選區(qū)激光熔化氣氛保護風(fēng)場仿真及優(yōu)化
2021-02-24 10:13:32謝雪芬章詩婷魏華賢牛小東
制造業(yè)自動化 2021年12期
謝雪芬,張 豪,章詩婷,魏華賢,2,牛小東,2
(1.汕頭大學(xué) 工學(xué)院機械工程系,汕頭 515063;2.汕頭大學(xué) 智能制造技術(shù)教育部重點實驗室,汕頭 515063;3.汕頭市瑞博納斯增材制造研究院有限公司,汕頭 515041)
0 引言
選區(qū)激光熔化(Selective Laser Melting,簡稱SLM)是一種3D打印工藝,目前廣泛應(yīng)用于金屬和合金的增材制造。該技術(shù)按照預(yù)定的掃描路徑,通過高能量的激光束將金屬粉末完全熔化,經(jīng)散熱凝固后與基體金屬冶金焊合,逐層累積成形出三維零件實體。與傳統(tǒng)的減材制造方法相比,具有可成形復(fù)雜結(jié)構(gòu)的優(yōu)勢,在航空航天及醫(yī)療等領(lǐng)域具有重要的應(yīng)用價值[1,2]。
SLM成形過程易產(chǎn)生煙塵等工藝副產(chǎn)物,如圖1所示。在高功率激光作用下,粉床中形成高溫熔池,在激光中心區(qū)域部分合金元素形成金屬蒸汽并快速冷卻和冷凝,產(chǎn)生約10~150納米的粒子;在高功率激光作用下,熔池上方氣體會電離形成等離子體羽流,促進微顆粒向外飛濺和擴散。冷凝物和飛濺物聚集在熔池上方會反射、吸收激光能量,降低激光功率,擴散后在粉床二次沉積會影響后續(xù)成形層的焊合效果,在零件內(nèi)部形成孔隙等工藝缺陷。SLM設(shè)備中的氣氛保護系統(tǒng)通過向成形區(qū)提供流動的惰性氣體,一方面降低金屬在激光融化過程中的氧化作用,另一方面流動的氣體將熔池飛濺的粒子帶離,減少煙塵在粉床上的二次沉積和在成型倉內(nèi)聚集,對減少金屬蒸汽和飛濺物的不利影響具有重要作用。Bean等人研究發(fā)現(xiàn),在氬氣氣氛保護條件下,零件在微觀結(jié)構(gòu)和力學(xué)性能等方面具有更好的強度和塑性[3]。
