分體式水煤漿氣化爐制造工藝技術
2021-05-21 07:31:04王新紅徐曉星竇炳程
壓力容器 2021年4期
王新紅,徐曉星,竇炳程
(哈爾濱鍋爐廠有限責任公司 高效清潔燃煤電站鍋爐國家重點實驗室,哈爾濱 150046)
0 引言
文中所述的燃燒室和激冷室可拆式氣化爐是國內某有機污水制水煤漿、生產合成氣、氫氣示范技改項目氣化裝置中的主要設備。由于該分體式氣化爐與美國GE氣化爐及華東院四噴嘴氣化爐有很大區別,針對該產品特點,制定切實有效的制造工藝和措施[1-4],并進行技術攻關,以解決多個制造難題。
1 產品結構及主要零部件材料及規格
該分體式氣化爐全長約19 m,總重約60 t,其主要零部件材料及規格見表1。該設備的結構見圖1,其具有以下特點。
(1)采用分體式結構,整個氣化爐由燃燒室和激冷室兩個容器組成,通過?1 709 mm水冷夾套連接,水冷夾套環形鍛件側面布置12個激冷水進出孔。
(2)有2套冷卻系統,一套是水冷夾套激冷系統;另一套是激冷室上部的冷卻系統。
(3)使用的煤質氯離子含量比較高,對不銹鋼侵蝕嚴重,因此對激冷室不進行堆焊。
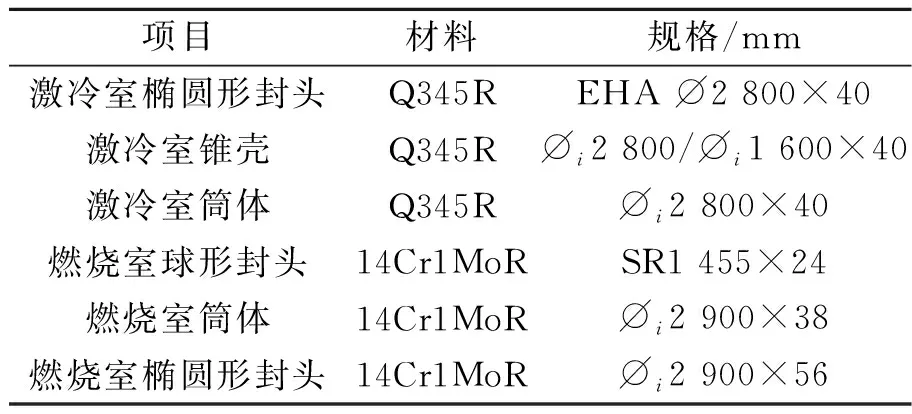
表1 主要零部件技術參數
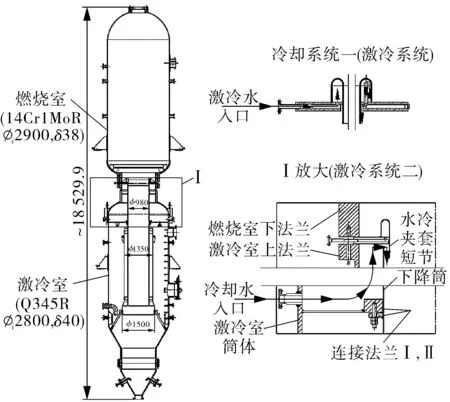
圖1 分體式氣化爐結構示意
2 制造難點及控制措施
2.1 鎳基合金的深孔加工
