304不銹鋼切削加工表面顯微硬度研究*
2021-08-02 08:17:30徐江毅趙先鋒
組合機床與自動化加工技術(shù) 2021年7期
王 萌,徐江毅,周 滔,李 波,何 林,2,趙先鋒
(1.貴州大學(xué)機械工程學(xué)院,貴陽 550025;2.六盤水師范學(xué)院,貴州 六盤水 553004)
0 引言
304不銹鋼具有強度高、耐磨性好、抗腐蝕性能優(yōu)異等特性,廣泛應(yīng)用于航海航空、海洋工程等領(lǐng)域,屬于典型的難加工材料[1]。
影響金屬切削加工表面質(zhì)量的因素很多,加工表面質(zhì)量的預(yù)測與控制是加工制造領(lǐng)域的難題,國內(nèi)外很多學(xué)者進(jìn)行了大量研究。唐聯(lián)耀等[2]通過實驗研究了切削速度對切屑形態(tài)特征、已加工表面粗糙度和輪廓最大高度的影響規(guī)律,分析了切屑底部毛邊形貌、已加工表面形貌與表面粗糙度三者之間的關(guān)系。占剛等[3]采用有限元仿真研究分析了不同切削參數(shù)對304不銹鋼表面殘余應(yīng)力的影響規(guī)律。袁森等[4]研究了微坑車刀切削304不銹鋼后的表面粗糙度,發(fā)現(xiàn)微坑車刀在切削過程中具有更小的切削力是導(dǎo)致表面粗糙度較低的主要原因。Gürbü H等[5]通過實驗研究了刀具前刀面形狀對表面完整性的影響,得到了前刀面的形狀通過影響在切屑和工件的分離區(qū)域所需的能量進(jìn)而影響表面完整性的結(jié)論。Bedi S S等[6]通過實驗研究了AISI304不銹鋼在干切削條件下的加工性能,分析了刀具尖端平均溫度、切削力和側(cè)刃磨損深度與切削速度的關(guān)系。