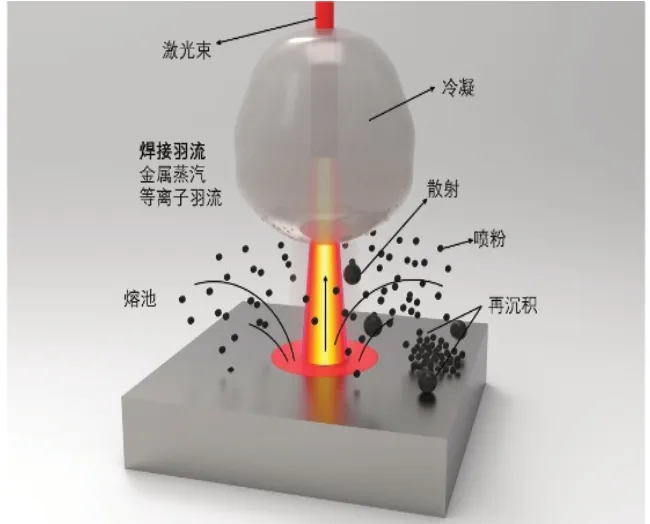
圖1 激光選區(qū)熔化產(chǎn)生的常見副產(chǎn)物
在SLM設(shè)備開發(fā)過程中,氣氛保護系統(tǒng)在成型倉內(nèi)形成的風(fēng)場特性對成形質(zhì)量的影響日漸引起重視。Nguyen等人研究了保護氣體的流量對產(chǎn)品孔隙率的影響,結(jié)果表明增加保護氣體的流量會增加產(chǎn)品的均勻性[4]。Sun等人通過調(diào)節(jié)保護氣體流量,獲得了更均勻的表面形貌和更精細(xì)的微觀組織[5]。由于成型倉在成形過程中相對密閉,如何有效評估和改善成型倉內(nèi)風(fēng)場流動特性受到了關(guān)注。梁平華等人針對SLM中的黑煙殘留問題,對E-Plus-M250型號SLM成形裝備的保護氣供氣流道截面與成型倉黑煙產(chǎn)生區(qū)域的截面進行了仿真模擬,實現(xiàn)了供氣流道結(jié)構(gòu)優(yōu)化[6]。Yu等人采用CFD模擬方法對成型倉內(nèi)惰性氣體的流動進行了研究,通過調(diào)整氣體通道、入口和流速,較好地消除了工藝副產(chǎn)物[7]。孫宏睿基于SolidWorks Flow Simulation對SLM裝備氣氛系統(tǒng)的流道及風(fēng)場進行模擬仿真,降低了打印范圍內(nèi)風(fēng)場風(fēng)速分布差[8]。
以上研究表明,良好的氣氛保護氣流可以有效地提高成形件的質(zhì)量,并減少工藝副產(chǎn)物對打印過程的影響。目前,大型復(fù)雜零件的高效SLM成型需求日益增加,要求SLM設(shè)備朝著大型化、智能化發(fā)展,成型穩(wěn)定性要求進一步提高,對氣氛保護系統(tǒng)的風(fēng)場流動特性提出了新的要求[9]。例如大型SLM設(shè)備普遍要求設(shè)置上下兩路進風(fēng)及風(fēng)速獨立控制。在SLM設(shè)備開發(fā)過程中,如何快速響應(yīng)發(fā)展需求,設(shè)計高效可行的氣氛保護風(fēng)場特性具有重要的意義。