前處理對錦綸化學鍍銀的影響
2019-09-10 07:22:44孫振華郭亞蔣志青陳韶娟馬建偉
絲綢 2019年3期
關鍵詞:前處理
孫振華 郭亞 蔣志青 陳韶娟 馬建偉




摘要: 為探索錦綸化學鍍銀前處理的最優工藝條件,文章采用鈀催化化學鍍銀的方法,按除油、粗化、敏化、活化順序逐步處理錦綸纖維,著重探討錦綸化學鍍銀前處理工藝中每一步的最佳溫度、質量分數和時間,最后對前處理纖維和鍍銀纖維進行測試和表征。研究表明,最佳前處理工藝條件為除油:溫度40℃、質量分數60%的乙醇溶液和時間90min;粗化:溫度40℃、質量分數15%的鹽酸溶液和時間90min;敏化:溫度40℃、質量分數2%的鹽酸及0.6%的氯化亞錫和時間50min;活化:溫度40℃、質量分數0.05%的氯化鈀和時間50min。采用此工藝的鍍銀纖維清洗失銀率、電阻、強力損失率和鍍銀率分別為2.5%、0.4Ω、17.5%和28.48%。
關鍵詞: 錦綸6;前處理;除油;粗化;敏化;活化
中圖分類號: TQ153.3
文獻標志碼: A
文章編號: 1001-7003(2019)03-0017-07
引用頁碼: 031104
Influence of pretreatment on electroless silver plating of polyamide
SUN Zhenhua, GUO Ya, JIANG Zhiqing, CHEN Shaojuan, MA Jianwei
(College of Textile & Clothing, Qingdao University, Qingdao 266071, China)
Abstract: In order to explore the optimum pre-treatment conditions for the preparation of electroless silver plating of polyamide fibers, the method of electroless silver plating catalyzed by palladium was adopted. Polyamide fibers were treated gradually by oil cleaning, coarsening, sensitization and activation. The optimal temperature, mass fraction and treatment time in each process were investigated. Finally, pre-treated fibers and silver-plated polyamide fibers were tested and characterized. It was found that the optimal pretreatment conditions were as follows: oil cleaning: 60%wt ethanol solution, time 90 minutes, temperature of 40℃; coarsening: 40℃, 15%wt hydrochloric acid solution, time 