是氣體常數,εp是峰值應變,ε0.5是Xdrex=0.5的應變水平。當達到臨界應變εc=a2εp時,動態再結晶發生。則動態再結晶的晶粒尺寸大小和平均晶粒尺寸可以表示為:
(6)
davg=d0(1-Xdrex)+ddrexXdrex
(7)
Ti6Al4V合金的JMAK理論模型參數見下表2[9], Ti6Al4V合金的微觀組織由α和β兩相組成,α相約占鈦合金的90%。α晶粒的平均晶粒尺寸為d0,通過金相實驗測得α晶粒的平均尺寸約為d0=20 μm,不考慮切削過程發生的相變。
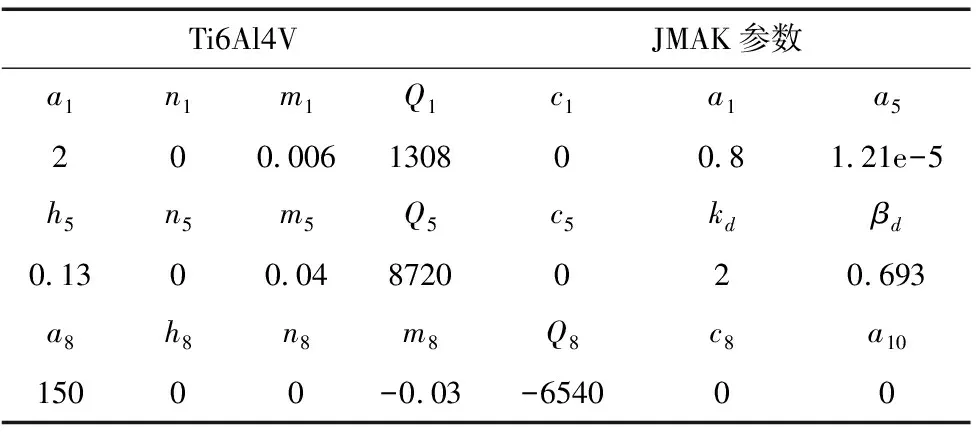
表2 Ti6Al4V的JMAK理論模型參數
2 有限元仿真與實驗分析
2.1 有限元仿真與實驗
有限元仿真采用DEFORM分析軟件,2D模擬如圖1a所示。在設置摩擦傳熱模型時,分別考慮恒定剪切摩擦因數和整體傳熱系數來模擬刀具-切屑界面之間的摩擦和傳熱條件。
鈦合金切削實驗是在數控機床上進行的,如圖2a所示,一個初始直徑為80 mm的棒樣,經過熱處理之后進行車削加工,熱處理狀態為750 ℃保溫退火1.5 h,隨后空冷至室溫,目的是為了得到鈦合金的等軸組織[15],切削參數為vc=30 m/min、80 m/min、150 m/min,每一組切削速度下分別進行進給量為f=0.05 mm/r、0.1 mm/r、0.15 mm/r、0.2 mm/r的切削加工。刀具前后角分別為10.19°和7.45°,如圖1b所示。切削加工后,切屑的幾何參數(齒頂,齒谷,齒間距離)采用SOPTOP ICX41M倒置金相顯微鏡(50X-1000X)觀察和測量。加工示意圖如圖2b所示。