氣化爐水冷夾套環形鍛件材料為鎳基合金Incoloy 825,側面12個激冷水進出孔長徑比為13.5(長度365 mm,直徑?27 mm)。由于沒有鎳基合金深孔加工的經驗積累,經過查閱大量的資料,并進行深入研究,總結出鎳基合金深孔加工的重點是切削刀具參數選擇。初期方案為:刀具采用帶有內冷功能的槍鉆桿,配高速鋼鍍層刀片,在數控鏜銑床加工,考慮到長鉆桿剛性差,起鉆定位不精確,選用了L=130 mm和L=370 mm兩種刀桿;加工方式為L=130 mm鉆桿鉆130 mm深底孔,L=370 mm刀桿鉆透,長刀桿鉆孔采用多次退刀散熱;加工參數為主軸轉速210 r/min、進給量為15 mm/min。由于沒有合適的鎳基合金試樣,故在產品上進行試驗。
選用上述方案進行加工試驗后發現,L=130 mm刀桿鉆孔后刀片基本無磨損,L=370 mm刀桿刀片每次加工30 mm退刀冷卻一次,第三次退刀(即孔深190~220 mm)后刀具明顯磨損,鉆至尾部與另一垂直孔相貫區域時,磨損量及車削聲音又有一個階梯變化,最終平均一個孔要消耗2個鉆頭。分析其原因為:主軸轉速過快、進給量過大、先鉆相貫孔導致鉆頭刀片受力不均。最后通過查閱資料并咨詢刀具廠家,作了兩次方案調整,最終刀片壽命達到了3孔/片,3次方案調整見表2,實際加工情況見圖2。
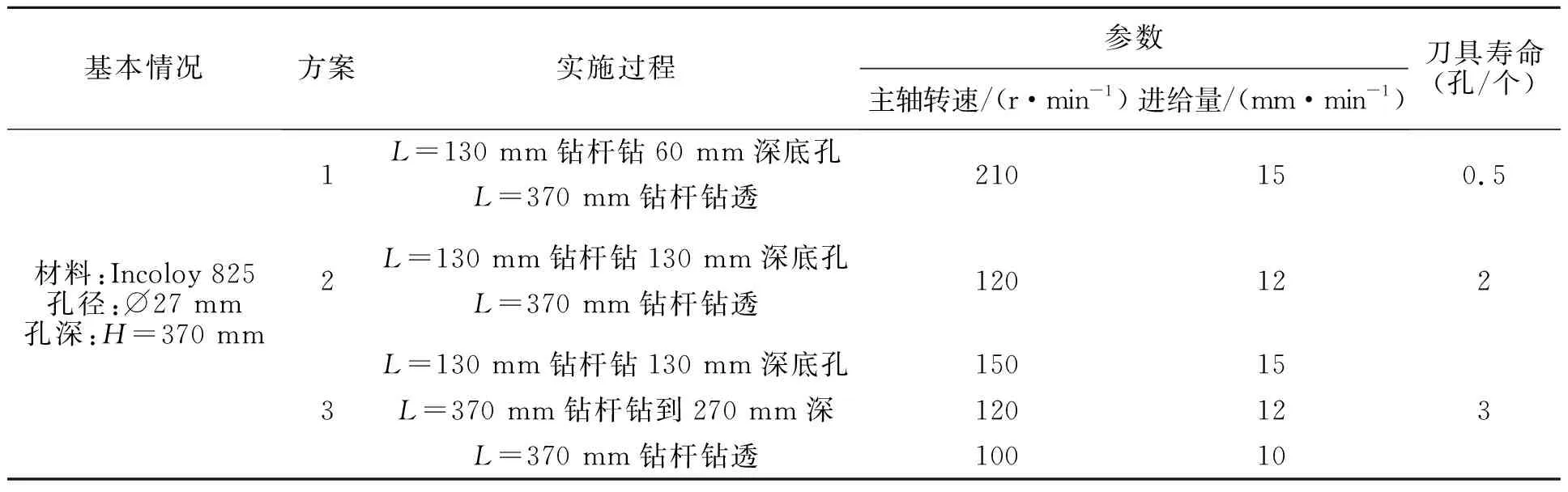
表2 加工方案對比