90 minutes; sensitization, 2%wt hydrochloric acid and 0.6%wt stannous chloride, time 50 minutes, temperature 40℃; activation, 40℃, 0.05%wt palladium chloride, time 50 minutes. By using these pre-treatment parameters, the silver loss rate after cleaning, resistance, strength loss and silver plating content were 2.5%, 0.4Ω, 17.5% and 28.48%, respectively.
Key words: polyamide 6; pretreatment; oil cleaning; coarsening; sensitization; activation
收稿日期: 2018-06-24;
修回日期: 2019-01-09
作者簡介: 孫振華(1994),男,碩士研究生,研究方向為纖維材料的開發與應用。通信作者:馬建偉,教授,915286867@qq.com。
近年來,人民生活水平越來越高,因而對于生活質量的要求逐步提高。科技的發展給人們帶來便利的同時,也給人們帶來了電磁輻射,因此對于防輻射產品的研發勢在必行。
化學鍍銀是指通過氧化還原反應在纖維表面沉積金屬銀的過程[1]。鍍銀纖維具有優良的電磁屏蔽性能[2],研究表明,纖維鍍銀后可以對微波有強烈的反射作用。很多研究中探討過鍍銀織物的電子屏蔽性能,其中鍍銀的滌綸織物的電磁屏蔽性能為50~90dB[3],鍍鎳棉纖維電磁屏蔽性能為32~37dB[4],鍍銀纖維制成的織物屏蔽率可以達到99.99%[5]。鍍銀織物已經成為重要的醫療產品材料和電磁輻射材料[6],主要應用于電子作業防護、航空航天及醫療器械等產業[7]。錦綸作為重要的化纖之一,不僅具有成本低、性能優良的特點,而且錦綸表面活性基團多,沉積的鍍層質量好,因此在錦綸表面鍍銀具有重要意義。高質量的鍍銀錦綸才能保證鍍銀織物具有優良的性能,前處理是影響化學鍍銀最關鍵的因素,其中包括除油、粗化、敏化和活化。
除油就是為了去除纖維表面的油劑、油漬和污垢。合成纖維在生產過程中都會施加一定量油劑,以滿足紡絲工藝的要求。同時,為了滿足后道加工的要求,也會對纖維施加一些抗靜電劑等助劑。這些油劑,無論是動物油、植物油或者礦物油,對于化學鍍銀來說都是多余的,在化學鍍銀之前均應去除,否則會影響鍍層和纖維之間的結合牢度、鍍銀層的均勻性和化學鍍銀效率等。常用的除油劑為有機溶劑、中性洗滌劑、酸堿性試劑,選擇洗滌劑需要根據基材的性質決定。有機溶劑適用于大多數高聚物,錦綸可以選擇使用有機溶劑丙酮。張夢婕[8]使用十二烷基苯磺酸鈉清洗PA6后再使用丙酮進行除油,劉志才[9]使用NaOH和OP乳化劑除油,侯偉等[10]使用無水乙醇進行除油處理,但考慮到安全性問題,無水乙醇更適合綠色環保化生產。