本文采用硬質(zhì)合金車刀對304不銹鋼進(jìn)行切削試驗,檢測不同切削參數(shù)下切削力和顯微硬度,分析切削參數(shù)對切削力和顯微硬度的交互影響規(guī)律;通過仿真試驗,提取不同切削參數(shù)下、距已加工表面不同深度的切削溫度;進(jìn)而綜合切削力和切削溫度兩者的變化分析對顯微硬度的影響;通過分析硬化層的顯微結(jié)構(gòu),研究顯微硬度、硬化深度與滑移線的關(guān)系,揭示加工硬化的變化原因。
1 實驗設(shè)計
1.1 實驗材料及機床刀具的選取
本次實驗在C6136HK數(shù)控車床上切削直徑為80 mm的304不銹鋼棒料,切削實驗平臺如圖1所示,304不銹鋼的材料性能參數(shù)如表1所示。刀具材料為硬質(zhì)合金,涂層材料為TiAlN,厚度為0.005 mm,車刀前角為8°,后角為7°,性能參數(shù)如表2所示。
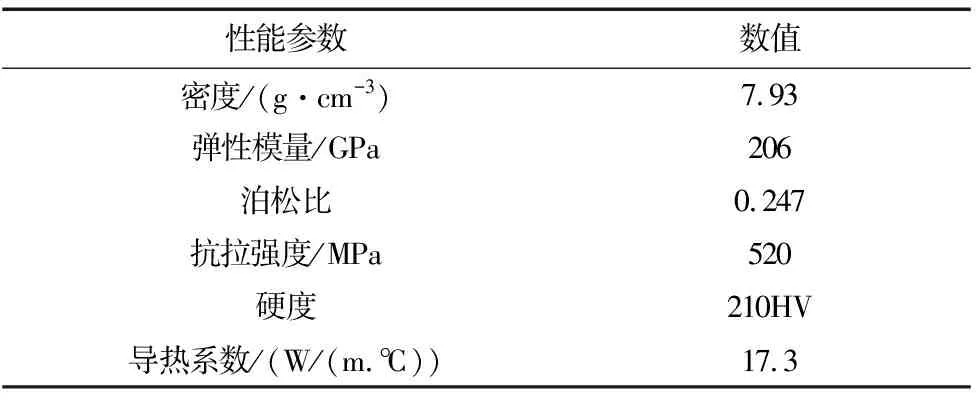
表1 304不銹鋼的性能參數(shù)
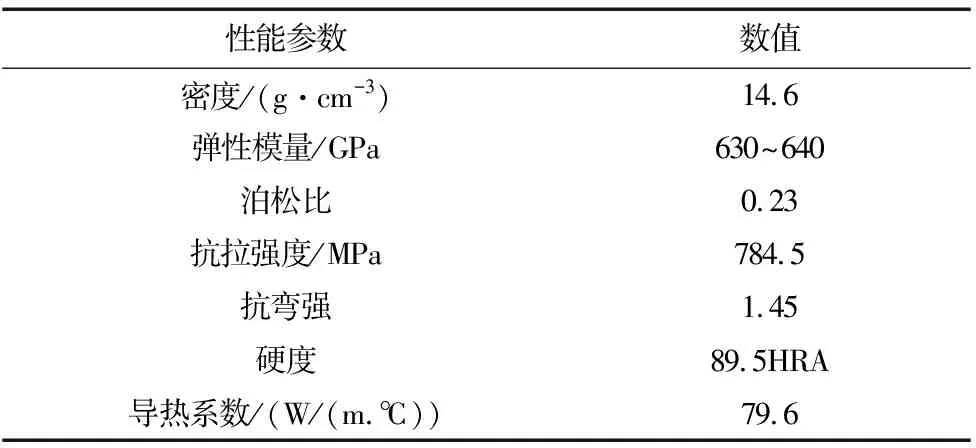
表2 刀具的性能參數(shù)
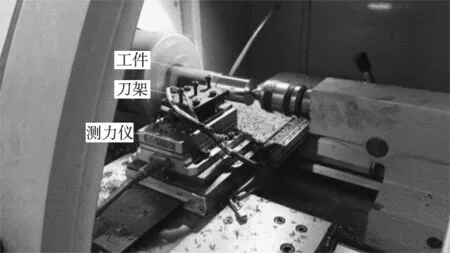
圖1 切削實驗現(xiàn)場
1.2 仿真模型的建立

圖2 工件與刀具幾何模型
1.3 單因素實驗設(shè)計
當(dāng)ap較小時,其對切削溫度和顯微硬度的影響較小[8],因此在設(shè)計單因素實驗時,僅考慮不同切削速度和進(jìn)給量對切削力、切削溫度和已加工表面顯微硬度的影響,如表3所示。
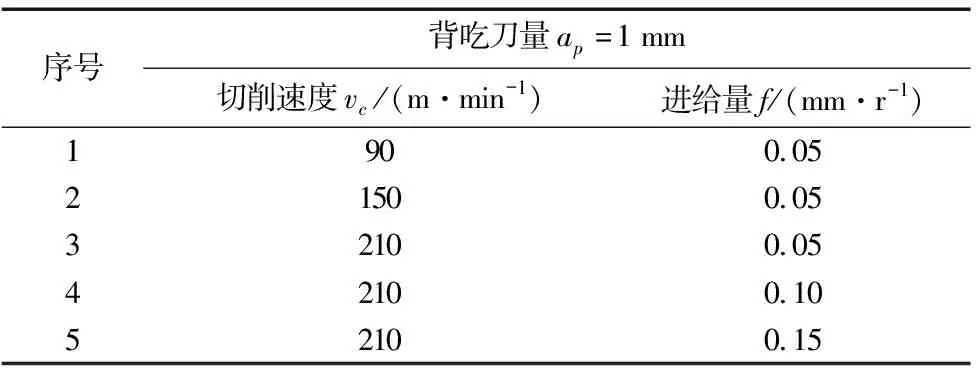
表3 單因素對比實驗設(shè)計
1.4 試樣制備與測試
在切削過程中,使用KISTLER 9257B測力儀測量三個方向的切削力。使用每組實驗重復(fù)3次并計算其平均值的方法來減小誤差。
在切削完成后,對棒料進(jìn)行線切割制樣。將樣品徑向平面向下進(jìn)行鑲嵌,經(jīng)打磨和拋光后,使用顯微硬度測試儀在樣品中間位置打點測量硬度。