本文基于ANSYS Fluent軟件,針對某型號SLM設(shè)備的氣氛保護系統(tǒng)建立了其CFD仿真分析模型,開展了風(fēng)場流動特性分析及優(yōu)化設(shè)計,通過實驗測試驗證分析及設(shè)計方案,實現(xiàn)了新型氣氛保護系統(tǒng)流道結(jié)構(gòu)設(shè)計及應(yīng)用。
1 SLM氣氛保護風(fēng)場仿真基礎(chǔ)
1.1 選區(qū)激光熔化氣氛保護系統(tǒng)
本文研究對象是某SLM設(shè)備的氣氛保護系統(tǒng),其風(fēng)場結(jié)構(gòu)如圖2所示,主要分為成型倉、上下進風(fēng)口和出風(fēng)口。成型倉外部尺寸為904×812×515mm。成型倉是打印的主要工作區(qū)域,下進風(fēng)口吹進的氣流在打印區(qū)的金屬粉床表面形成穩(wěn)定均勻的氣流層,而從上進風(fēng)口吹進的氣流把部分上升到成型倉頂部的金屬煙霧等工藝副產(chǎn)物吹向出風(fēng)口。
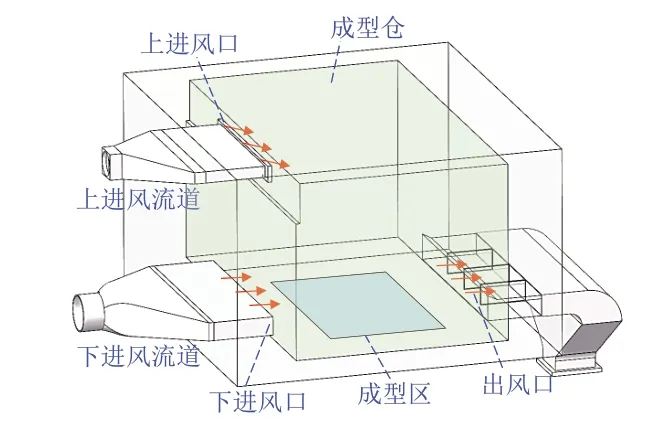
圖2 SLM設(shè)備氣氛保護結(jié)構(gòu)組成
1.2 風(fēng)場數(shù)值仿真設(shè)置
本文基于ANSYS Fluent軟件建立了該SLM設(shè)備氣氛保護系統(tǒng)的瞬態(tài)、不可壓縮、湍流的CFD模擬,采用平均后的雷諾平均Navier-Stokes方程和湍流模型,實現(xiàn)了上下進風(fēng)口流道以及成型倉中的風(fēng)場模擬,可表示:
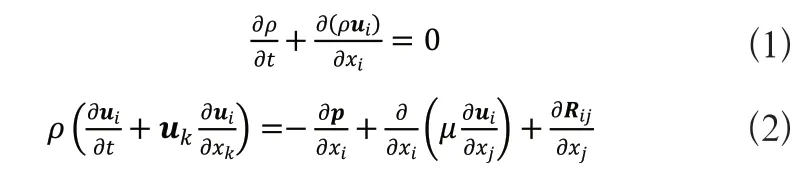
其中ρ、u、p分別代表流體微團的密度、速度以及作用在流體微團上的壓力,Rij為雷諾應(yīng)力張量。流體計算仿真的邊界條件如表1所示。
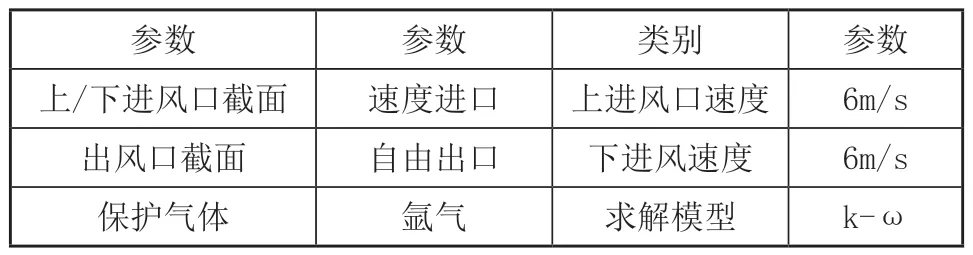
表1 CFD模擬的邊界條件