粗化就是在錦綸表面形成不規則致密的微孔,增加了纖維表面的粗糙度和比表面積。錦綸表面的活性基團雖然比滌綸要多,但是直接進行化學鍍銀效果不好,結合力小,強度差。通過粗化可增大錦綸纖維的比表面積,提高表面活性,使錦綸具有高的離子吸附能力。粗化會改變纖維微觀形態,使其表面形成具有親水性的極性基團,從而使化學鍍進行更順利,增強鍍層和纖維之間的結合牢度。粗化的方法有化學刻蝕、機械刻蝕、溶劑溶脹和等離子刻蝕等[11]。根據基材化學性質的不同,選擇使用不同的粗化試劑,例如滌綸耐堿性差,可選擇使用堿處理。王春霞[12]使用20%/30%的NaOH處理滌綸進行粗化,ZHANG等[13]對位芳綸可采用堿處理進行粗化,都具有良好的效果。
敏化過程會使錦綸纖維表面吸附還原性離子,為下一步活化提供還原性離子。敏化液配方基本上是氯化亞錫或者是氯化亞錫和鹽酸混合,氯化亞錫和鹽酸溶液混合會水解形成凝膠狀附在基材表面。纖維表面吸附的亞錫離子具有還原性,可以將金屬離子還原成金屬顆粒附著在纖維表面,金屬顆粒就是通過活化產生的鍍銀反應的催化點。
活化是預先在纖維表面進行小劑量的化學鍍銀,纖維表面吸附的金屬顆粒就是化學鍍銀過程的活化點。活化可使用氯化鈀或銀氨溶液處理纖維,采用氯化鈀活化的主要反應機理是Sn2++Pd2+=Sn4++Pd,采用銀氨溶液活化的反應機理是2Ag++Sn2+=2Ag+Sn4+。不經活化的纖維表面能較高,不易引發沉積反應,活化后纖維表面具有催化活性,活化能降低,因此活化直接影響鍍銀質量。活化常用方法有:光化學法、銀漿法、介電層放電法、催化性涂料法、鉬錳法、氣相沉積法和浸鈀法等[14]。離子鈀活化法或膠體鈀活化法是目前較為常用的方法,纖維表面附著的被還原的金屬鈀顆粒作為催化中心,通過催化作用,化學鍍液中的銀離子被還原劑還原成金屬銀顆粒附著在纖維表面,得到均勻連續的鍍層。于春蘭[15]使用銀氨溶液作為活化劑進行試驗,采用銀氨溶液活化節約成本。雖然鈀價格昂貴,但鈀催化效果更明顯,采用氯化鈀進行活化處理得到的鍍層更均勻。
關于化學鍍銀國內外已有大量研究,但在這些已有的研究當中,更注重的是對鍍銀纖維性能的表征與分析,而對于化學鍍前處理工藝的詳細研究很少[16-20]。本文以錦綸為化學鍍基材,利用化學鍍銀的方法,將除油、粗化、敏化和活化的溫度,時間及藥品質量分數進行分組,著重探討了化學鍍前處理每一步的最佳工藝條件,對指導化學鍍生產鍍銀錦綸具有重要意義。
1試驗
1.1材料與設備
錦綸6長絲(70D/24F,杭州蕭山錢潮錦綸有限公司),無水乙醇、鹽酸、氫氧化鈉、硝酸銀、氯化鈀、氯化亞錫和氨水(國藥集團化學試劑有限公司)。
LLY-06電子單纖維強力儀(萊州市電子儀器有限公司),MPLK-701超聲清洗器(金壇市大地自動化儀器廠),SHZ-82水浴恒溫振蕩器(金壇市天竟實驗儀器廠),FA 2004B電子天平(上海精密科學儀器有限公司),MS 8240D數字萬用表(東莞華儀儀表科技有限公司),Phenom Pro(復納科學儀器(上海)有限公司)。
1.2準備
1.2.1前處理試驗條件
除油:溫度20~40℃,乙醇質量分數40%~80%,處理時間30~90min。
粗化:溫度20~40℃,鹽酸質量分數10%~20%,處理時間30~90min。
敏化:溫度20~40℃,鹽酸/氯化亞錫質量分數1%/0.4%、2%/0.6%和3%/0.8%,處理時間30~50min。
活化:溫度20~40℃,氯化鈀質量分數0.01%~0.1%,處理時間30~50min。