圖2 孔加工及刀具磨損情況
2.2 不銹鋼件組焊后尺寸控制[2-4]
水冷夾套主要材料為Incoloy 825,有2個?1 709 mm密封端面,由于鎳基合金電阻率大、導熱性差,焊接過程中比碳鋼更易產生變形,采取合理的工藝措施解決了焊接變形,保證了組件尺寸公差。
2.2.1 尺寸及公差控制
首先進行結構優化,減少夾套內筒上一條環向拼接焊縫(見圖3),從而減少焊接熱輸出;其次對稱裝焊,減少變形;最后,套裝短節內外圓和環形鍛件的密封端面預留余量,待組件裝焊完畢、尺寸穩定后再加工,確保公差要求。
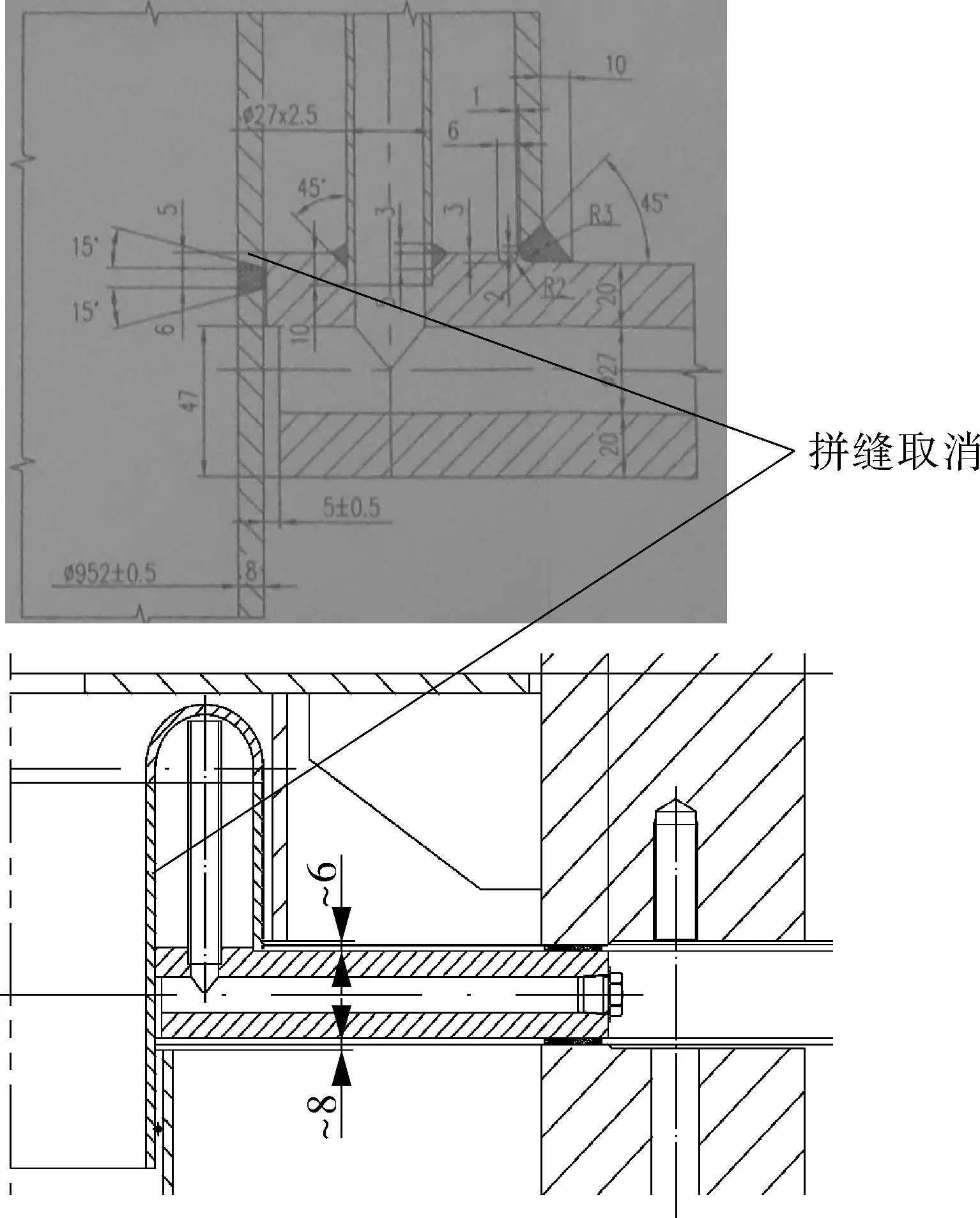
圖3 設計院原圖(上)和結構優化圖(下)
2.2.2 密封面二次機加工余量預留[4-7]
水冷夾套中Incoloy 825環形鍛件設計尺寸為:?1 709 mm/?968 mm,H=70 mm,上下端面?1 600~?1 709 mm區域為密封面。環形鍛件厚度余量預留15 mm,由70 mm變至85 mm,每個端面分配的二次加工余量為7.5 mm,見圖4。實際需要二次加工余量由3個因素決定:一是環形鍛件端面來料平面度;二是組焊后端面變形量;三是密封面精加工找平余量。

圖4 二次加工后環形鍛件
(1)來料平面度通過測量一次加工的基準平面和原始端面的臺階高度來確定,檢測結果見表3。
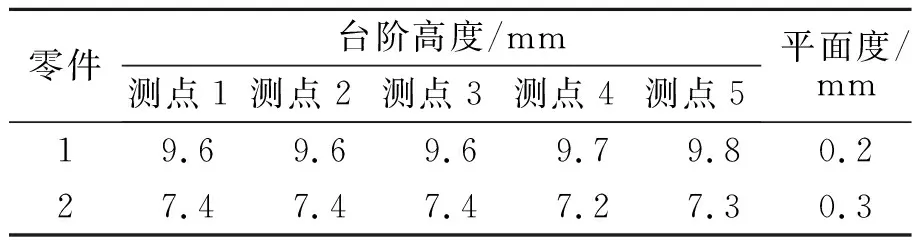