2 切削力實驗結(jié)果與模型驗證
Fr(N)為三個方向的合力,其計算公式如式(1)所示。基于實驗數(shù)據(jù)得到切削參數(shù)對切削力交互作用的影響規(guī)律圖,如圖3所示。
(1)
式中:Fx(N)為切深抗力,F(xiàn)y(N)為進(jìn)給抗力,F(xiàn)z(N)為主切削力,F(xiàn)r(N)為主切削力。
如圖3所示,F(xiàn)r隨著vc的增加而減小,隨著f的增加而增加。并且f和vc對Fx、Fy、Fz和Fr的響應(yīng)曲面上升比較明顯,并且等高線圖曲率半徑大,說明f和vc對Fx的交互影響顯著,同時f的增加比vc的增加對Fx的變化造成的影響更加明顯。
隨著vc的增大,摩擦減小,剪切角Φ增大,造成切屑厚度壓縮比Λh減小,從而減小了切削力;隨著f的增加,刀刃參與切削的長度增加,造成刀具與工件的摩擦力增大,材料去除率增大,從而增大了切削力[5]。因此,為了減小切削力,在ap一定時,應(yīng)當(dāng)增大vc,減小f。
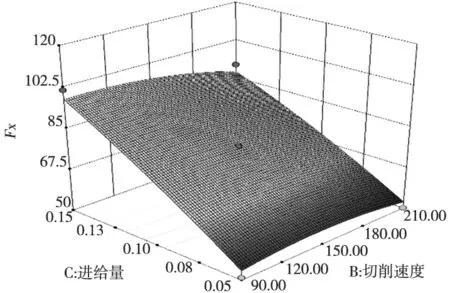
(a) f和vc對Fx的響應(yīng)曲面
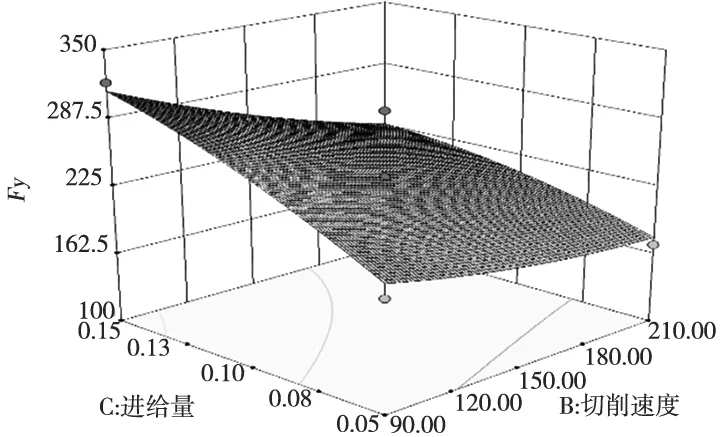
(b) f和vc對Fy的響應(yīng)曲面
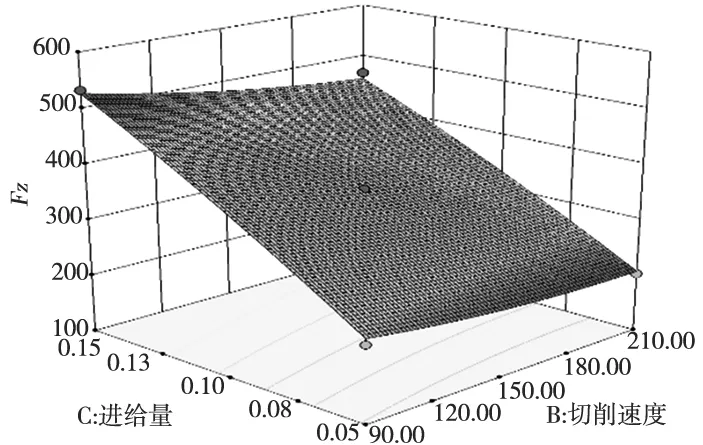
(c) f和vc對Fz的響應(yīng)曲面
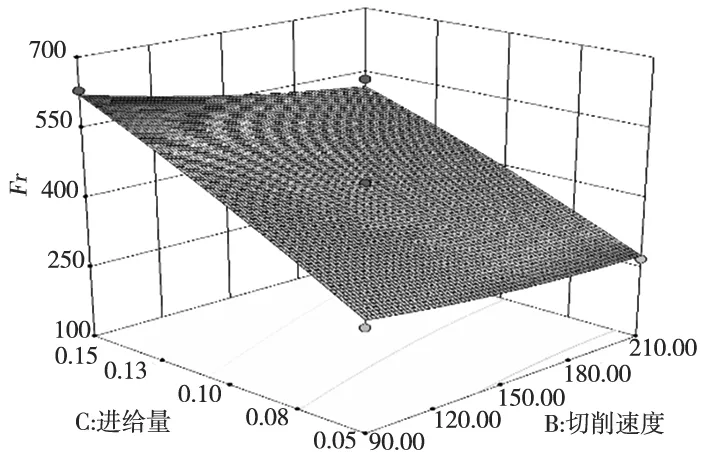
(d) f和vc對Fr的響應(yīng)曲面圖3 切削參數(shù)對切削力的交互作用影響曲面圖
圖4為f=0.05 mm/r時,不同切削速度下主切削力仿真值與實驗值的對比。由實驗和仿真結(jié)果可知,主切削力隨著切削速度的增加而減小,且兩者的誤差均小于2%,證明該有限元模型較為可靠。