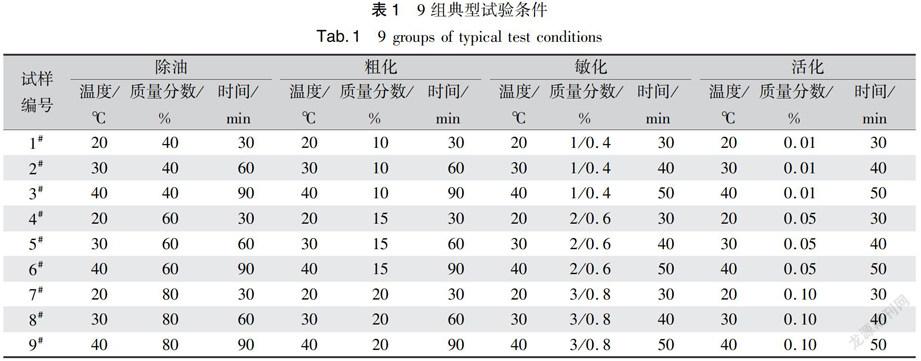
由于試驗數量龐大,故選取9組典型試驗,考慮到藥品質量分數是影響前處理各步驟的首要因素,溫度和時間為次要因素,因此綁定溫度和時間同時變化,單獨變化質量分數因素,9組典型試驗條件如表1所示。
1.2.2鍍銀試驗
1)稱取適量硝酸銀粉末、少量葡萄糖和NaOH粉末分別配置成一定質量分數的AgNO3、葡糖糖和NaOH溶液,量取適量氨水配制一定質量分數的氨水溶液;
2)把配好的氨水加入硝酸銀溶液中,溶液逐漸變渾濁,繼續加入氨水后,溶液變澄清。逐滴加入NaOH溶液使其pH值為9~10,然后滴加氨水使因為滴加NaOH產生的渾濁變澄清;
3)將前處理的纖維浸入盛有還原液葡萄糖和銀氨溶液比例是1︰1的燒杯中,室溫下水浴振蕩,反應一段時間。
1.3測試方法
1.3.1前處理纖維
1)失重率:利用FA 2004B電子天平稱量纖維經過前處理前后的質量,計算錦綸經過前處理的失重率。
2)強力損失率:利用LLY-06電子單纖維強力儀測試纖維經過前處理前后的強力,計算錦綸的強力損失率。
1.3.2鍍銀纖維
1)鍍銀率:使用FA 2004B電子天平稱量纖維鍍銀前后的質量,計算纖維的鍍銀率。
2)電阻:利用MS 8240D數字萬用表測試鍍銀纖維的電阻,測試距離為1cm。
3)清洗失銀率:利用超聲清洗器將鍍銀纖維進行清洗,使用FA 2004B電子天平稱量鍍銀纖維超聲清洗前后的質量,計算鍍銀纖維清洗失銀率。
4)強力損失率:利用LLY-06電子單纖維強力儀測試纖維鍍銀前后的強力,計算鍍銀纖維的強力損失率。
2結果與分析
2.1前處理纖維
鍍銀試驗前處理中使用的鹽酸質量分數為10%、15%和20%。為了更清楚地表達鹽酸對原纖維失重和強力變化的影響趨勢,增加質量分數為5%和30%兩組試驗。
2.1.1粗化失重率
失重率/%=粗化前質量-粗化后質量粗化前質量×100(1)
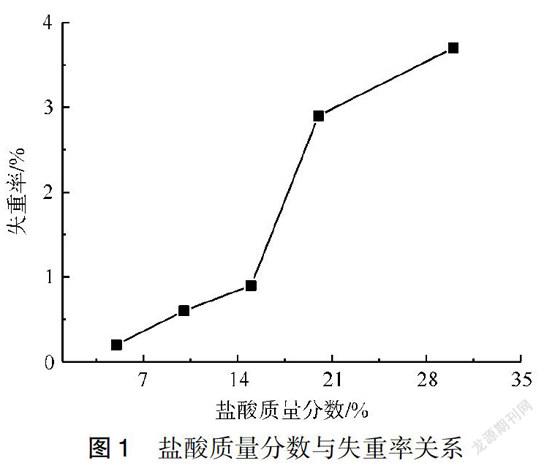
粗化后5組試驗的原纖維失重率如圖1所示。
圖1鹽酸質量分數與失重率關系
Fig.1Relationship between? the concentration of hydrochloric
acid and weight loss rate
如圖1所示,纖維失重率隨著鹽酸質量分數的上升而增大,增速先變快后減慢。鹽酸質量分數變大對纖維的損傷更嚴重,為保證最終鍍銀纖維具有較高的強力和鍍銀層有較好的連續性、均勻性,要適度選擇鹽酸的質量分數。鹽酸作用主要是增大纖維的比表面積,比表面積大有利于提高纖維的表面鍍層結合力,同時考慮對纖維性能的影響,因此要選擇合適的鹽酸質量分數進行粗化,既能保證鍍銀纖維表面銀層的牢度和連續,又能保證鍍銀纖維的強度滿足工業化生產的需要。
2.1.2粗化強力損失率
強力損失率/%=粗化前強力-粗化后強力粗化前強力×100
(2)
粗化后5組試驗的原纖維強力損失率如圖2所示。圖2可直觀地看出,纖維強力損失隨著鹽酸質量分數的上升而增加,增速隨質量分數增大而變小。鹽酸質量分數對纖維強力的影響巨大,過高的鹽酸質量分數導致纖維的物理機械性能損失,這樣的鍍銀纖維將難以承受機械外力,不能織造成布。結合失重率分析,鹽酸質量分數越高,對纖維的影響越大,因此要控制鹽酸質量分數;同時要保證纖維比表面積足夠大,使鍍層結合力較好。通過對纖維粗化失重率和強力損失率分析得出,隨著鹽酸質量分數的升高,纖維受到的破壞越嚴重,強力損失越大,因此為滿足鍍銀纖維性能的要求,應盡量選擇較低質量