為了選擇適合的網(wǎng)格密度,驗證方法的準(zhǔn)確性,首先開展網(wǎng)格獨立性分析。由于主要考慮的是成形區(qū)粉床上方的氣流,因此選擇粉床上方10mm平面內(nèi)氣體的平均、最大和最小速度以及速度的標(biāo)準(zhǔn)差作為收斂結(jié)果的標(biāo)準(zhǔn)。如圖3所示,在239萬單元時,速度的值達到了較好的穩(wěn)定狀態(tài)。
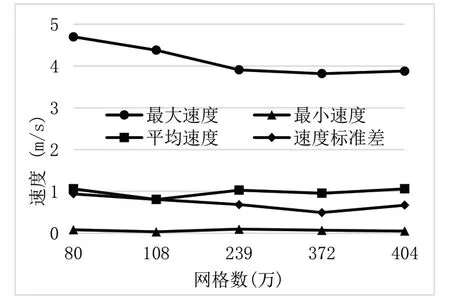
圖3 網(wǎng)格獨立性分析
1.3 原風(fēng)場仿真結(jié)果
首先,基于上述條件對原始成型倉結(jié)構(gòu)內(nèi)的風(fēng)場流體特性進行了仿真分析,其速度矢量分布如圖4所示,可發(fā)現(xiàn)原始成型倉結(jié)構(gòu)主要存在兩方面問題:1)進風(fēng)流道處風(fēng)速分布不均勻,2)成型倉中尤其成形區(qū)存在明顯亂流。這些流動現(xiàn)象不僅會降低進風(fēng)效率,還會導(dǎo)致亂流,使煙塵無法立即有效地排出,影響打印成形效果。
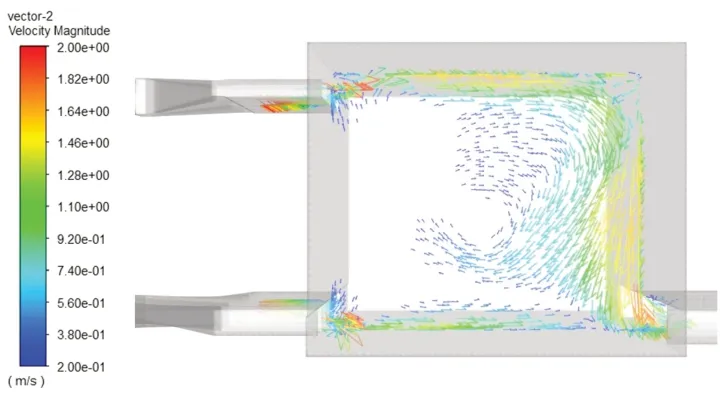
圖4 原始成型倉結(jié)構(gòu)內(nèi)風(fēng)場速度矢量圖
針對上述問題,本文主要從以下兩方面對氣氛保護風(fēng)場進行優(yōu)化改進:
1)改進上下進風(fēng)流道結(jié)構(gòu),保證進入成型倉流體的穩(wěn)定性,主要評價標(biāo)準(zhǔn)是進風(fēng)口處風(fēng)速的均勻性;
2)調(diào)整上下供風(fēng)的風(fēng)速,調(diào)節(jié)成型倉內(nèi)流場的流動分布特性,一方面在成型區(qū)上方形成穩(wěn)定層流,另一方面避免在成型倉上方出現(xiàn)聚集煙塵的渦流。
2 SLM氣氛保護風(fēng)場優(yōu)化
2.1 進風(fēng)流道結(jié)構(gòu)優(yōu)化
