相控陣技術對焊縫缺陷檢測的研究及應用
2019-06-10 09:35:31陳超張華知汪雪梅王志斌
科技創新導報 2019年4期
陳超 張華知 汪雪梅 王志斌
摘 ? 要:相控陣技術是一種多聲束掃描成像檢測技術,通過控制聚焦深度、偏轉角度和波束寬度形成不同的虛擬探頭(VPA),從而可對試件進行高速、全方位和多角度的檢測,且圖像化的檢測結果更加直觀。文章簡要介紹了相控陣檢測技術的基本原理和特點,綜述了國內外相控陣檢測技術發展現狀,最后以對接焊縫裂紋檢測為例,介紹了相控陣技術檢測缺陷信號和幾何信號的圖像判讀評定。
關鍵詞:相控陣 ?檢測 ?探頭 ?應用
中圖分類號:TG441.7 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1674-098X(2019)02(a)-0096-02
為保障特種設備安全運行,我國自2014年1月1日正式施行《中華人民共和國特種設備安全法》,在配套的相關法規中明確規定,特種設備在投用一段時間后應進行停機狀態下的定期檢驗(周期性檢驗),這種檢驗目前使用常規無損檢測方法(如射線、超聲波、TOFD、渦流、磁粉、滲透等檢測方法)進行檢測,其最大優勢在于技術成熟,但檢測過程中只能按比例抽查焊縫或相應重點部位,導致實際檢測比例不到10%(按特種設備表面積計算),因此,這種檢測方式在本質上是一種局部檢測。相較A型脈沖回波和TOFD等方法[1],運用相控陣檢測技術對承壓類特種設備焊縫進行無損檢測能獲得更多波形,可以更有效快速的發現設備的缺陷隱患,生成可視云圖實現動態監測,確保其安全運行狀況,達到提高設備安全運行的目的,切實保障國民人身和財產安全。
1 ?相控陣檢測技術
1.1 概述
相控陣檢測是一種通過對陣列傳感器各獨立陣元按一定的延遲法則進行激勵、接收,合成特定形式聲場,通過超聲波數據以圖像的形式顯示出來的一種無損檢測技術。通過時間延遲相繼激發探頭中多個晶片,每個激活晶片發射的超聲波束相互干涉形成新的波束,通過軟件調整,新波束的角度、焦距、焦點尺寸等均可根據檢測需要予以改變。與傳統TOFD、超聲測厚、A型脈沖回波檢測等無損檢測技術相比,相控陣檢測技術的一個探頭即具備多個性質相同的晶片,通過控制聚焦深度、偏轉角度、波束寬度形成不同的虛擬探頭(VPA),從而可對試件進行高速、全方位和多角度的檢測,在掃查過程中可形成大量A掃和C掃數據,且通過相控陣儀器數據處理可實現以S掃的形式顯示出來。
1.2 基本原理
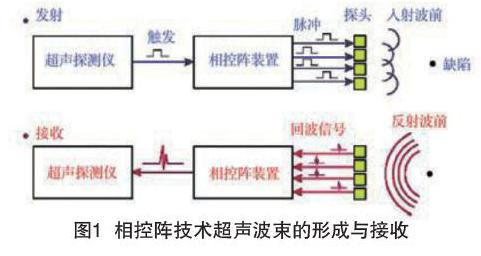
根據費爾馬原理,可以計算出晶片的激發時間和延遲時間,使所有晶片產生的柱狀波(球面波)的波前在同一時間到達空間的同一點,波束都是柱狀聚焦或球面聚焦的,基于缺陷的反射波被晶片接收來檢測,通過聚焦法則計算器,計算出每個晶片的延時,從而得出波束偏轉和聚焦的深度和角度,檢測得到的模擬信號經過調整,可在多個視圖中顯示。如圖1所示,利用超聲探測儀按預先設定的波前延時值觸發各通道相控陣裝置,從而形成激勵脈沖,通過各壓電陣元均產生聲束,使陣列探頭中各單元發射的超聲波疊加形成入射波前。接收時,通過界面或者缺陷反射波,按預定的延時值,接受回波信號并進行累加,經過超聲探測儀處理即顯示出來[2]。
2 ?國內外相控陣檢測技術發展現狀
目前國外相控陣檢測技術在工業上的應用已得到ASTM E2491:2006,ASME E2007-9,JIS Z3070:1998,EN 16018:2011,ISO/DIS 13588:2010等標準的認可。其中研究及應用相控陣較為深入的國家主要有法國、加拿大、英國、德國、美國等。2005年,GE研發的超聲相控陣油氣管道檢測系統正式投入使用,得到良好的檢測效果;同時,GE與聯邦材料試驗研究所(BAM)、德國鐵路(DB)聯合研發了用于檢測火車輪軸關鍵部位橫向裂紋的超聲相控陣系統[3]。ISO 13588-2010標準是到目前為止最為先進的相控陣標準,此標準對檢測設定了四種等級,并允許采用長度法及波幅法對缺陷進行驗收(或評估),但此標準不包含對缺陷驗收的等級。