分數的鹽酸進行粗化。為進一步得出前處理的最佳
圖2鹽酸質量分數與強力變化率關系
Fig.2Relationship between the concentration of hydrochloric
acid and the change rate of strength
工藝條件,對鍍銀纖維的鍍銀率、電阻、清洗失銀率和強力損失率進行表征。
2.2鍍銀纖維
2.2.1鍍銀率分析
鍍銀率/%=鍍銀纖維質量-原纖維質量鍍銀纖維質量×100(3)
鍍銀率的大小不僅從正面反映鍍銀纖維中銀的含量,也能從側面反映出纖維的導電性能和結合牢度等。圖3顯示了9份鍍銀試樣的鍍銀率,可以看出,隨著溫度、質量分數和時間三個工藝條件的遞增,9份鍍銀樣品的鍍銀率基本呈現正比增長。在較低藥品質量分數下,隨著溫度和時間的增加,其鍍銀率也不會超過20%;當除油、粗化、敏化和活化的藥品質量分數分別提升60%、15%、2%、0.6%和005%以上時,隨著溫度和時間的增加,其鍍銀率均超過26%;但隨著反應體系的飽和,鍍銀率達到29%左右后并沒有繼續上升,鍍銀樣品5#~9#的鍍銀率基本屬于同一水平,其含銀量能充分包裹錦綸纖維表面,達到更好的鍍層連續性,能有效提升導電率和電磁屏蔽性能。因此通過對錦綸纖維的鍍銀率分析得出,試樣5#~9#的鍍銀率最高。
圖39份試樣鍍銀率
Fig.3Silver plating content of 9 samples
2.2.2電阻分析
鍍銀纖維的電阻柱狀圖如圖4所示。圖4顯示出電阻最低的是6#、7#、8#和9#,每厘米電阻值都不到1Ω,較低的電阻值說明試樣的表面鍍層均勻性和連續性更好,這四組試樣的工藝條件更接近最佳工藝條件。從圖4的走勢中看出,前處理的溫度和時間與鍍銀纖維的電阻基本呈正比關系,說明較高的溫度和較長的時間有利于鍍層的沉積,當藥品質量分數大于6#試樣質量分數時,鍍銀纖維的電阻已不足1Ω。在鍍銀率的分析中得出5#~9#試樣的鍍銀率最高,反映出纖維表面銀含量影響著電阻,鍍銀率越高,纖維表面銀層的連續性越好,其電阻相應地越低。所以從鍍銀纖維的電阻測試分析得出,試樣6#~9#的電阻更小,鍍層連續性和均勻性更好,與鍍銀率的規律基本一致。
圖49份試樣電阻
Fig.4Resistance of 9 samples
2.2.3清洗失銀率分析
清洗失銀率/%=原樣質量-四次洗后質量原樣質量×100(4)
鍍銀纖維經過水洗的失重率,用于說明鍍層的結合牢度。失重率越大,鍍銀纖維鍍層的結合力越小。圖5是9份鍍銀纖維清洗后失銀率,可以看出清洗失銀率較小的是6#、7#和8#,試樣1#、2#和3#的清洗失銀率較大,是因為前三組試驗的鹽酸質量分數最低,纖維比表面積最小。試樣4#、5#與6#在同樣鹽酸質量分數的情況下,清洗失銀率卻較6#大,原因是溫度和時間對鍍層結合力的影響,合適的時間和溫度會讓反應進行得更加充分,
圖59份試樣清洗失銀率
Fig.5Ag loss rate of 9 samples after cleaning較低的溫度與較短的時間對反應都有負面作用;9#試樣失銀率較大,可能是因為藥品質量分數