為了改善進風(fēng)口流道內(nèi)的流動特性,保證成型倉進風(fēng)平穩(wěn)性,同時考慮到整機設(shè)備其他結(jié)構(gòu)已定型,即流道整體尺寸相對固定,因此嘗試從兩方面對流道結(jié)構(gòu)進行改善。以上進風(fēng)口為例,首先,在上進風(fēng)口流道內(nèi)增設(shè)導(dǎo)流板。對原始流道進風(fēng)口分析發(fā)現(xiàn),風(fēng)速不均勻主要出現(xiàn)在兩個中部柵格,因此在兩個中部柵格內(nèi)增加了導(dǎo)流板。然后,對進風(fēng)口流道柵格間距進行了調(diào)整,上進風(fēng)口設(shè)置有四個格柵,從左到右分別為G1~G4。因進風(fēng)口整體外形尺寸固定,考慮到結(jié)構(gòu)對稱性,通過逐步增減兩側(cè)柵格間距和中部柵格間距,根據(jù)進風(fēng)口流速分布均勻性確定最佳間距,如表2所示。通過以上兩方面結(jié)構(gòu)改進,上進風(fēng)口內(nèi)總體流動均勻性得到顯著改善,如圖5所示。

表2 上進風(fēng)口格柵間距及截面流速分布對比
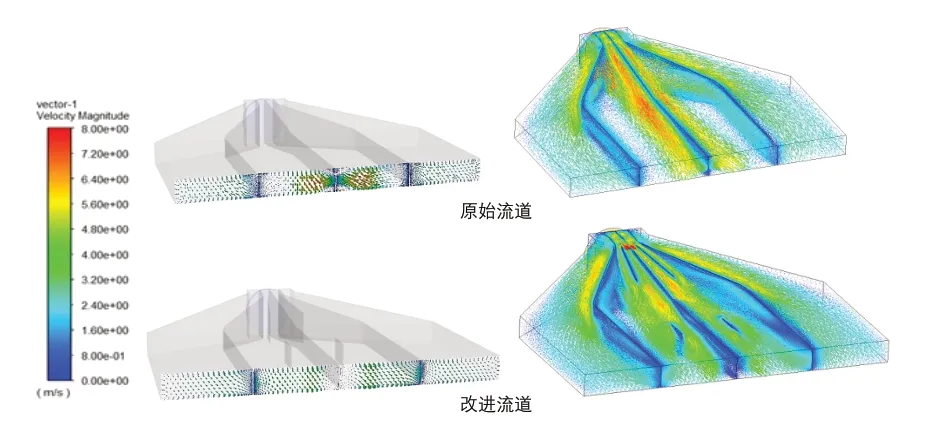
圖5 上進風(fēng)口優(yōu)化前后結(jié)構(gòu)及流動特性對比
與上進風(fēng)口類似,對下進風(fēng)口流道結(jié)構(gòu)進行了改進,柵格有6個,分別為G1~G6,如圖6所示。下進風(fēng)口流道尺寸較大,原始流道中進風(fēng)截面處中部及兩側(cè)柵格流速均存在不均勻性,因此在中部及兩側(cè)柵格均設(shè)置導(dǎo)流板,同時將各柵格內(nèi)轉(zhuǎn)角區(qū)域設(shè)置為圓角過渡,最后進行出風(fēng)口柵格間距優(yōu)化,改進前后結(jié)構(gòu)及流動特性對比如表3和圖6所示。
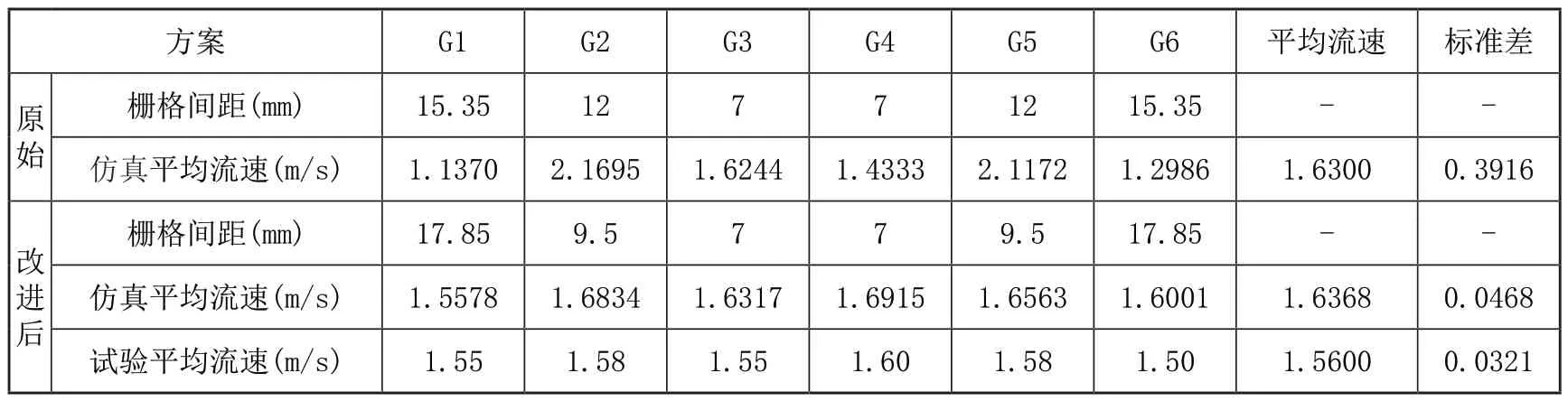
表3 下進風(fēng)口上進風(fēng)口格柵間距及截面流速分布對比
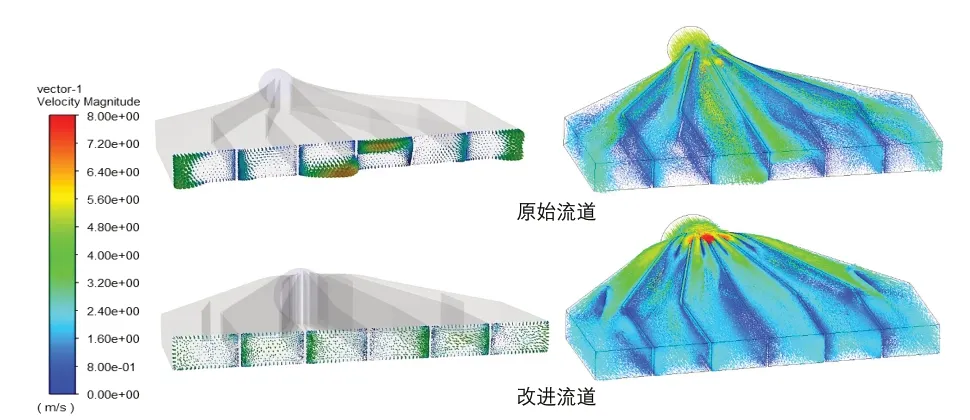
圖6 下進風(fēng)口優(yōu)化前后結(jié)構(gòu)及流動特性對比
