鎳基高溫合金雀斑缺陷數(shù)值模擬
2020-07-16 03:43:40劉東戎任瑩郭二軍
哈爾濱理工大學(xué)學(xué)報(bào) 2020年2期
劉東戎 任瑩 郭二軍
摘要:為深入理解鎳基高溫合金定向凝固過程中雀斑缺陷的演化特點(diǎn),基于SIMPLE(semiimplicit method br pressure linked equations)算法,采用流體力學(xué)三大方程計(jì)算模擬研究CMsX-2合金定向凝固過程中雀斑形成。借助文獻(xiàn)中模擬結(jié)果驗(yàn)證模型,考察了幾何形狀和合金成分對鑄件凝固過程中的流場、固相分?jǐn)?shù)場及溶質(zhì)偏析分布的影響。模擬結(jié)果表明:帶有收縮截面的鑄件形狀易促進(jìn)雀斑產(chǎn)生。鑄件合金成分中Al元素會促進(jìn)雀斑形成,而Ta元素則對抑制雀斑形成起到了較好作用。
關(guān)鍵詞:鎳基高溫合金;雀斑;數(shù)值模擬
DOl:10.15938/j.jhust.2020.02.016
中圖分類號:TG244文獻(xiàn)標(biāo)志碼:A 文章編號:1007-2683(2020)02-0118-07
0 引言
鎳基高溫合金作為一種非常重要的結(jié)構(gòu)材料,具有優(yōu)良的高溫性能,是目前制造先進(jìn)航空發(fā)動機(jī)、燃?xì)廨啓C(jī)葉片、渦輪機(jī)熱端機(jī)部件的主要材料。但是高溫合金為多元合金,不同元素具有不同的密度,導(dǎo)致高溫合金定向凝固過程會出現(xiàn)雀斑、雜晶、熱裂、縮松、小角度晶界等多種凝固缺陷,這些缺陷嚴(yán)重影響高溫合金鑄件力學(xué)性能,從而導(dǎo)致航空發(fā)動機(jī)、燃汽輪機(jī)的工作效率和使用壽命大幅降低。其中雀斑是一種非常不容易用后處理去除或減弱的缺陷,其一旦形成將導(dǎo)致鑄件無法使用。雀斑是合金元素溶質(zhì)富集區(qū)域,分布在枝晶間,形成取向平行于重力方向。由于腐蝕后試樣宏觀表面呈現(xiàn)明顯的斑點(diǎn)狀,故稱為雀斑。雀斑缺陷的形成受很多因素影響,例如溫度梯度、抽拉速度、合金成分、鑄件形狀等。采用實(shí)驗(yàn)方法研究定向凝固過程中不同工藝參數(shù)作用下雀斑形成特點(diǎn),不僅耗時費(fèi)力且不能準(zhǔn)確捕捉到雀斑形成過程以及影響雀斑的關(guān)鍵因素,但通過計(jì)算機(jī)數(shù)值模擬的方式對其進(jìn)行研究能直觀觀察到雀斑在凝固過程中的形成過程,便于分析和找到抑制雀斑形成的方法,提高鑄件的各項(xiàng)性能。
