飲水機水位監(jiān)測蓋板的結(jié)構(gòu)工藝及CAE分析
2020-09-02 06:21:23林偉健張可
汽車世界·車輛工程技術(shù)(中) 2020年4期
關(guān)鍵詞:優(yōu)化設(shè)計
林偉健 張可


摘 要:本文以飲水機水位監(jiān)測蓋板為例,在分析產(chǎn)品塑件結(jié)構(gòu)工藝、塑料性能的基礎(chǔ)上,運用Moldflow軟件對其進行模流分析,主要是對產(chǎn)品的填充、流動的過程和塑件在成型過程中存在的表面缺陷和變形情況進行了分析。通過分析,可以預(yù)知在成型過程中潛在的問題和產(chǎn)品可能產(chǎn)生的缺陷,為模具設(shè)計和成型過程提供最佳的工藝參數(shù)。采用該方法可以實現(xiàn)模具的優(yōu)化設(shè)計,提高生產(chǎn)效率和產(chǎn)品質(zhì)量。
關(guān)鍵詞:CAE軟件分析;水位監(jiān)測;優(yōu)化設(shè)計
塑料在模具內(nèi)的流動過程是注塑成型工藝過程的重要環(huán)節(jié),利用CAE軟件可以模擬塑料熔體在模具里的流動狀態(tài),合理利用CAE軟件對塑料制品進行前期模擬分析,可以分析出塑件的最佳澆口位置、塑料熔體流動過程中的溫度計壓力變化,可以有效預(yù)見塑料成型過程中可能產(chǎn)生的氣穴、熔接痕等缺陷。目前,國內(nèi)外應(yīng)用最多的是Moldflow軟件,該軟件可以對注射成型過程中的模流進行分析,從而能夠迅速修改設(shè)計方案,有效降低成本和縮短生產(chǎn)周期[1-2]。
本文以飲水機水位監(jiān)測蓋板為例,利用Moldflow軟件對其進行模流分析,重點對充填、流動的過程和塑件在成型過程中存在的積風(fēng)和變形情況進行了分析。根據(jù)分析結(jié)果,從而為模具設(shè)計和成型過程提供最佳的工藝參數(shù)。
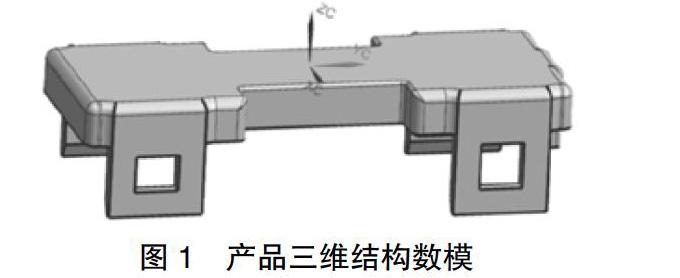
1 產(chǎn)品的結(jié)構(gòu)工藝分析
如圖1所示為飲水機水位監(jiān)測蓋板三維數(shù)模,該產(chǎn)品位于飲水機的機器內(nèi)部,在外觀方面要求不高,塑件的最大輪廓為:67.7㎜×26.9㎜×16㎜,從產(chǎn)品模型圖可以看出,塑件四周有4個方孔,方孔深度1.8㎜,使用強制脫模是行不通的,故采用側(cè)向分型與抽芯機構(gòu)來成型四周的方孔,此外,塑件中間有小凸臺,可考慮采用小型芯成型的方法來完成,可以降低下模仁的加工難度和增加下模仁的使用壽命,一旦小型芯損壞,可以隨時更換,并且能降低模仁的加工難度。
在脫模斜度方面,脫模斜度包括模具成型部分的型腔斜度和型芯的斜度。本產(chǎn)品的深度(塑件包裹型芯的長度)為6㎜,最長處有16㎜,為方便塑件脫模順利,型腔的脫模斜度為1°;型芯的脫模斜度為30'。此外,產(chǎn)品壁厚均勻,其中,最小壁厚出為1mm。
2 產(chǎn)品的模流分析
2.1 產(chǎn)品數(shù)模網(wǎng)格劃分及修復(fù)
通常,對產(chǎn)品網(wǎng)格劃分的匹配率高于80%,甚至高于85%,模流分析的結(jié)果才夠準(zhǔn)確。本產(chǎn)品塑件在劃分時給定系統(tǒng)的全局網(wǎng)格邊長是0.7,合并公差0.1,并勾選了匹配網(wǎng)格,啟用弦高控制等選項。此外,本產(chǎn)品網(wǎng)格劃分完成進行網(wǎng)格統(tǒng)計后發(fā)現(xiàn),縱橫比部分區(qū)域高于7,匹配百分比為94.7%,相互百分比為96.8%,這兩項指標(biāo)不僅合格了,而且還達(dá)到了翹曲分析標(biāo)準(zhǔn)。