過高,同時反應溫度較高,時間較長,反應過于激烈、充分,導致銀顆粒在表面團聚,使得鍍層結合力下降。因此,通過對鍍銀纖維清洗失銀率分析得出,試樣6#、7#和8#鍍層結合牢度更好。
2.2.4強力損失率分析
強力損失率/%=原纖維強力-鍍銀纖維強力原纖維強力×100
(5)
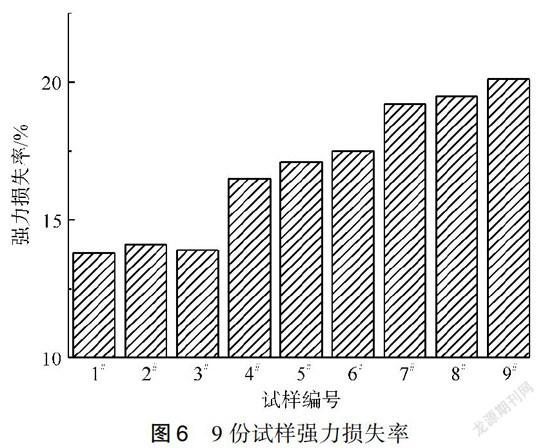
鍍銀纖維的強力損失率如圖6所示。圖6顯示了9份試樣的強力損失率,試樣1#、2#和3#的強力損失率小,鍍層牢度、均勻性和連續性較差;試樣7#、8#和9#的強力損失率過大,導致纖維物理機械性能下降嚴重,不能滿足后道工序對纖維強力的要求,同時考慮到節約環保,這三組使用藥品質量分數高,不利于環保和節約藥品;試樣4#、5#和6#的強力損失率在17%左右,從強力方面講,纖維強力滿足織造要求,結合鍍銀率、電阻和清洗失銀率分析,從鍍層結合牢度、均勻性和連續性方面看,試樣6#的鍍層牢度、均勻性和連續性最好且強力損失率較低。
圖69份試樣強力損失率
Fig.6Strength loss rate of 9 samples
2.2.56#清洗纖維和鍍銀纖維圖
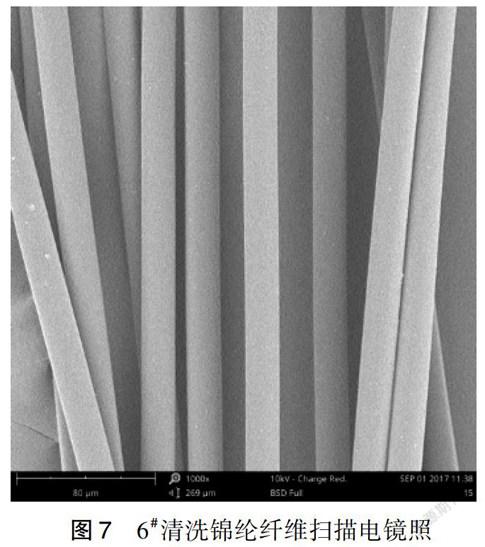
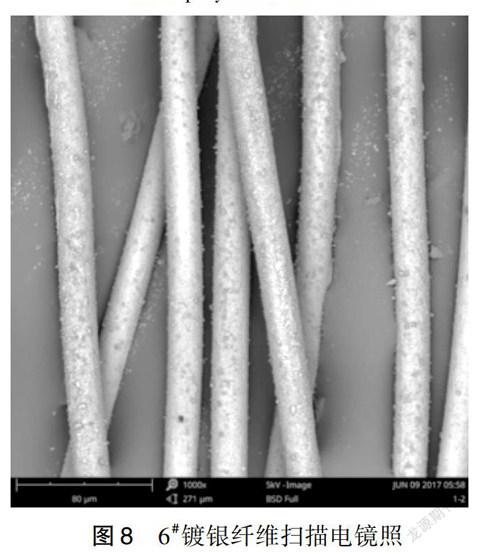
通過對前處理纖維和鍍銀纖維的測試和表征得出,試樣6#鍍銀纖維的前處理工藝為最佳工藝,其鍍銀纖維強力較好,鍍層結合牢度、連續性和均勻性較好。從圖7可以看出,錦綸原纖維經過清洗后表面光滑沒有雜質,這種纖維更容易得到連續均勻的鍍層。如圖8所示,錦綸鍍銀纖維的鍍層均勻性、連續性較好,達到了更好的屏蔽效果。
圖76#清洗錦綸纖維掃描電鏡照
Fig.7Scanning electron microscope images of
cleaned polyamide fiber of 6#
圖86#鍍銀纖維掃描電鏡照
Fig.8Scanning electron microscope images of
silver plated fiber of 6#
3結論
通過前處理和鍍銀錦綸的測試、表征和分析得出試樣6#較適合工藝為:在40℃下用60%的乙醇溶液處理90min進行除油;在40℃下用15%的鹽酸溶液處理90min進行粗化;在40℃下用2%的鹽酸溶液和06%的氯化亞錫溶液處理50min進行敏化;在40℃下用0.05%的氯化鈀溶液處理50min進行活化。本工藝條件制得的鍍銀纖維具有良好的均勻性、連續性、結合牢度和較高的纖維強力,良好的鍍銀纖維性能保證鍍銀織物的屏蔽性能更加優異。
在今后的研究中,將進一步探究前處理最佳工藝條件,在試樣6#工藝條件兩端進行更小梯度的試驗,得出更接近最佳的前處理工藝。
參考文獻:
[1]穆世鵬. 銀/聚苯胺/滌綸復合材料的制備及其性能研究[D]. 上海: 東華大學, 2016.
MU Shipeng. Studies on Preparation and Properties of Ag/PANI/PET Composite [D]. Shanghai: Donghua University, 2016.
[2]靳武剛. 碳纖維在電磁屏蔽材料中的應用[J]. 現代塑料加工應用, 2004, 16(1): 24-27.