2.2 上下進風(fēng)風(fēng)速比優(yōu)化
對于上下進風(fēng)結(jié)構(gòu),上下進風(fēng)的風(fēng)速比對成型倉內(nèi)風(fēng)場流動分布影響較大,實際中上下進風(fēng)口為獨立供風(fēng),因此可根據(jù)需要調(diào)整風(fēng)量的大小來設(shè)定進風(fēng)口的進風(fēng)速度,獲得合理的上下進風(fēng)風(fēng)速比,使成型倉內(nèi)風(fēng)場在成形區(qū)上方實現(xiàn)層流,改善風(fēng)場分布特性。本文通過逐步增加上下進風(fēng)口的風(fēng)速比,分析風(fēng)場仿真結(jié)果,確定該設(shè)備在上下進風(fēng)口的風(fēng)速比為1:1.2時,風(fēng)場的風(fēng)速分布均勻性較佳,且亂流明顯減少,如圖7所示,在成型倉內(nèi)成形區(qū)上方層流效果較好。
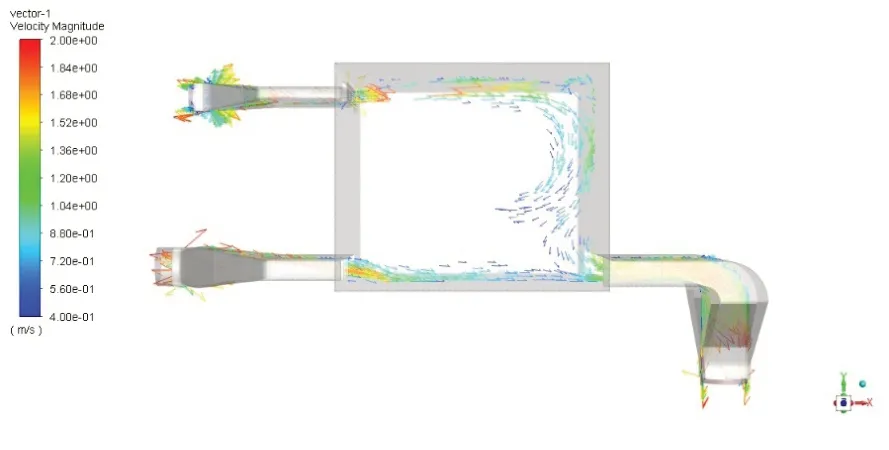
圖7 上下進風(fēng)風(fēng)速比優(yōu)化后成型倉內(nèi)氣流速度矢量圖
經(jīng)過流道結(jié)構(gòu)的改善及上下進風(fēng)風(fēng)速比優(yōu)化,成型倉內(nèi)氣氛流動獲得了顯著改善,但圖7結(jié)果顯示成型倉內(nèi)存在明顯的渦流,長時間成形容易導(dǎo)致煙塵聚集,甚至影響透光效率,但該流動狀態(tài)對上述兩個設(shè)計因素較為不敏感。為此,在上進風(fēng)口設(shè)計并安裝整流網(wǎng),整流網(wǎng)為多水平柵格結(jié)構(gòu),通過調(diào)整整流網(wǎng)上下導(dǎo)流角度,可把上揚煙塵盡量吹向吸風(fēng)口,防止煙塵濃度增加,影響激光在加工基板上的打印精度。下進風(fēng)口仍為平行進風(fēng),以在成形區(qū)形成穩(wěn)定層流,帶走成形飛濺物。基于上述仿真模型,通過逐步改變整流網(wǎng)導(dǎo)向角度,確定整流網(wǎng)向下傾斜24度時,可獲得較滿意的風(fēng)場流動狀態(tài),如圖8所示。