產(chǎn)品數(shù)模經(jīng)修復(fù)后的網(wǎng)格質(zhì)量良好,滿足后續(xù)分析的要求。其中,最大縱橫比達(dá)到了7,平均1.37,最小1.16。沒有自由邊、多重邊、配向不正確單元、相交單元和完全重疊單元。且匹配百分比和相互百分比分別高達(dá)94.8%和96.9%。產(chǎn)品經(jīng)網(wǎng)格修復(fù)后的有限元模型如圖2所示。
2.2 產(chǎn)品澆注系統(tǒng)的分析
澆注系統(tǒng)作為模具設(shè)計中的一個重要的環(huán)節(jié),對其進行分析是非常必要的,其設(shè)計的合理性將會直接影響塑件的整個質(zhì)量。澆注系統(tǒng)的設(shè)計應(yīng)考慮包括型腔中氣體的排出、熔接痕的降低、短的澆注系統(tǒng)行程以較少廢料和較少注射壓力的壓降以保證有足夠的保壓壓力,然后還要考慮到流動比。如圖3所示為產(chǎn)品在成型過程中的流動分析圖,由圖可知,在塑件的頂部最上方中間位置進料時流動阻力最小,也就是進料口放在這個位置熔融塑料可以更快的充滿型腔。其次設(shè)計在塑件的中間兩側(cè)進料的流動阻力較小。
在此基礎(chǔ)上對塑件進行澆口位置的匹配度分析,其結(jié)果如圖4所示,在塑件的上表面和兩側(cè)面的中間一帶的澆口匹配性最好,同時在塑件的反面中間位置的澆口匹配性也較好。如果把澆口位置放在塑件上表面的中間位置或是放在下表面的中間一帶,將導(dǎo)致澆注系統(tǒng)很難布置,或者需要結(jié)構(gòu)更復(fù)雜的雙分型面模具才能取出凝料,所以不考慮把澆口位置放在塑件上表面的中間位置的這種方案。經(jīng)綜合考慮流動阻力分析結(jié)果和澆口匹配性分析結(jié)果,確定澆口位置放置在塑件的中間兩旁的平面藍(lán)色區(qū)域范圍內(nèi)。如此,澆注系統(tǒng)好布置,凝料容易脫出,再配合潛伏澆口,不會在產(chǎn)品上留下大的澆口痕跡。
2.3 冷卻系統(tǒng)分析
冷卻水路的水孔直徑一般是根據(jù)所生產(chǎn)塑件的平均的壁厚值大小來確定的。水路直徑的一般取值范圍是8-14毫米直徑的圓形管路,因為圓形管路對水流動的阻力值最小,但是考慮到直徑越大,水形成湍流的可能性就越大,從而會降低水路中水與模仁之間的熱交換。
考慮到冷卻的均勻性以及塑件存在側(cè)孔,方便了推出機構(gòu)的設(shè)計,因此在塑件排位的最大輪廓處設(shè)計了2層直徑為8循環(huán)式冷卻水路,如圖5所示。
由圖6可知,回路的冷卻液溫度最高25.8℃,最低25℃,溫差值在1℃內(nèi),冷卻效果均勻。由上圖7可知,單對于塑件來說,四個塑件達(dá)到頂出溫度的時間幾乎無差別,說明冷卻均勻,并且就單對于塑件來說,達(dá)到頂出條件的時間僅為15.28 秒,符合ABS塑料制件的推件冷卻時間15-30秒范圍,冷卻效果良好。
2.4 產(chǎn)品缺陷模擬分析
充填、流動分析為模擬塑料注射的全過程,預(yù)測塑件在模具型腔中的充填流動行為,通過充填、流動分析結(jié)果可以查看塑件的充填、流動行為是否合理。分析結(jié)果主要包括充填時間、溫度等[3-4],為模具設(shè)計中可能出現(xiàn)的變形、翹曲、熔接痕和氣穴等取消進行分析,為后續(xù)的模具結(jié)構(gòu)設(shè)計提供有價值的參考依據(jù)。
如圖8所示,流動前沿溫度的最低溫度在所選塑料的熔融狀態(tài)200-280℃溫度范圍內(nèi),因此熔融塑料可順利充滿整個型腔,不存在澆不足的情況,符合要求。由圖9分析結(jié)果知,位于交口處的剪切速率大于允許最大的剪切速率120001/S,但澆口處塑料會在開模時被拉斷,屬于凝料范疇,不影響塑件本體質(zhì)量,塑件本體的剪切速率均低于允許最大的剪切速率值,符合塑件質(zhì)量要求。
