基于BP神經網絡的鍍錫板合金層厚度預測及應用
2021-04-22 07:19:46張栓楊凡
科學咨詢 2021年14期
關鍵詞:模型
張 栓 楊 凡
(武鋼日鐵(武漢)鍍錫板有限公司 湖北武漢 430083)
鍍錫板是兩面鍍有商業純錫的冷軋低碳薄鋼板或鋼帶[1]。它具有良好的耐蝕性、焊接性,廣泛應用于食品飲料包裝、電子零部件制造、化工器皿制造等。鍍錫板是將退火后的帶鋼經堿洗、酸洗、電鍍、軟熔、后處理等工序后而得到的鋼鐵產品。鍍錫板的合金層形成于軟熔工序:金屬錫在電鍍工序中被電鍍到鋼板表面,隨后在軟熔工序中被加熱至其熔點232℃以上,并與鋼板中的鐵形成一種金屬間化合物,即錫鐵合金。這個錫鐵合金通常被稱為合金層。相關研究表明,鍍錫板合金層直接影響著鍍錫板的耐蝕性[2-4]、抗劃傷性[5]、焊接性[6]等關鍵性能。因此,合金層對鍍錫板有著舉足輕重的作用,研究和預測鍍錫板合金層厚度具有重要的意義。
人工神經網絡是處理復雜非線性問題的一種有效方法,能夠建立輸入和未被發現的過程條件下輸出數據之間的關系[7-9]。人工神經網絡可具有泛化能力,即神經網絡對已知的信息進行學習后掌握其中規律,從而對新的信息做出正確的預測。BP神經網絡是一種按照誤差逆向傳播算法訓練的多層前饋神經網絡,是應用最廣泛的人工神經網絡[10]。本文采用BP人工神經網絡對合金層厚度進行了預測,并編寫了預測軟件用于指導實際生產。
一、神經網絡
(一)構建神經網絡
構建神經網絡的主要內容為選用神經網絡模型層數、各層(輸入層、隱藏層、輸出層)的節點數及選定激活函數等。
筆者結合合金熔體熱力學理論及對大量基礎數據進行相關性分析后,確定了鍍錫量、感應線圈高度、軟熔溫度、工藝速度4個主要因素對鍍錫板合金層厚度有重要影響。故輸入層節點數為4,輸出層節點數為1(即合金層厚度)。
理論上已經證明,3層BP神經網絡可以以任意精度逼近任意連續函數,當學習不連續函數(如鋸齒形的)時則需4層神經網絡[11]。而面對復雜問題時,3層網絡的隱含層節點數過多后,會影響計算效率和精度,此時需要增加層數以減少各層節點數。一般來說,BP神經網絡的預測精度會隨層數的增加而有所提高,但層數增加后會導致其結構復雜化,并且會影響神經網絡訓練效率、降低泛化(預測)能力。故本文將選擇3層、4層神經網絡模型分別進行試算,相應的模型分別為4-20-1、4-50-1、4-12-6-1、4-16-7-1,分別使用Tanh、Sigmoid作為激活函數,均方誤差作為損失函數,最大訓練輪次Epoch=1000。
(二)訓練神經網絡
為了獲得的準確的數據、并提供精確的預測值來指導生產,筆者直接從某鍍錫板廠現場生產工藝參數監控系統中收集了670組工藝參數,并收集了對應的合金層厚度檢驗結果。這些數據將用于構建神經網絡。神經網絡性能的好壞主要看其是否具有很好的泛化能力,對泛化能力的測試不能用訓練集的數據進行,而要用訓練集以外的數據來進行檢驗。因此,在670組數據中,本文隨機選取了30%的數據作為測試集來驗證訓練模型的性能的好壞,剩下70%作為訓練集參與模型訓練。