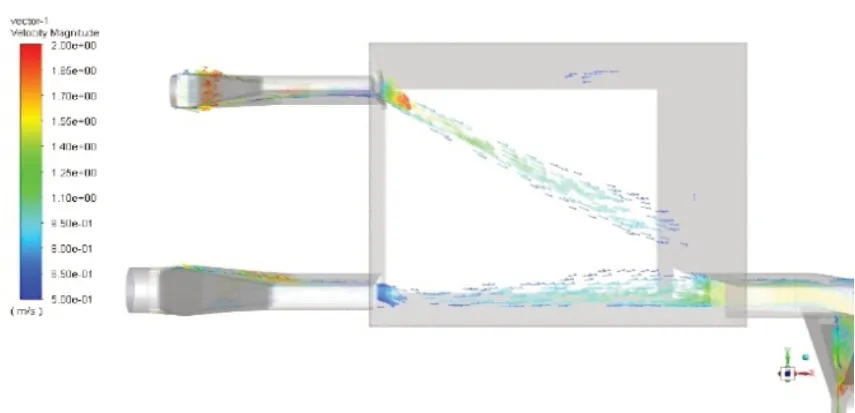
圖8 上進風(fēng)口整流網(wǎng)導(dǎo)流角度優(yōu)化后成型倉氣流速度矢量圖
3 實驗驗證
根據(jù)上述設(shè)計改進及分析結(jié)果建造新型成型倉流道結(jié)構(gòu),基于該流道結(jié)構(gòu)實現(xiàn)了SLM設(shè)備樣機研制。為了驗證本文仿真分析的正確性與優(yōu)化后風(fēng)場分布的實際效果,首先,對優(yōu)化后的裝備成型倉內(nèi)成型區(qū)上方進行風(fēng)速測量實驗,圖9為風(fēng)速分布測量現(xiàn)場圖。通過多次測量下進風(fēng)口G1-G6對應(yīng)出風(fēng)口位置處的風(fēng)速分布,取其平均值,下進風(fēng)口優(yōu)化后的仿真數(shù)據(jù)進行對比,得到表3所示的試驗流速分布數(shù)據(jù)。實驗測得的優(yōu)化后風(fēng)速分布與仿真結(jié)果基本一致,表明對氣氛保護風(fēng)場的仿真及優(yōu)化可行有效。其次,在新型SLM設(shè)備中開展了樣件成形試驗,與在原有SLM設(shè)備中的樣件進行對比,結(jié)果表明氣氛保護風(fēng)場優(yōu)化前后,所制造樣件的孔隙率從0.019%降低至0.009%,成形質(zhì)量獲得一定改善,驗證了該方法的有效性。最終,基于上述方法實現(xiàn)了該系列多種型號SLM設(shè)備的風(fēng)場分析及結(jié)構(gòu)優(yōu)化設(shè)計,設(shè)計效果均達到應(yīng)用要求。
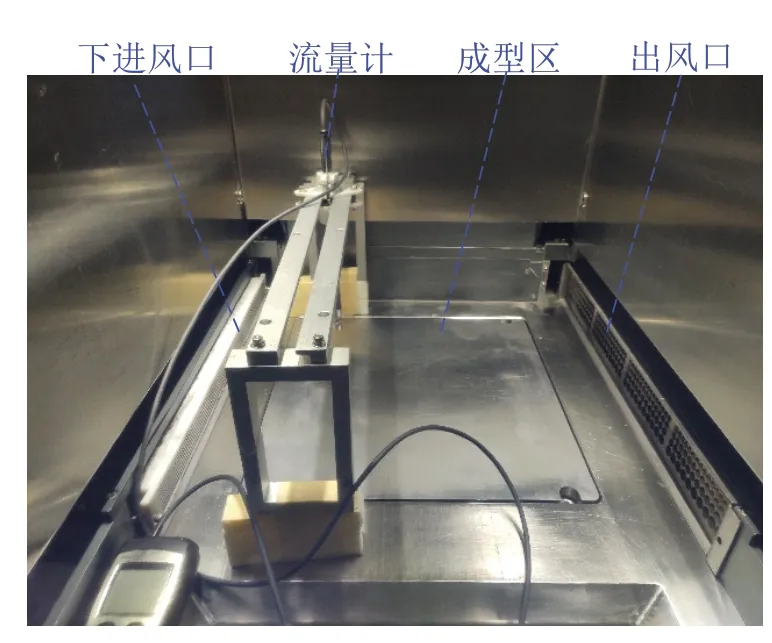
圖9 風(fēng)速測量圖
4 結(jié)語