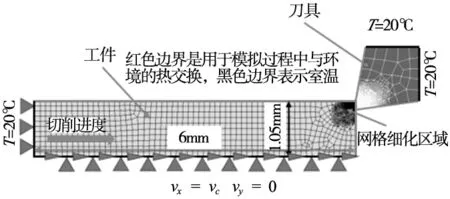
(a) 2D仿真模型
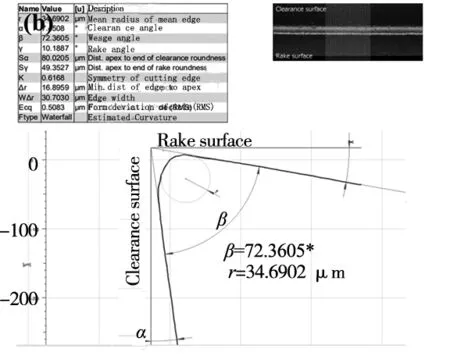
(b) 刀具幾何參數
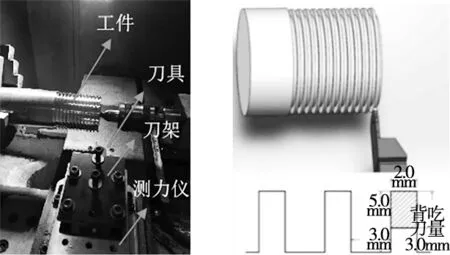
(a) 切削實驗 (b) 加工示意圖圖2 Ti6Al4V切削實驗及加工示意圖
收集每組切削參數加工產生的鈦合金鋸齒形切屑進行鑲嵌、機械研磨、拋光,采用光學顯微鏡觀察切屑形態,如圖3所示。通過測量3個鋸齒形切屑的齒頂高、齒谷高、齒間距并取平均值來表征鋸齒形切屑的形態特征,實驗結果值與仿真預測結果對比見表3,同時通過測力儀獲取切削實驗過程中的平均主切削力,實驗測試的切削力與仿真預測結果對比如圖4所示,切削力仿真平均誤差在7%以內,切屑形貌仿真平均誤差在8%以內,與實驗結果較好的吻合。
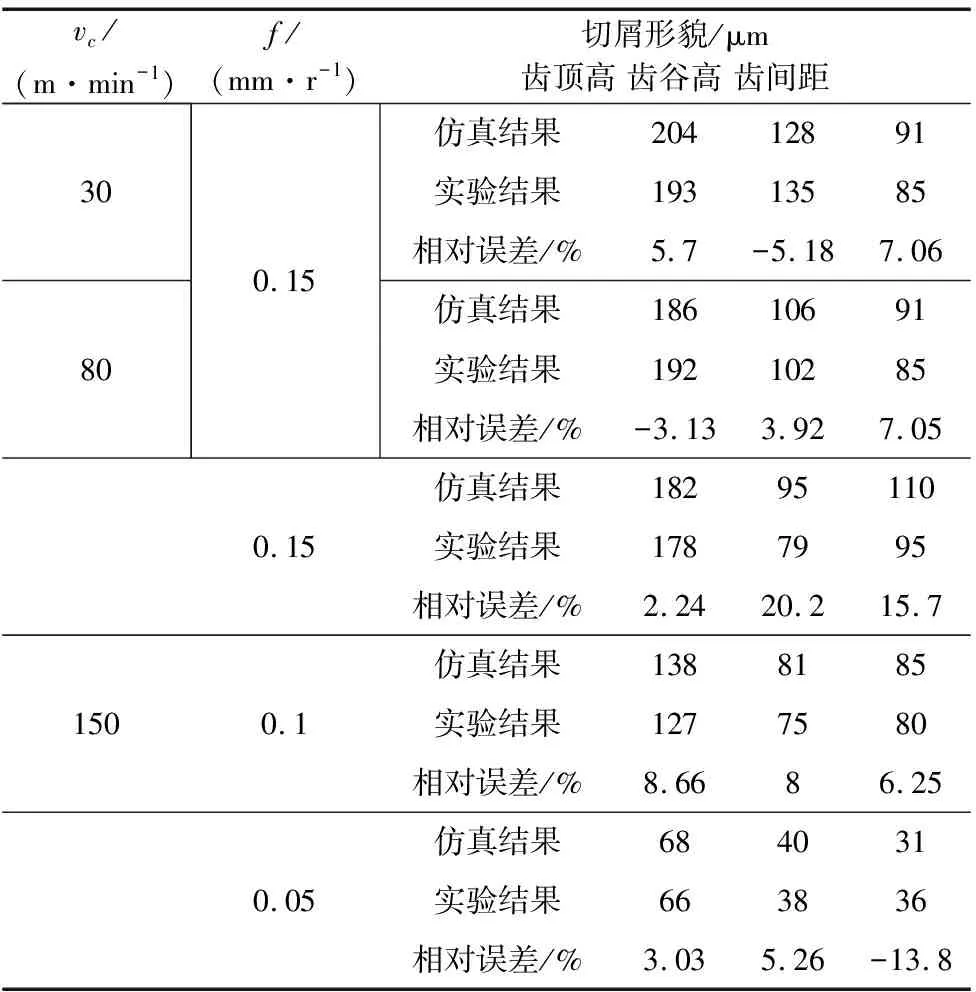
表3 不同切削速度下仿真和實驗切屑形貌對比
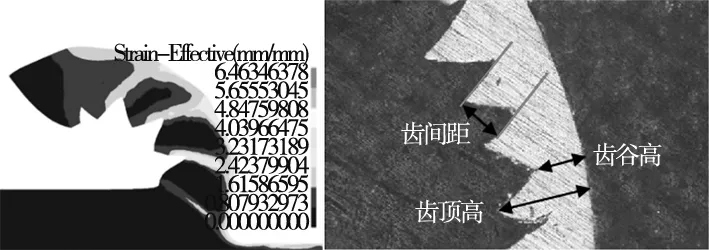
(a)切屑形狀 (b)實驗結果圖3 v=30 m/min,f=0.15 mm/r時仿真產生的切屑形狀和實驗結果
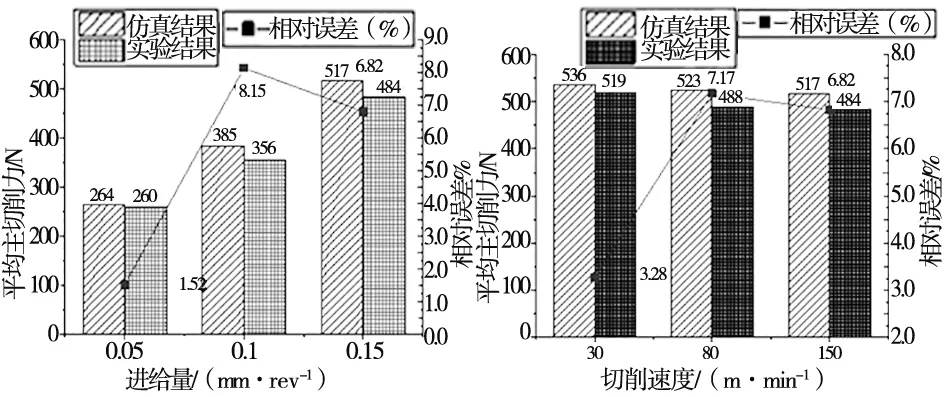
(a) vc=150 m/min (b) f=0.15 mm/r