一般而言,同一網絡模型隨著訓練的進行,訓練集的均方誤差會呈現越來越小的趨勢,但測試集均方誤差的趨勢會先下降后上升,即泛化能力先變好后變差,也就是通常所說的欠擬合和過擬合。為了獲得較好的泛化能力,訓練時將訓練與測試交替進行。即:每輪次用訓練集訓練并更新網絡權重后,記錄訓練均方誤差,隨后保持網絡權重不變用測試集運行網絡,記錄測試均方誤差。當測試均方誤差開始上升或已訓練輪次達到最大訓練輪次后,停止訓練,保存當前網絡權重。
(三)神經網絡訓練結果
經過上述訓練,各模型訓練結果見表1:
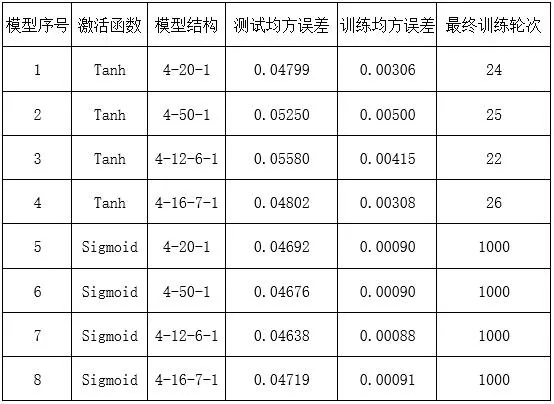
表1 各模型訓練結果
由表1可見:
Tanh激活函數較Sigmoid收斂快,僅需24輪次左右即可,這與一般經驗相一致。但快速收斂帶來的不利影響是其對應的測試均方誤差和訓練均方誤差均較大。
Tanh激活函數在不同模型結構下的測試均方誤差之間、訓練均方誤差之間差別均稍大。而Sigmoid激活函數在不同模型結構下測試均方誤差之間和訓練均方誤差之間相差不大。
模型7(激活函數為Sigmoid、模型結構為4-12-6-1)的測試均方誤差最小,為0.04638。該鍍錫板廠合金層厚度控制范圍為目標值±0.3,因此理論上該模型是可以指導實際生產的,是有效的。
為了檢測該神經網絡的泛化能力、獨立數據的預測能力,筆者將測試集里模型7的預測值與實際值之間的關系作圖如圖1。由圖1可見,模型7的預測值與實際值吻合度很高。這也再次證明該模型能很好地預測結果,泛化能力很強,模型有效。
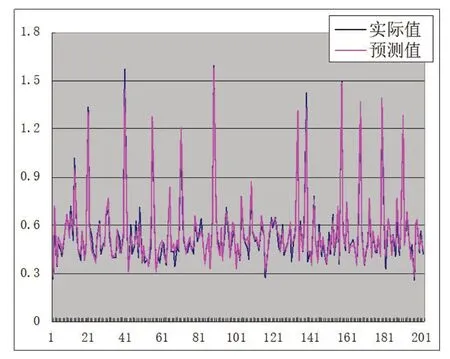
圖1 預測值與實際值對比
二、編寫合金層厚度預測軟件
隨后,筆者使用模型7(激活函數為Sigmoid、模型結構為4-12-6-1)和該模型訓練后的網絡權重編寫了合金層厚度預測軟件,并將該軟件用于指導現場生產人員控制合金層厚度。軟件截圖見圖2。
據統計,使用該軟件前合金層厚度不合格量為23.3卷/月,使用5個月期間為3.2卷/月,且因該軟件預測不準導致的不合格量為0。由此可見,該神經網絡模型確實是有效的,該軟件有很高的實際應用價值。
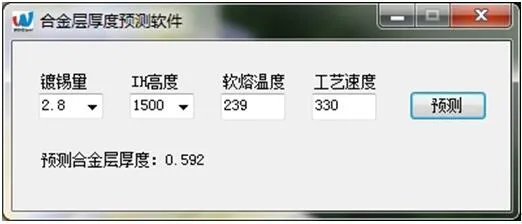
圖2 合金層厚度預測軟件截圖
三、結論
(一)本文收集了670組實驗數據,將鍍錫量、感應線圈高度、軟熔溫度、工藝速度作為輸入參數,將合金層厚度作為輸出參數,構建了由2種激活函數×4種模型結構組成的8個人工神經網絡。
(二)本文隨機選取了30%的數據作為測試集,其余的作為訓練集參與模型訓練。訓練結果表明,Tanh激活函數較Sigmoid收斂快但均方誤差較大。
(三)激活函數為Sigmoid、模型結構為4-12-6-1的神經網絡測試均方誤差最小,為0.04638,遠低于控制精度要求0.3。該模型可以指導實際生產。另外,該模型預測值與實際值的吻合度很高,泛化能力較強,模型有效。
(四)根據神經網絡的結構和訓練結果,筆者編寫了合金層厚度預測軟件用來指導生產,經過5個月的實踐檢驗,證明了該神經網絡模型是有效的。該軟件有很高的實際應用價值。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