表3 平面度檢測結果
(2)焊接變形與加工余量通過焊后組件在車床上進行端面找平實現,其結果見表4。
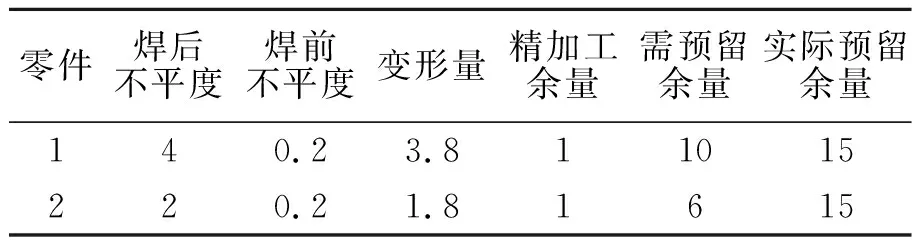
表4 焊接變形與加工余量Tab.4 Welding deformation and machining allowance mm
2.3 激冷室內件安裝[2-4]
內件中下降筒中部與激冷室連接法蘭Ⅰ螺栓連接、上部與激冷室支撐環套裝、頂部與水冷夾套套裝,見圖5。套裝間隙小,且連接法蘭Ⅰ厚度小,裝焊時易變形,為實現內件的安裝,保證激冷室內件與氣化爐中心線同心,將擋板上連接法蘭Ⅰ的開孔單邊預留5 mm余量,待激冷室整體熱處理結束后,測量該開孔與激冷室上法蘭同心度,然后修配連接法蘭Ⅰ開孔到圖紙尺寸,保證開孔與激冷室上法蘭同心。
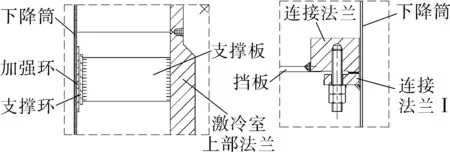
圖5 下降筒上部連接結構(左)和中部連接結構(右)
(1)水壓后連接法蘭Ⅰ與激冷室內件把緊在一起,作為一個整體進行裝配。
(2)支撐環與下降筒先套裝在一起,然后進行試裝,等激冷室內件裝焊合格后,再進行支撐環與支撐板的焊接,防止因焊后支撐環變形而無法與下降筒套裝。