本文采用ANSYS Fluent流體分析軟件對某型號SLM金屬3D打印設(shè)備中的氣氛保護風(fēng)場進行模擬分析,針對原始設(shè)備成型倉中氣氛保護風(fēng)場存在的流動不均勻及煙塵聚集問題,首先,通過設(shè)計導(dǎo)流板及優(yōu)化出風(fēng)口柵格間距,實現(xiàn)了上下進風(fēng)口流道結(jié)構(gòu)改進,改善了進風(fēng)口風(fēng)速分布均勻性,上進風(fēng)口風(fēng)速分布標(biāo)準(zhǔn)差從0.1133m/s下降至0.0154m/s,下進風(fēng)口風(fēng)速分布標(biāo)準(zhǔn)差從0.3916m/s下降至0.0468m/s;其次,通過優(yōu)化上下進風(fēng)風(fēng)速比至1∶1.2,設(shè)置和調(diào)整上進風(fēng)口整流網(wǎng)導(dǎo)流角,改善了成型倉內(nèi)風(fēng)場整體流動分布,在成形區(qū)上方形成了均勻的氣流層,減少了成型倉中的煙塵聚集。最后,基于改進的流道結(jié)構(gòu)及進風(fēng)設(shè)計,搭建SLM設(shè)備樣機,實驗測得進風(fēng)口風(fēng)速分布與仿真結(jié)果基本一致,驗證了氣氛保護風(fēng)場仿真及優(yōu)化的有效性;基于新型樣機開展樣件成形試驗,結(jié)果表明所制造樣件的孔隙率獲得較好的改善。基于上述方法實現(xiàn)了多型號SLM設(shè)備的氣氛保護風(fēng)場分析及優(yōu)化,設(shè)計效果均達到要求,為相關(guān)設(shè)備的升級改造提供了參考,但在自動化最優(yōu)設(shè)計方面可進一步探索,提高設(shè)備定制改造效率。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
電機與控制應(yīng)用(2021年12期)2021-02-28 07:55:52
海洋通報(2020年5期)2021-01-14 09:26:54
中華詩詞(2019年7期)2019-11-25 01:43:04
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
西南交通大學(xué)學(xué)報(2016年4期)2016-06-15 20:29:37