目前國內(nèi)外針對鎳基高溫合金雀斑數(shù)值模擬的研究主要集中在如下幾個方面。Beckermann等通過改變溫度梯度、凝固速度和一次枝晶臂間距研究了多組元熱溶質(zhì)對流作用下雀斑形成,而后又通過模擬揭示糊狀區(qū)枝晶碎片運(yùn)動和重熔對雀斑缺陷的影響。馬長文等建立了雙擴(kuò)散作用下糊狀區(qū)液相流動與溶質(zhì)分布的數(shù)學(xué)模型,研究了初始成分值對二元組分鑄錠中通道偏析形成和演化的影響。曹流等建立了基于有限元的LMC過程熱傳導(dǎo)模型,分析了抽拉速率對凝固界面和雜散晶粒形狀的影響。馬德新等通過實(shí)施工業(yè)條件下的定向凝固實(shí)驗(yàn),認(rèn)為合金成分和鑄件形狀也是影響雀斑形成非常重要的因素。但目前,不同合金成分和鑄件形狀影響雀斑形成的數(shù)值模擬研究還沒有開展。不同合金成分和鑄件形狀下,凝固過程中成分場、溫度場和流場變化特點(diǎn)還不清楚,雀斑形成位置和形成時間與上述三場之間的內(nèi)在聯(lián)系還不明晰。
本文采用宏觀流體力學(xué)三大方程,基于顯示有限差分法計(jì)算凝固過程中的動量守恒、能量守恒和溶質(zhì)守恒。在動量守恒方程計(jì)算中,采用SIMPLE算法處理流動速度與壓力之間的關(guān)系,連續(xù)性方程作為收斂標(biāo)準(zhǔn),收斂精度為10-4,從而獲得不同時刻下的速度場和壓力場。基于守恒方程和數(shù)值算法,采用VC編制宏觀偏析數(shù)值模擬程序。選取CMSX-2為模型合金,采用多元合金等效二元相圖計(jì)算方法在等效二元體系中研究了不同幾何形狀以及不同合金成分對鎳基高溫合金雀斑形成的影響。
1 數(shù)學(xué)模型
1.1 傳輸模型
采用Voller等提出的數(shù)學(xué)模型。計(jì)算前做如下假設(shè):
1)液相內(nèi)為牛頓層流流體;
2)如果為2D計(jì)算,選取縱向中心截面為研究對象;
3)形成固相不隨流運(yùn)動;
4)固液界面處局部熱一溶質(zhì)平衡。
基于上述假設(shè),質(zhì)量、動量、能量和成分守恒等式表述如下:
連續(xù)性方程:其中:Cl為宏觀網(wǎng)格單元液相成分;Dl為液相溶質(zhì)擴(kuò)散系數(shù)。
1.2 SIMPLE算法
SIMPLE法(semi-implicit method for pressurelinked equations)是一種主要擁有求解不可壓流場的數(shù)值方法。它的核心是采用“猜測一修正”的過程。基本思想:對于給定的壓力場(它可以是假定值或是上一次迭代計(jì)算所得到的結(jié)果),求解離散形式的動量方程,得出速度場。