根據圖3、圖4和表3的驗證結果和綜合分析,所提出的切削Ti6Al4V的有限元模型是可信的。因此,該模型可以比較準確地模擬加工鈦合金過程中的微觀組織的演變。
2.2 晶粒度仿真結果分析與實驗結果
2.2.1 切削速度對鈦合金加工過程中晶粒細化的影響
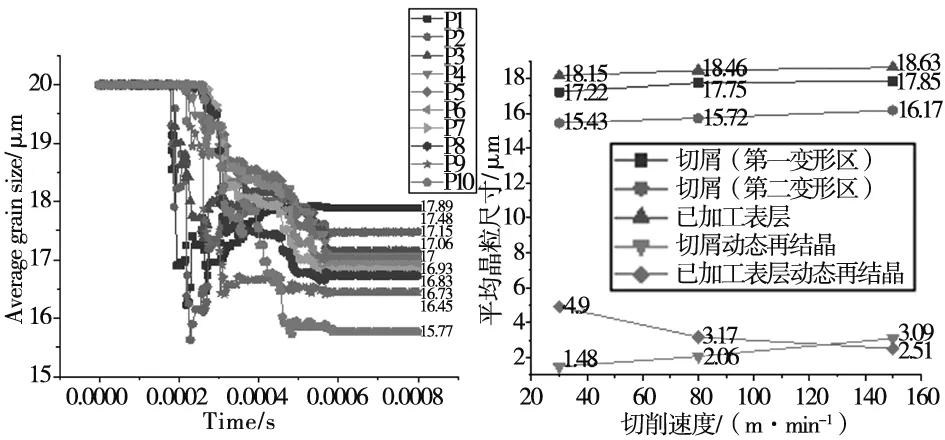
鈦合金Ti6Al4V材料α相平均初始晶粒尺寸約為20 μm ,基體組織如圖5a所示。利用Deform軟件后處理點追蹤功能,分別對距鈦合金未加工表面等間距取三列共30點和距離已加工表面(0.005 mm、0.01 mm、0.02 mm、0.04 mm、0.08 mm)取三列共15點來研究仿真切削過程中晶粒尺寸的變化。當vc=150 m/min、f=0.1 mm/r時,切屑第一變形區和第二變形區的晶粒尺寸變化云圖及點追蹤平均晶粒尺寸圖如圖5b、圖6a所示。當進給量f=0.1 mm/r,切削速度從30 m/min逐漸增加到150 m/min,切屑的第一變形區(主剪切區)和第二變形區、已加工表面都發生了晶粒細化和拉長,切屑第一變形區和第二變形區最為明顯,因為在該區域塑性變形嚴重產生較大的應變和應變率,而其他區域的晶粒尺寸變化較小或基本保持不變,切屑第一變形區平均晶粒尺寸從17.22 μm 逐漸增大到17.85 μm,切屑第二變形區平均晶粒尺寸從15.43 μm逐漸增大到16.17 μm,切屑晶粒細化逐漸減弱,如圖6 b所示。實驗結果如圖7 a~圖7 c所示,從金相實驗可以觀察到,隨著切削速度的增大,切屑第一變形區和第二變形區晶粒細化逐漸減弱,與仿真結果趨勢一致。其產生的動態再結晶晶粒尺寸會隨著速度的提高呈先上升趨勢,如圖6 b所示。