如圖10所示,頂出時的塑件最大收縮率為5.039%,收縮率大部分在2%,成型質(zhì)量良好。符合ABS的收縮率,也符合塑件成型要求。在成型過程中有少量氣穴。但在塑件的正面較少。多存在于塑件的底部突出部位。要選擇在易產(chǎn)生氣穴區(qū)域設(shè)排氣槽或設(shè)置組合鑲塊來進行排氣,防止在此區(qū)域產(chǎn)生氣泡。
塑件上存在熔接線,熔接線的出現(xiàn)是不可避免的,并且溶接線還會在一定程度上影響塑件的外觀,從圖11可以看出,塑件局部產(chǎn)生熔接痕不是很嚴(yán)重,對于熔接線較為嚴(yán)重的區(qū)域,可以通過后續(xù)的工藝調(diào)整進行優(yōu)化以盡量減少熔接線的出現(xiàn)。
3 小結(jié)
基于上述對產(chǎn)品的結(jié)構(gòu)工藝性分析及末流分析,我們可以得出以下結(jié)論,供后續(xù)模具結(jié)構(gòu)設(shè)計時提供參考:
(1)模具的澆口采用潛伏澆口,這樣保證了本塑件的美觀性,從模流分析的結(jié)果來說也是可行的。
(2)對于塑料制品在模具中的位置:產(chǎn)品的成型位置放在分型面上,在成型冷卻后產(chǎn)品包緊在動模一側(cè)的型芯上,開模時隨著動模一起后退,當(dāng)液壓機的頂桿碰到推件板后,由模具的推出機構(gòu)推出制件。
(3)冷卻系統(tǒng)采用循環(huán)式,環(huán)繞塑料制品一周,看模流分析的結(jié)果,冷卻效果符合實際要求。
(4)基于上述模流分析結(jié)果,為模具結(jié)構(gòu)設(shè)計中的溫度調(diào)節(jié)系統(tǒng)方案、澆注系統(tǒng)方案、為排氣系統(tǒng)指提供了參考,模擬驗證了各個方案設(shè)想的可行性,為后面注塑模結(jié)構(gòu)優(yōu)化設(shè)計打下了堅實的基礎(chǔ)。
參考文獻:
[1]傅建鋼.基于Moldflow的車燈面罩成型過程模[J].汽車零部件,
2008(05):77-79.
[2]王敬艷.基于Moldflow電器面殼注射成型設(shè)計與分析[J].CAD/CAM與制造業(yè)信息化,2012(12):54-56.
[3]劉丹,錢應(yīng)平,易國鋒等.基于Moldflow的汽車后視鏡座注塑模具優(yōu)化設(shè)計[J].塑料,2014,43(05):95-97.
[4]沈立.Moldflow在某塑件澆口設(shè)計中的應(yīng)用[J].新技術(shù)新工藝,
2013(09):23-25
作者簡介:林偉健(1982-),男,廣西藤縣人,碩士,講師,研究方向:模具技術(shù)。
猜你喜歡
航空兵器(2016年4期)2016-11-28 21:47:29
科技資訊(2016年19期)2016-11-15 08:34:13
電腦知識與技術(shù)(2016年24期)2016-11-14 00:09:15
文理導(dǎo)航(2016年30期)2016-11-12 14:56:57
文藝生活·中旬刊(2016年10期)2016-11-04 06:29:49
中國科技博覽(2016年22期)2016-11-01 14:23:46
中國科技博覽(2016年22期)2016-11-01 13:48:02
中國科技博覽(2016年19期)2016-10-19 12:24:15
中國科技博覽(2016年18期)2016-10-19 08:57:06
科技視界(2016年22期)2016-10-18 15:25:08