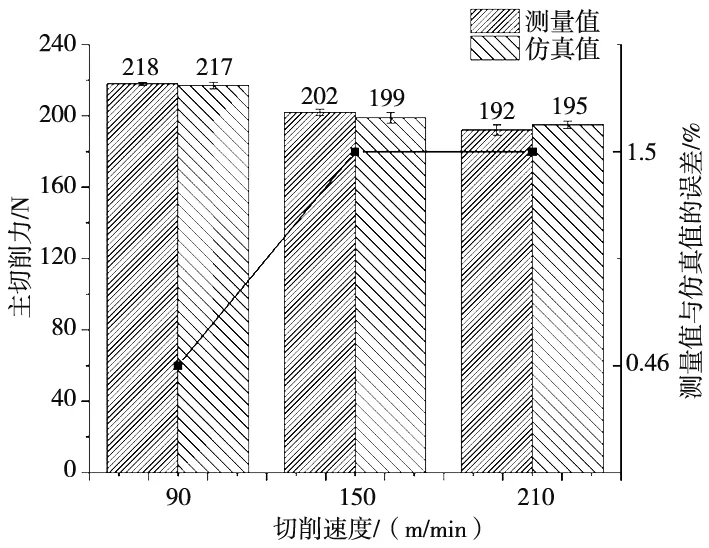
圖4 切削力實驗值與仿真值的對比(f=0.05 mm/r)
3 加工表面溫度仿真分析
利用Deform仿真軟件自帶的點追蹤功能從已建立的仿真模型中提取溫度變化,如圖5所示,vc為210 m/min,f為0.05 mm/r時溫度的仿真結(jié)果。距已加工表面不同深度下,溫度隨vc和f的變化如圖6所示。
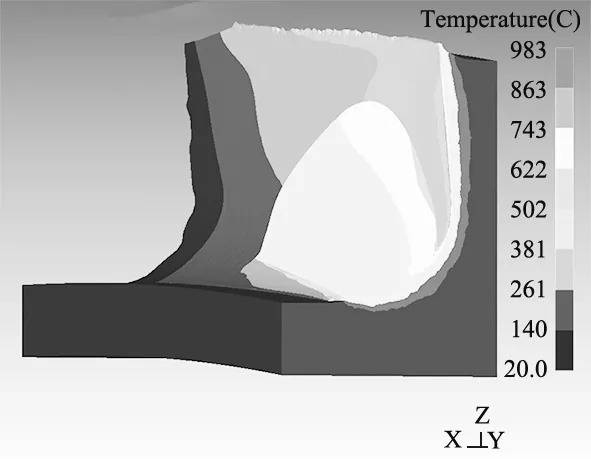
圖5 vc=210 m/min,f=0.05 mm/r時,仿真結(jié)果
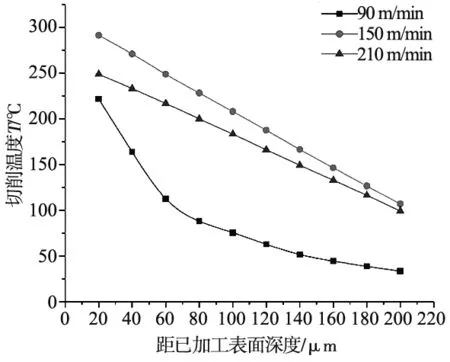
隨著距已加工表面深度的增加,其溫度在不斷的減小。如圖6a所示,已加工表面的溫度隨切削速度的增加先增加后減小,其原因在于隨著切削速度的增加,切削力不斷減小,切削熱不斷增加,同時,切削速度越大,切屑去除速度更快,帶走的熱量更多,工件傳熱越小,已加工表面溫度越低[10];如圖6b所示,已加工表面的溫度隨進(jìn)給量的增加而增加,其原因在于隨著進(jìn)給量的增加,使材料發(fā)生剪切變形所需的能量增加,由此轉(zhuǎn)化成的熱量也會增多,從而引起了切削溫度上升[11]。
(a) 不同切削速度下已加工表面溫度
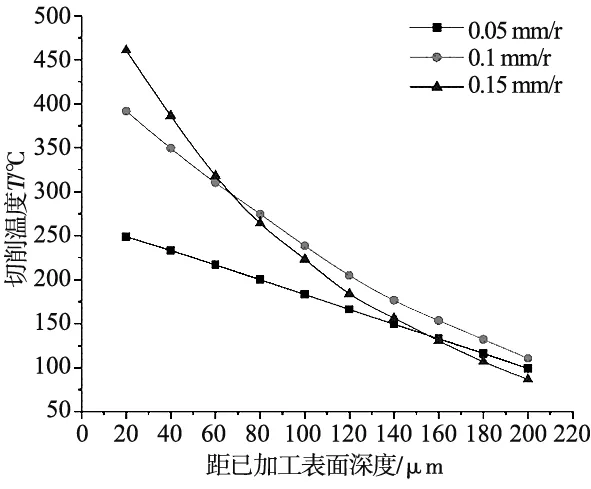
(b) 不同進(jìn)給量下已加工表面溫度圖6 切削參數(shù)對已加工表面溫度的影響
4 顯微硬度實驗結(jié)果分析
4.1 顯微硬度
vc和f對HV的交互影響規(guī)律如圖7所示,vc和f對HV響應(yīng)曲面變化比較明顯,并且曲率半徑很大,說明vc和f對HV的交互影響很顯著,同時觀察到HV隨vc的增大,先增大后減小,變化幅度明顯,HV隨f的增加而增加,變化幅度相對較緩,從圖形整體看,前半段變化幅度比后半段變化增幅更加明顯。