鈦合金已加工表面平均晶粒尺寸變化仿真云圖如圖8所示,在已加工表面最表層形成一層晶粒細化層,晶粒尺寸沿著切削深度方向逐漸變大,呈現一種梯度變化,與具有剪切區的切屑內部晶粒細化明顯不同,隨著切削速度的提高,晶粒細化層深度可達40 μm左右,而已加工表面晶粒尺寸從18.15 μm緩慢增大到18.63 μm,晶粒細化減弱,細化程度明顯弱于切屑的第一變形區和第二變形區,其產生的動態再結晶晶粒尺寸會隨著速度的提高逐漸降低到2.51 μm,如圖6b所示,實驗結果如圖7d~圖7f所示,可以看出已加工表面晶粒細化逐漸減弱,晶粒細化層在變小,與仿真結果取得較好的一致性。在切削鈦合金過程中,隨著速度的增大,切屑和已加工表面晶粒細化減弱,這主要的原因是隨著切削速度的提高切削力逐漸減小,塑性變形減弱,晶粒細化程度也隨之降低。
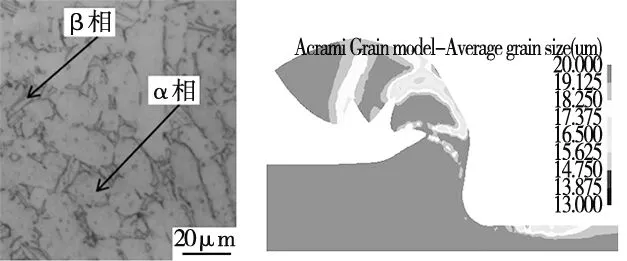
(a) 微觀組織 (b) 切屑晶粒尺寸變化云圖
(a) vc=150 m/min、f=0.1 mm/r時 切屑晶粒尺寸變化云圖 (b) f=0.1 mm/r時加工過程 中晶粒尺寸變化圖
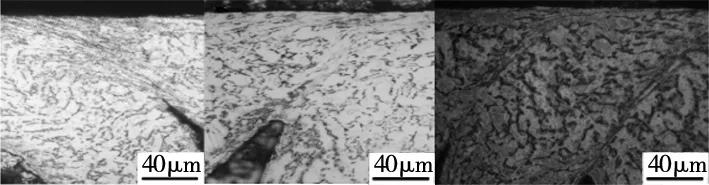
(a) vc=30 m/min (b) vc=80 m/min (c) vc=150 m/min
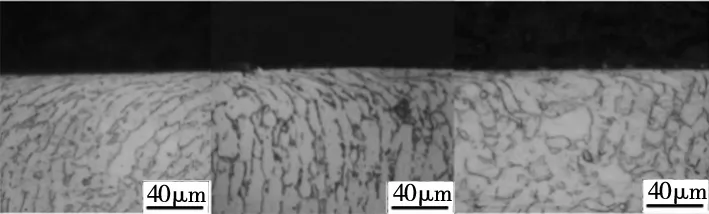