JIN Wugang. Application of carbon fiber in ems composites [J]. Modern Plastics Processing and Applications, 2004, 16(1): 24-27.
[3]MU S P, XIE H Y, WANG W, et al. Electroless silver plating on PET fabric initiated by in situ reduction of polyaniline [J]. Applied Surface Science, 2015,353: 608-614.
[4]GUO R H, JIANG S Q, YUENCWM, et al. An alternative process for electroless copper plating on polyester fabric [J]. Journal of Materials Science-Materials in Electronics, 2009, 20(1): 33-38.
[5]江日金, 黃建華, 徐民, 等.鍍銀纖維多功能屏蔽織物的開發[J]. 上海紡織科技, 2009, 37(12): 40-41.
JIANG Rijin, HUANG Jianhua, XU Min, et al. Development of multi-functional shielding fabric made of silver plated fiber [J]. Shanghai Textile Science & Technology, 2009, 37(12): 40-41.
[6]ARENA P, BASILE A, BUCOLO M, et a1. Image processing for medical diagnosis using CNN [J]. Nuclear Instruments & Methods in Physics Research Section A, 2003(497): 174-178.
[7]張麗. 阻燃抗靜電織物的研制[J]. 產業用紡織品, 2004(4): 17-21.
ZHANG Li. The research of double-functional fabric with flame-retardant and antistatic [J]. Technical Textiles, 2004(4): 17-21.
[8]張夢婕. 氯化鈣/甲醇前處理及多巴胺改性 PA6 織物鍍銀研究[D]. 上海: 東華大學, 2015.
ZHANG Mengjie. Research on Preparation of Silver Plated Polyamide Fabric Modified by Dopamine after the Calcium Chloride/Methanol Pretreatment [D]. Shanghai: Donghua University, 2015.
[9]劉志才. 聚酰胺6織物化學鍍銀工藝及屏蔽效測試方法的研究[D]. 杭州: 浙江理工大學, 2011.