(3)連接法蘭 Ⅰ 以上150 mm處將下降筒分段,并將該處環縫改為內坡口,以該處環縫為準,使激冷室內件分為兩個部分:上部組件和其余激冷室內件。一是便于以下降筒上部組件為基準調節激冷室內件與殼體中心線同心;二是調整合格后,可拆下上部組件,留出連接法蘭 Ⅰ 的焊接操作空間。
(4)下降筒與水冷夾套套裝部分裝十字支撐,將下降筒撐圓,待水冷夾套與下降筒套裝完成后再拆除[6-8],見圖6。
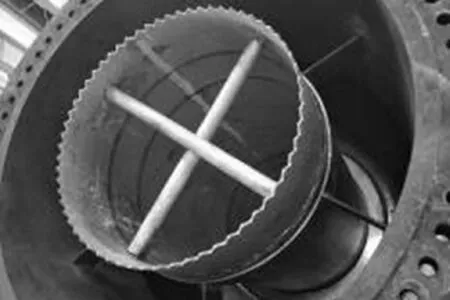
圖6 下降筒套裝區域撐圓現場
2.4 氣化爐整體尺寸的保證[7-11]
該氣化爐由兩臺設備組成,但最終作為一個整體進行尺寸驗收。工藝制定合理裝配順序和控制措施,采用了配車、組件機加工、整體試裝等工藝方法,保證設備殼體的整體形位公差。
(1)燃燒室封頭頂部大法蘭與封頭成組件,消應力穩定尺寸后加工,保證法蘭內圓中心與組件中心線同心,同時,保證法蘭端面垂直組件中心線,下法蘭組件如圖7所示。

圖7 燃燒室下法蘭組件
(2)將兩臺設備拆分為3個部件進行整體試裝。燃燒室下封頭組件和激冷室上封頭組件把緊在一起作為一個組件,激冷室和燃燒室其余部分分別為一個組件,3個組件進行試裝,2條環縫用于氣化爐最終尺寸的調整(見圖8)。
(3)環形鍛件上下兩個端面互為基準進行車削加工,保證水冷夾套環形鍛件上下兩個端面的平行度,從而保證設備整體直線度[6-8],兩個端面平行度通過測量環形鍛件各處厚度來計算。實際生產中,環形鍛件最厚68.3 mm,最薄66.7 mm,不平度為1.6 mm,見圖9。