(d) vc=30 m/min (e) vc=80 m/min (f) vc=150 m/min
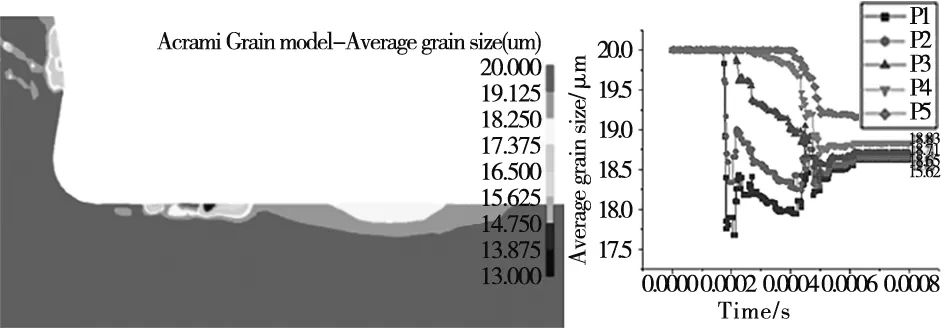
(a) vc=150 m/min,f=0.1 mm/r時已加工表 面晶粒尺寸變化云圖及晶粒細化層厚度 (b) 點追蹤平均晶粒 尺寸提圖
2.2.2 進給量對鈦合金加工過程中晶粒細化的影響
當切削速度vc=150 m/min,進給量從0.05 mm/r逐漸增大到0.15 mm/r,鈦合金切屑同樣表現出不同程度的晶粒細化現象,切屑的平均晶粒尺寸變小,切屑第一變形區平均晶粒尺寸從18.06 μm逐漸增大到16.88 μm,切屑第二變形區平均晶粒尺寸從16.7 μm逐漸增大到15.55 μm,切屑晶粒細化逐漸減弱,當進給量為0.2 mm/r時,切屑區域晶粒尺寸為呈增大趨勢,主要原因是進給量的增大,溫度升高,使該區域發生較為明顯的動態回復,晶粒尺寸增大較為明顯,其產生的動態再結晶平均晶粒尺寸會隨著進給量的提高而增大如圖9所示。實驗結果如圖10a~圖10c所示,從圖中可以明顯看到切屑第一變形區和第二變形區的晶粒細化隨著進給量的增大細化越明顯,這與仿真的結果表現出相同的趨勢。鈦合金已加工表面的晶粒細化呈現一種梯度變化,隨著進給量的逐漸增大,已加工表面的平均晶粒尺寸從19.23 μm逐漸細化至18.03 μm,而動態再結晶晶粒尺寸逐漸減小,如圖9所示。實驗結果如圖10 d、圖10 e所示,可以看出已加工表面晶粒細化增強,與仿真趨勢表現一致性。在切削鈦合金過程中,隨著進給量的增大,晶粒細化逐漸增強,這主要的原因是隨著進給量的提高切削力逐漸增大,塑性變形嚴重,晶粒細化程度也隨之增強。