LIU Zhicai. The Study of Electroless Ag Plating Process on Polyamide 6 and Test Methods of Shielding Effectiveness [D]. Hangzhou: Zhejiang Sci-Tech University, 2011.
[10]侯偉, 潘功配, 關華, 等. 碳纖維表面化學鍍銀工藝研究[J]. 材料保護, 2007, 40(12): 45-47.
HOU Wei, PAN Gongpei, GUAN Hua, et al. Electroless silver plating on surface of carbon fiber [J]. Materials Protection, 2007, 40(12): 45-47.
[11]李寧. 化學鍍實用技術[M]. 北京: 北京工業出版社, 2004: 61-64.
LI Ning. Practical Technology of Electroless Plating [M]. Beijing: Beijing Industry Press, 2004: 61-64.
[12]王春霞. 化學鍍銀導電滌綸纖維織物的制備及性能研究[D]. 天津: 天津工業大學, 2015.
WANG Chunxia. Study on Preparation and Properties of Conductive PET Fabric with Electroless Silver Plating [D]. Tianjin: Tianjin Polytechnic University, 2015.
[13]ZHANG H R, ZOU X G, LIANG J J, et al. Development of electroless silver plating on para-aramid fibers and growth morphology of silver deposits [J]. Journal of Applied Polymer Science, 2012(124): 3363-3371.
[14]姜曉霞, 沈偉. 化學鍍理論及實踐[M]. 北京: 國防工業出版社, 2000: 336-339.
JIANG Xiaoxia, SHEN Wei. The Fundamental and Practice of Electroless Plating [M]. Beijing: National Defense Industry Press, 2000: 336-339.
[15]于春蘭. 鍍銀聚酰胺6納米纖維的制備和性能研究[D]. 上海: 東華大學, 2012.
YU Chunlan. Analysis on Preparation and Performance of Silver Plated PA6 Nanofiber [D]. Shanghai: Donghua University, 2012.
[16]張麗娟, 李瑞洲, 邢國江. 鍍銀混紡紗電磁屏蔽織物的開發與屏蔽效能[J]. 上海紡織科技, 2011, 39(7): 40-41.
ZHANG Lijuan, LI Ruizhou, XING Guojiang. Development of anti-electromagnetic radiation fabric from silver-plated blending yarns and its shielding effectiveness[J]. Shanghai Textile Science & Technology, 2011, 39(7): 40-41.
[17]YU D, TIAN W C, LI Y F, et al. Preparation of silver-plated wool fabric with antibacterial and anti-mould properties[J]. Materials Letter, 2015(151): 1-4.
[18]JIANG S Q, NEWTON E, YUEN C W M, KAN C W. Chemical silver plating on cotton and polyester fabrics and its application on fabric design[J]. Textile Research Journal, 2006, 76(1): 57-65.
[19]YU D, MU S P, LIU L L, et al. Preparation of eletroless silver plating on aramid fiber with good conductive and adhesion strength[J]. Colloids and Surface A: Physicochemical and Engineering Aspects, 2015,483: 53-59.
[20]LIAO Y, CAO B, WANG W C, et al. A facile method for preparing highly conductive and reflective surface-silvered polyimide films [J]. Applied Surface Science, 2009,255: 8207-8212.
猜你喜歡
價值工程(2017年24期)2017-07-17 01:01:50
農家科技下旬刊(2017年6期)2017-07-05 19:26:56
農業與技術(2017年1期)2017-05-09 05:59:29
價值工程(2017年9期)2017-04-18 10:35:11
現代農業科技(2016年20期)2016-12-20 09:02:15
計算機輔助工程(2016年5期)2016-11-25 20:48:09
企業技術開發·下旬刊(2016年9期)2016-11-23 03:54:44
電腦知識與技術(2016年6期)2016-06-06 11:06:29
計算機輔助工程(2016年1期)2016-03-15 12:49:55
分析化學(2015年8期)2015-08-13 07:23:40