因?yàn)閴毫鍪羌俣ǖ幕虿痪_的,這樣得到的速度場一般不滿足連續(xù)方程,因此,必須對給定的壓力場加以修正。修正的原則是與修正后的壓力場相對應(yīng)的速度場能滿足這一迭代層次上的連續(xù)方程離散形式。據(jù)此原則,我們把由動量方程的離散形式所規(guī)定的壓力與速度的關(guān)系代人連續(xù)方程的離散形式,從而得到壓力修正方程,由壓力修正方程得出壓力修正值。根據(jù)修正后的壓力場,求得新的速度場。然后檢查速度場是否收斂,若不收斂,用修正后的壓力值作為給定的壓力場,開始下一層次的計(jì)算,直至收斂為止。
2 數(shù)值模擬結(jié)果和分析
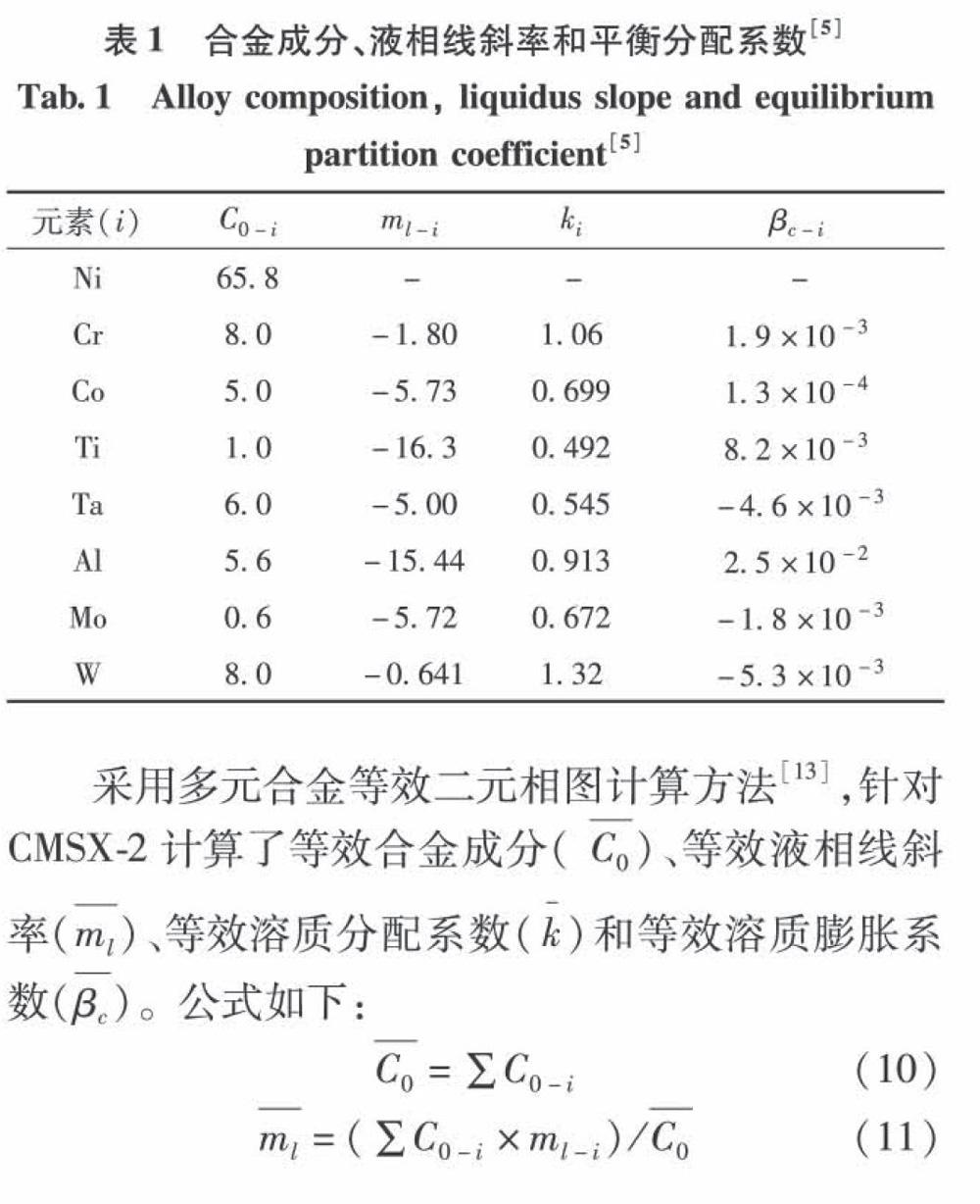
2.1 等效二元相圖計(jì)算
本文選取第二代鎳基高溫合金CMSX-2為研究對象。合金主要成分、液相線斜率和平衡分配系數(shù)見表l。
2.2 模型驗(yàn)證
本文基于Beckermann等研究結(jié)果,采取與其相同的鑄件形狀(15cm×5cm)、凝固參數(shù)(溫度梯度G和抽拉速度V)及枝晶臂間距λ1對鑄件凝固過程雀斑形成進(jìn)行模擬。“RCase”代表文獻(xiàn)中實(shí)施的算例。算例采用的計(jì)算參數(shù)如表4所示。
針對這四個算例(RCasel~RCase4),本文定向凝固結(jié)束時成分場模擬結(jié)果如圖1所示。
從圖1可以看出,當(dāng)溫度梯度為50K/cm和抽拉速度為25cm/h時,RCasel為穩(wěn)定凝固,沒有溶質(zhì)通道形成,即沒有形成雀斑缺陷;當(dāng)溫度梯度為35K/cm和抽拉速度為10cm/h時,隨著凝固的進(jìn)行,RCase2在凝固到5100s時凝固前沿失穩(wěn),在距鑄件底部8.5cm處出現(xiàn)偏析通道,即形成了雀斑缺陷;當(dāng)溫度梯度為20K/cm和抽拉速度為10cm/h時,RCase4中的凝固過程最不穩(wěn)定,形成的雀斑程度最為嚴(yán)重形成的時間也最早,雀斑缺陷形成起始位置接近鑄件底部1.5cm處,左側(cè)通道沿鑄件壁生長到鑄件頂部。
由表4可知,文獻(xiàn)中同樣條件下RCasel的結(jié)果是非常穩(wěn)定的,RCase2則剛剛失穩(wěn)有通道形成,RCase3和RCase4都是不穩(wěn)定的,RCase3的偏析比RCase2的更嚴(yán)重,RCase4則是最不穩(wěn)定的。本文模擬結(jié)果與文獻(xiàn)計(jì)算結(jié)果趨勢一致,驗(yàn)證了算法設(shè)計(jì)、程序開發(fā)和邊界條件選擇的可靠性。
2.3 幾何形狀對雀斑形成影響