圖8 氣化爐整體試裝現場

圖9 環形鍛件二次機加工后厚度測量
2.5 整體水壓試驗[9]
兩臺設備單獨水壓試驗,廠內無合適大水壓蓋,同時單獨水壓試驗也無法驗證水冷夾套及兩設備連接法蘭密封面的密封性能。工藝制定合理的水壓試驗方案,主要從提高密封面加工質量和減少兩臺設備施加給連接螺栓的扭矩這兩方面采取措施,最終實現兩臺設備的整體水壓試驗。
2.5.1 密封面加工[6-11]
(1)密封面預留余量,當各件裝焊完畢、組件尺寸穩定后,再進行密封面的加工。
(2)密封面先粗車去余量,然后精車密封端面,保證密封面粗糙度≤Ra6.3。
(3)對于水冷夾套環形鍛件密封面,先將環形鍛件粗加工去余量,并保留足夠二次機加余量,待與圓周方向均布接管組焊完成后,再對組件進行兩次加工,精車密封面(見圖9),保證密封面粗糙度≤Ra6.3。
2.5.2 整體水壓試驗
激冷室和燃燒室進行整體水壓試驗時只使用一對滾輪架,布置在兩容器重心位置,增大兩臺設備的自由度,減少設備自重施加給連接螺栓的力,如圖10所示。
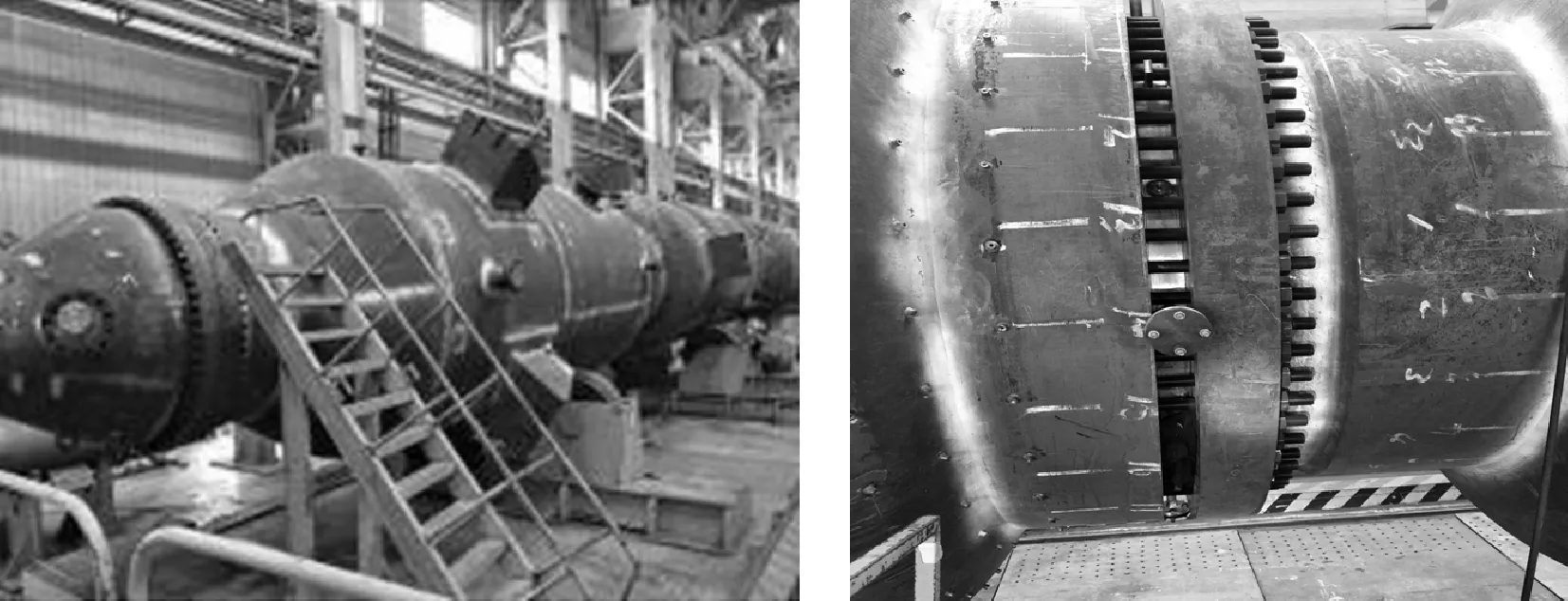
圖10 一對滾輪架整體水壓試驗(左)和法蘭連接(右)示意
3 結語
通過上述工藝措施的實施,有效解決了分體式氣化爐制造過程中的難題,控制了產品尺寸公差,保證了產品的最終使用性能,該設備已于2017年投入運行,至今運行狀況良好,為同類型產品的制造積累了寶貴經驗。