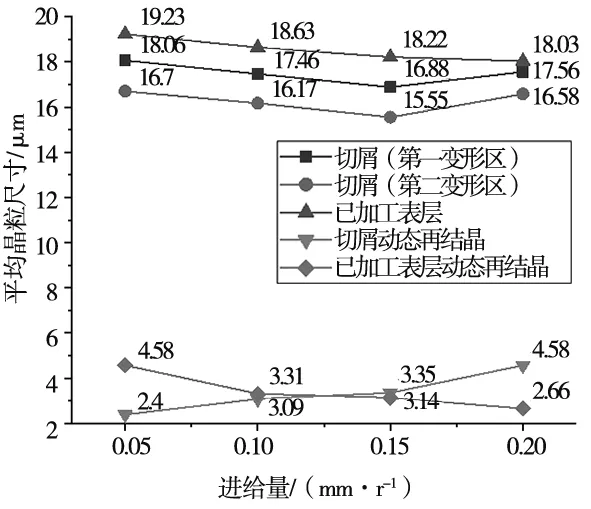
圖9 vc=150 m/min時,不同進給下鈦合金Ti6Al4V加工過程中晶粒尺寸變化關系
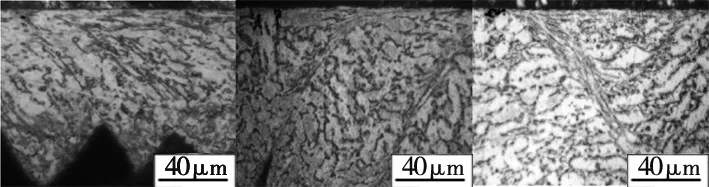
(a)f=0.05 mm/r (b)f=0.1 mm/r (c)f=0.15mm/r
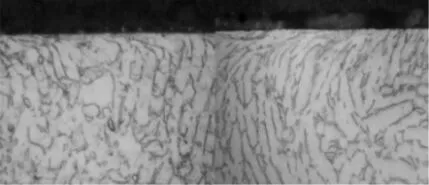
(d)f=0.1 mm/r (e)采樣點(疏)f=0.2 mm/r
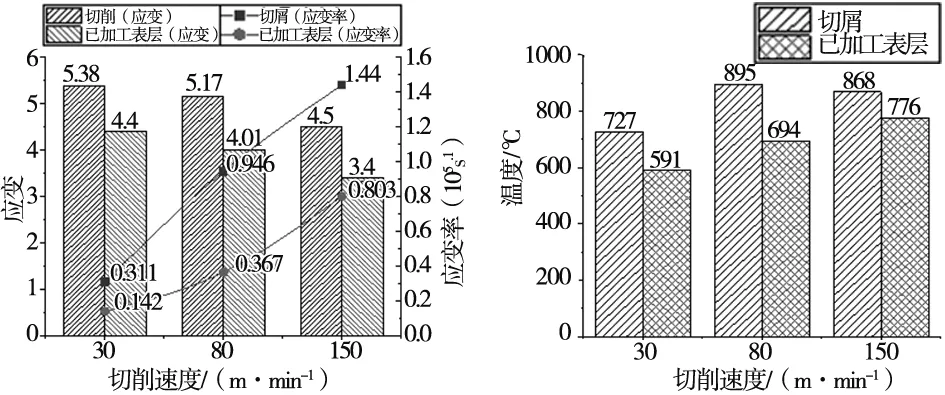
利用Deform點追蹤提取了不同切削速度與進給量下切屑、已加工表面的應變、應變率和溫度的變化來研究最晶粒細化的規律,如圖11、12所示。在進給量為f=0.1 mm/r的條件下,由基于JMAK的動態再結晶晶粒尺寸預測模型可知,較高的應變、低應變率和較低的切削溫度可以提高晶粒細化程度,應變率對切削過程中晶粒細化起主導作用,溫度的上升對晶粒細化有一定的弱化作用,發生動態回復現象,如圖11所示。在切削速度為vc=150 m/min時,由基于JMAK的再結晶晶粒尺寸預測模型可知,切屑的平均晶粒尺寸明顯大于已加工表面,較低的應變、低應變率可以提高晶粒的細化程度,溫度的提升對切屑晶粒細化有弱化作用,應變率對切削過程中晶粒細化起主導作用,如圖12所示。總之,塑性變形對鈦合金 Ti6Al4V切削加工過程中的切屑和已加工表面的晶粒細化起主導作用。