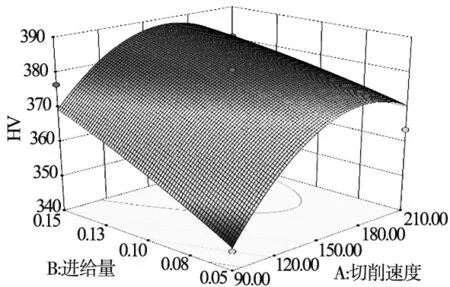
圖7 vc和f對HV的交互影響
在切削過程中,切削區(qū)域會產(chǎn)生高溫、高壓等情況,造成已加工表面塑性變形和微觀結(jié)構(gòu)變化,從而導(dǎo)致加工硬化。加工硬化受塑性變形產(chǎn)生的強化作用和切削熱產(chǎn)生的弱化作用兩方面的共同影響:一方面,隨著塑性變形程度和切削力的增加,產(chǎn)生強化作用,硬化程度增大,硬化層深度也增大;另一方面,切削熱的增加,發(fā)生回復(fù)和再結(jié)晶,有助于表層金屬軟化,產(chǎn)生弱化作用,使金屬塑性提高[12]。
不同硬化深度的HV隨vc、f的變化曲線,如圖8所示。樣件最接近已加工表面的區(qū)域獲得最高硬度,并且隨著硬化深度的增加,HV不斷降低至基體硬度,即210HV。
如圖8a所示,HV隨著vc的增加先增大后減小。主要原因在于:當(dāng)vc在90 m/min~150 m/min之間時,首先,切削加工產(chǎn)生塑性變形,產(chǎn)生強化作用,vc的增加導(dǎo)致變形速度的提高和切削區(qū)域溫度增加,但此時強化作用超過弱化作用,回復(fù)和再結(jié)晶不能及時克服冷變形強化作用,使塑性下降,造成HV增大;vc在150 m/min~210 m/min之間時,隨著vc進(jìn)一步的增加,切削力進(jìn)一步減小,刀具與工件作用時間變短,使加工硬化來不及充分進(jìn)行,雖然已加工表面溫度降低,但此時弱化作用大于強化作用,導(dǎo)致HV降低,此時HV的變化與圖6a的變化表現(xiàn)出了相似性,同時,文獻(xiàn)[13]在研究高強高硬鋼的顯微硬度與切削參數(shù)的關(guān)系和文獻(xiàn)[14]在研究H13鋼白層的形成時也觀察到同樣的HV隨著切削速度的增加反而降低的現(xiàn)象。