本文設(shè)計(jì)了有/無截面收縮的鑄件,尺寸如圖2所示。圖中兩種形狀鑄件的二維面積相等。模擬CMSX-2合金,溫度梯度和抽拉速度分別為20K/cm和10cm/h,枝晶臂間距為400um。
定向凝固結(jié)束后成分場示于圖3.從圖3(a)中可以看到在無截面收縮的鑄件中從距鑄件底部3.75cm開始出現(xiàn)五條通道,并均連續(xù)生長到距鑄件底部9.5cm,繼續(xù)凝固除最左側(cè)通道沿鑄件壁一直生長到鑄件頂端外,其他四個通道出現(xiàn)合并和截?cái)喱F(xiàn)象。從左側(cè)數(shù)第四條通道在從距鑄件底部11.25cm處生長到距鑄件底部16.25cm的凝固過程中溶質(zhì)濃度達(dá)到35.9%(紅色區(qū)域數(shù)值)。繼續(xù)凝固溶質(zhì)濃度大的區(qū)域面積增大,不再是鏈狀通道。圖3(b)有截面收縮的鑄件兩條通道初始位置為距鑄件底部10cm處并且分別沿兩側(cè)鑄件壁生長。在距鑄件底部12.5cm處即截面收縮的位置,左右通道內(nèi)溶質(zhì)濃度分別為35.66%和35.67%。左側(cè)通道內(nèi)溶質(zhì)濃度在距鑄件底部14.5cm到17.5cm之間先減小到34.78%后增大到35.7%。在距鑄件底部17.5cm到距鑄件底部25cm處的收縮截面通道一直持續(xù)生長,濃度均在35.7%。在距鑄件底部25cm以上濃度又逐漸減小到34.9%;而右側(cè)通道內(nèi)溶質(zhì)濃度在距鑄件底部15cm到24.75cm之間先減小到34.09%后增大到35.11%。在距鑄件底部25cm處即收縮截面以上濃度又下降到34.64%。
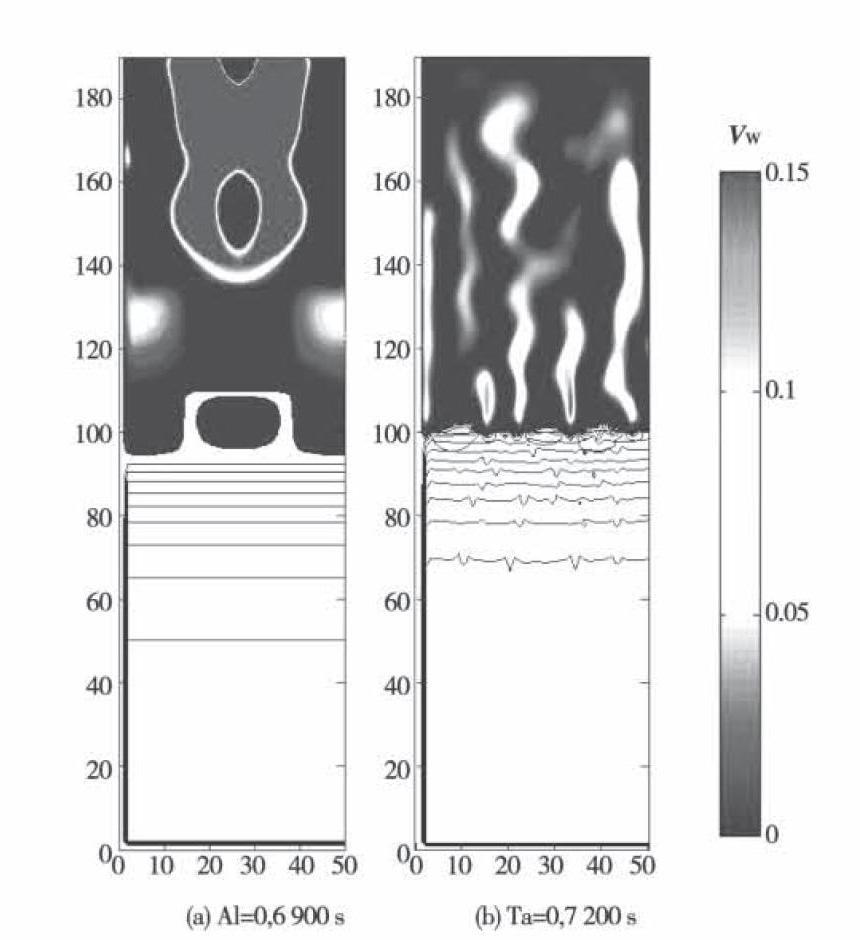
圖4和圖5分別給出無截面收縮的鑄件和有截面收縮鑄件在三個時刻下等固相分?jǐn)?shù)線和等效速度值分布圖。其中Vω為z軸方向流動速度,單位為cm/s。
從圖4和圖5中均可以看出,在形成溶質(zhì)偏析通道的位置,固相分?jǐn)?shù)界面會出現(xiàn)形似火山口狀的明顯波動,這意味著溶質(zhì)在此處富集。隨著凝固進(jìn)行,富集溶質(zhì)的枝晶間液體密度減小,當(dāng)浮力大于通道中的粘性阻力時,輕的元素會向上流動。富集溶質(zhì)的液體流過之處液相線溫度降低,因此形成雀斑缺陷。在高溫合金定向凝固過程中。在圖4中,由于無截面收縮的形狀流動區(qū)域相對寬闊,實(shí)際液體流動的動力要比鑄件壁上的大,但是阻力比在鑄件壁界面上形成時要大得多所以不能形成有效對流。糊狀區(qū)液體因密度反差造成的流動驅(qū)動力要小得多,即使在阻力很小的鑄件壁上,也不可能驅(qū)動整個界面上液體的流動,而只能形成隧道式的局部對流,結(jié)果是造成鏈條狀的雀斑缺陷。