(a)應變和應變率變化 (b)溫度變化
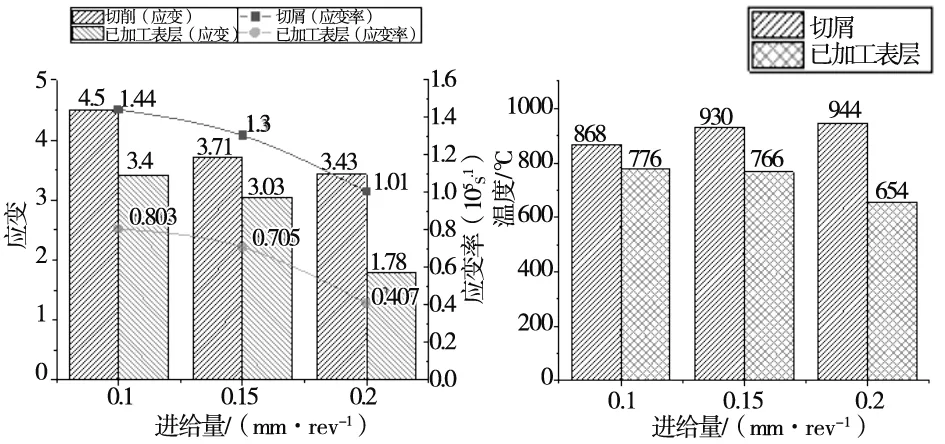
(a)應變和應變率變化 (b)溫度變化
3 結論
本文建立切削鈦合金的有限元模型和實驗相結合的方法,通過正交切削實驗獲取了不同切削速度和進給量下的平均主切削力、切屑形貌并與仿真進行分析對比驗證仿真模擬的可行性,并利用基于JMAK的動態再結晶模型結合有限元仿真研究切削參數對切削鈦合金過程中微觀組織的影響,結合材料多物理場分析微觀組織變化的規律,最終得到結論如下:
(1)隨著切削速度的提高,切削力減小,塑性變形減弱,鈦合金切屑和已加工表面的晶粒細化程度減弱,但切屑區域晶粒細化程度明顯大于已加工表面,此時應變率對晶粒細化起主導作用。
(2)隨著進給量的增大,切削力逐漸增大,塑性變形增強,切屑和已加工表面晶粒細化程度明顯,此時應變和應變率對晶粒細化起主導作用,但當進給量為0.2 mm/r時,切屑區域溫度的上升,動態回復明顯,晶粒細化減弱,而溫度對晶粒細化有一定的弱化作用。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
光學精密工程(2016年6期)2016-11-07 09:07:19
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
核科學與工程(2015年4期)2015-09-26 11:59:03