與國外相比,國內對于超聲相控陣的研究起步較晚,各個標準機構都在積極研究制訂超聲相控陣檢測技術工藝和儀器性能測試的標準,如中華人民共和國國家標準正研究討論相控陣超聲檢測系統的性能與檢驗,而中華人民共和國機械行業標準則對相控陣檢測儀器技術條件、鋼對接焊縫相控陣超聲檢測方法及缺陷分級做了規范[1]。但迄今都還在討論階段,尚未制訂具體的標準。在相控陣檢測技術理論研究上,清華大學基于設計了二維矩陣相控陣,對檢測區域進行了三維成像[4]。天津大學研制了超聲相控陣管道環焊縫檢測系統[5],并對環焊縫的相關檢測方法進行了研究,獲得很好的缺陷分析結果[6]。由于國內擁有相控陣設備單位比較少且檢驗技術不成熟,對相控陣檢測中發現的各種性質的缺陷特別是裂紋的認識還不足。因此有必要對相控陣檢測中發現的不同性質的缺陷進行特征分析,提高焊縫缺陷的檢測能力,確保設備的安全運行。
3 ?相控陣檢測技術在對接焊縫檢測中的應用
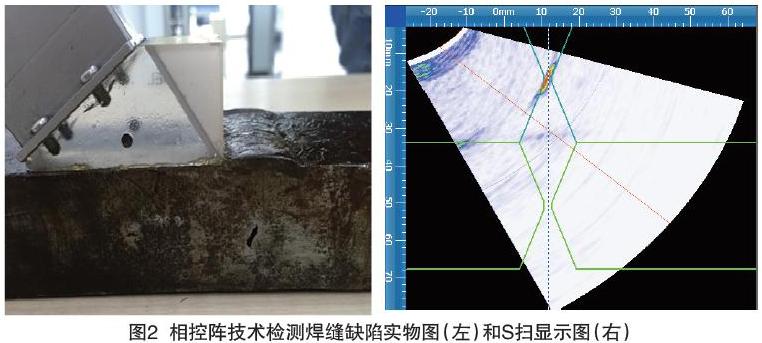
相控陣檢測技術在承壓類特種設備對接焊縫檢測中發揮著重要作用,本試驗選用400mm×400mm×17mm材質為Q345R的缺陷模擬試塊為例,采用Olympus Omniscan mx2相控陣檢測儀,檢測結果如圖2所示。S掃描視圖為由扇掃描聲束組成的扇面形狀的圖像顯示,圖像中橫坐標表示離開探頭前沿的距離(步進軸),縱坐標表示深度(超聲軸),沿扇面弧線方向的坐標表示角度。焊縫檢測時,S掃描顯示的是探頭前方焊縫的橫截面信息。真實的裂紋類缺陷,通常會有一個較強烈的底面端角反射信號,同時在該反射信號上會出現斷續的較弱的尖端衍射信號。在S掃描視圖上,通過改變角度光標的位置,找到上端點和下端點的位置,并將參考光標和測量光標放置于上下端點位置。通過測量得到最終缺陷的測量尺寸如下:缺陷長度S(m-r)=7.90mm(實際長度為8.00mm),缺陷深度U(r)=16.70mm(實際深度為16.50mm),缺陷高度U(m-r)=5.48mm(實際高度為5.6mm),誤差均小于2.5%[7],檢測結果與實際缺陷相符。
4 ?結語
相控陣檢測技術是多聲束掃描成像技術,探頭陣列單元在發射電路激勵下以可控的相位激發出超聲,通過控制聚焦深度、偏轉角度和波束寬度形成不同的虛擬探頭(VPA),從而可對試件進行高速、全方位和多角度的檢測,且圖像化的檢測結果更加直觀。相控陣檢測技術的應用在國外已相當普及,由于自主知識產權和關鍵技術的缺乏,國內相控陣檢測技術在無損檢測領域尚處于小規模探索階段,超聲相控陣檢測標準也亟待建立。相控陣檢測技術在板對接焊縫檢測中,焊縫缺陷可通過S掃描圖像進行定性和定量分析,與常規A掃脈沖波形相比,相控陣技術檢測的缺陷信號和幾何信號圖像更易分辨和儲存。
參考文獻
[1] 鄭陽,鄭暉,潘強華,等.國內外相控陣超聲檢測標準比較與分析[J].無損檢測,2016,38(7):56-65.
[2] 李衍.符合ASME要求的承壓設備焊縫超聲相控陣檢測[J].無損檢測,2012,28(12):25-27.
[3] HANSEN W,HINTZE H. Ultrasonic testing of rail-way axles with the phased array technique-experience during operation[J].Insight-Non-Destructive Testing and Condition Monitoring,2005,47(6):358-360.
[4] 施克仁,楊平,陳斌.基于二維陣列的相控陣超聲三維成像實現[J].清華大學學報:自然科學版,2006,46(11):1805-1808.
[5] 詹湘琳,李健,張宇,等.用于管道環焊縫缺陷檢測的超聲相控陣系統[J].儀器儀表學報,2006(S2):1427-1428.
[6] 詹湘琳.超聲相控陣油氣管道環焊縫缺陷檢測技術的研究[D].天津:天津大學,2006.
[7] 李衍.承壓設備焊縫超聲相控陣檢測圖譜解讀[J].無損檢測,2013,30(4):38-42.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
考試周刊(2016年76期)2016-10-09 08:45:44
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
科技視界(2016年20期)2016-09-29 11:02:20