如圖8b所示,隨著f增加,HV增加。主要原因在于:f的增加會導(dǎo)致切削力增加、切削熱增加以及塑性變形程度增加,但切削熱所造成的弱化作用不足以彌補塑性變形所造成的強化作用,從而導(dǎo)致HV增加。
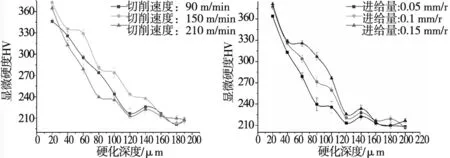
(a) vc對HV的影響 (b) f對HV的影響
4.2 加工硬化變化的微觀分析
位錯線是已滑移區(qū)域和未滑移區(qū)域的分界線,當(dāng)位錯線在切應(yīng)力作用下移動時,滑移逐步發(fā)展,在大量位錯沿著同一滑移面移動到晶體表面時就形成了滑移線,滑移線發(fā)生聚集產(chǎn)生了滑移帶。
滑移帶作為位錯運動的結(jié)果是反映加工硬化的重要標(biāo)志。因此,可以由滑移帶的取向、長度研究不同切削參數(shù)下,金屬的加工硬化現(xiàn)象[15]。
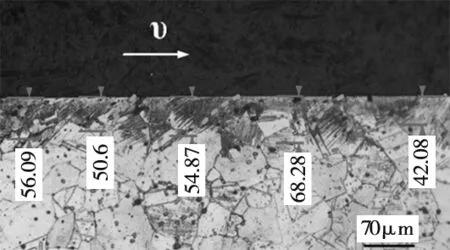
在不同切削速度和進(jìn)給量下,測量304不銹鋼已加工表面上平均分布的5個點的滑移線距離表面的深度,求其平均值,如圖9、圖10所示,其顯微結(jié)構(gòu)如圖11、圖12所示。
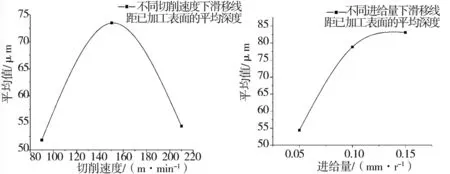
圖9 不同切削速度下滑移線距已加工表面的平均深度 圖10 不同進(jìn)給量下滑移線距已加工表面的平均深度
從圖11、圖12可知,304不銹鋼在切削后顯微組織發(fā)生明顯改變,晶粒的變形量增加,各晶粒內(nèi)均有大量的滑移線產(chǎn)生且滑移線方向相對加工表面的角度不同,隨著硬化深度的增加,滑移線密度逐漸減小,呈現(xiàn)出不均勻分布的特點。