而圖5中鑄件外形連續(xù)收縮對于產(chǎn)生雀斑卻是有利的條件。這是由于鑄件壁提供了阻力很小的界面,要遠(yuǎn)遠(yuǎn)小于枝晶臂互相交錯的糊狀區(qū)內(nèi)部,這造成了對流的驟然加速和枝晶臂沖斷,使得雀斑形成。糊狀區(qū)液體流動極易沿著阻力很小的鑄件壁進(jìn)行所以產(chǎn)生附壁效應(yīng)。正如圖5(a)和(b)中最大流速即圖中紅色部分在鑄件截面收縮處出現(xiàn),而圖4(a)、(b)、(c)中流速均沒有出現(xiàn)紅色部分。
2.4 合金元素對雀斑形成影響
不同合金元素組成對于通道的形成有著不同的影響。在圖6(C)中的通道在凝固過程中形成的最早,而(b)中卻沒有通道產(chǎn)生,這是由于計(jì)算Ta=0的算例溶質(zhì)膨脹系數(shù)最大,為6.81×10-3。而Al=0的溶質(zhì)膨脹系數(shù)最小,僅為0.47×10-3。圖6(a)中起初在鑄件中間形成了四個連續(xù)的通道,而圖6(b)幾乎沒有溶質(zhì)富集,圖6(c)則在從距鑄件底部0.75cm就開始出現(xiàn)很多截?cái)嗟耐ǖ溃挥性诰噼T件底部11.25cm處產(chǎn)生一條溶質(zhì)濃度很大的通道一直連續(xù)生長到距鑄件頂部16.25cm處。形成上述結(jié)果的原因可以結(jié)合速度場來解釋:凝固過程中不同的合金成分造成的流動強(qiáng)度不同,也對雀斑缺陷的形成也起著不同的作用。圖7(a)的鑄件在凝固過程雖在鑄件頂部有流動但距凝固界面較遠(yuǎn),并沒有使界面失穩(wěn),沒有溶質(zhì)富集,所以沒有形成通道。圖7(b)可以看到,形成平行重力方向的隧道式流動,在通道形成的地方流動速度比周圍液體的流動速度大,尤其是在接近凝固界面“火山口”的地方,流速呈現(xiàn)紅色。
3 結(jié)論
1)本文模擬結(jié)果與Beckermann等模擬結(jié)果進(jìn)行對比,趨勢吻合,證明了算法設(shè)計(jì)、程序開發(fā)和邊界條件選擇的可靠性。
2)本文中兩種形狀的鑄件均有雀斑產(chǎn)生,不同幾何形狀的鑄件對于雀斑的形成有不同的影響:無截面收縮的鑄件的通道數(shù)量更多、形成的時間更早即通道形成的初始位置更接近鑄件底部;而收縮形鑄件中通道則出現(xiàn)在壁面處,附壁現(xiàn)象明顯,雀斑在鑄件壁形成更不利于鑄件的實(shí)際使用。
3)不同合金成分也是影響雀斑形成的重要因素:Al為不穩(wěn)定元素,Ta為穩(wěn)定元素。所以在鑄件合金成分中減少Al的含量或增加Ta的含量有利于抑制雀斑形成。