同時,出現(xiàn)明顯的滑移線交叉現(xiàn)象,文獻(xiàn)[16]在研究不銹鋼變質(zhì)層顯微結(jié)構(gòu)時也發(fā)現(xiàn)了同樣的滑移線交叉現(xiàn)象,認(rèn)為在此處應(yīng)變誘導(dǎo)的馬氏體形核。滑移線距表面的平均深度值的變化與4.1節(jié)中顯微硬度隨切削速度和進(jìn)給量的變化趨勢相同。
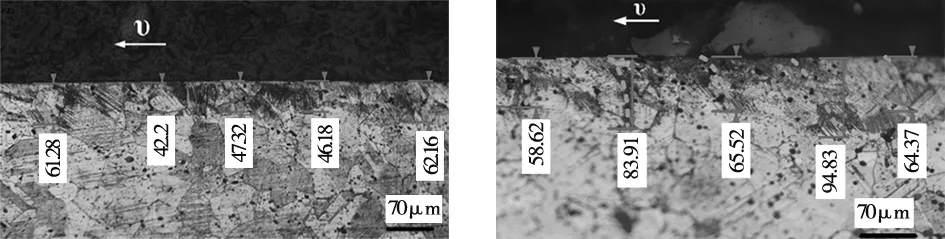
(a) vc=90 m/min,f=0.05 mm/r (b) vc=150 m/min,f=0.05 mm/r
(c) vc=210 m/min,f=0.05 mm/r

(a) vc=210 m/min,f=0.05 mm/r (b) vc=210 m/min,f=0.1 mm/r
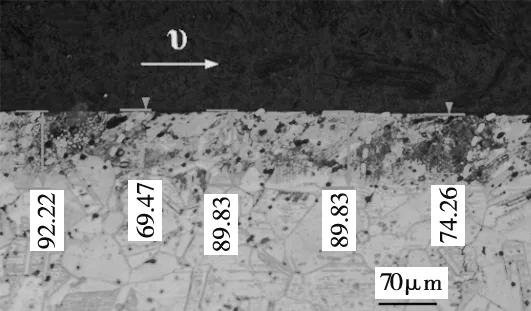
(c) vc=210 m/min,f=0.15 mm/r
5 結(jié)論
通過304不銹鋼的切削實驗和有限元仿真,分析不同切削參數(shù)對切削力、已加工表面溫度和顯微硬度的影響規(guī)律,得出以下結(jié)論:
(1)通過直觀分析圖,分析vc和f的變化對顯微硬度的影響,發(fā)現(xiàn)ap一定時,大顯微硬度值出現(xiàn)在大進(jìn)給量+中等切削速度區(qū)域。
(2)通過vc和f的變化,研究切削力和已加工表面溫度的變化,進(jìn)而分析加工硬化變化的原因,并與實驗結(jié)果進(jìn)行對比,發(fā)現(xiàn)顯微硬度值越大,滑移線越密集,硬化深度越深。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
山東冶金(2019年1期)2019-03-30 01:35:32
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
