汽車覆蓋件沖壓模具熱處理研究
2019-03-06 12:42:20趙子海曹長才譚植文譚文娟
模具制造 2019年12期
關(guān)鍵詞:區(qū)域
趙子海,曹長才,譚植文,譚文娟,王 健
浙江吉利汽車實業(yè)有限公司(浙江寧波 315336)
1 引言
大型覆蓋件模具、中型結(jié)構(gòu)件模具,在沖壓自動線高節(jié)拍生產(chǎn)時,對做功部分凸模、凹模、壓邊圈等零件進行合理的熱處理,會提高模具做功部分零件的硬度、韌性、耐磨性,從而提高模具使用壽命,保證沖壓穩(wěn)定批量生產(chǎn)。
本文主要針對沖壓大型覆蓋件模具,中型結(jié)構(gòu)件模具的凸模、凹模、壓邊圈等零件在模具加工制造過程中熱處理方式和要求進行研究。
2 模具做功部分零件的熱處理方式定義、分類
2.1 整體淬火
通過專用工具對鋼塊進行加熱、保溫、冷卻來改變鋼塊晶相組織的一種熱處理工藝。
優(yōu)點:淬火硬度高,屬于整體淬火。
缺點:淬火變形大,容易出現(xiàn)淬火裂紋;淬火后不易補焊,維修困難。
2.2 火焰淬火(FH)
用乙炔一氧火焰(最高溫度3,100℃)將工件表面快速加熱,隨后噴液(水或有機冷卻液)冷卻的表面淬火方法;淬透層2~6mm。
優(yōu)點:設(shè)備簡單、成本低,操作簡便。
缺點:表面容易燒化、過熱、淬裂,很難達(dá)到均勻的淬火層與高的表面硬度;淬火變形大。
2.3 感應(yīng)淬火(IH)
利用高、中頻電磁感應(yīng)在工件內(nèi)產(chǎn)生渦流,而將工件表面進行加熱,然后快速冷卻的表面淬火方式;淬透層2~4mm。
優(yōu)點:感應(yīng)淬火硬度比火焰淬火高(2~3HRC),工件加熱時間短,表面氧化脫碳量少;淬火比較均勻。
缺點:需根據(jù)不同的零件尺寸形狀,設(shè)計不同的感應(yīng)線圈。
2.4 激光淬火(LH)
利用聚焦后的激光束快速加熱鋼鐵塊的材料表面,使其發(fā)生相變,形成馬氏體淬硬層的過程;激光淬火的功率密度高,冷卻速度快,不需要水或油等冷卻介質(zhì),是清潔、快速的表面淬火方式;淬透層0.3~1.2mm。
優(yōu)點:激光淬火淬硬層均勻,淬火硬度比感應(yīng)淬火高(1~3HRC),工件變形小,加熱層深度與加熱軌跡容易控制。
缺點:激光淬火設(shè)備比較昂貴,淬透層比較淺。
3 拉伸模熱處理要求
3.1 拉伸模工作部分常用材質(zhì)分類
(1)GGG70L/MoCr鑄鐵用于薄板料的普板拉伸。
(2)Cr12MoV/XW-42/SLD/KD11MAX,用于高強度板拉伸及厚板料拉伸,凹模、壓邊圈壓料面處鑲鍛件。
3.2 拉伸模工作部分熱處理要求
3.2.1 拉伸模工作部分采用GGG70L/MoCr鑄鐵材質(zhì)時的熱處理要求
(1)凸、凹模、壓邊圈工作區(qū)域,熱處理方式選擇感應(yīng)淬火或者激光淬火方式,不選火焰淬火方式;外板模具的工作區(qū)域必須先淬火后再進行精加工(精加工留量max0.3mm),以保證零件質(zhì)量要求;內(nèi)板結(jié)構(gòu)件模具,采用激光淬火時,可以先精加工再進行激光淬火。
(2)凸、凹模、壓邊圈,對于R≤15mm的所有外凸R角區(qū)域,必須進行熱處理。
(3)凸、凹模、壓邊圈,對于R>15mm的所有外凸R角區(qū)域,如果現(xiàn)場調(diào)試時,走料較多(CAE分析走料超過20mm),磨損嚴(yán)重處,需做熱處理。
(4)拉伸CAE分析易起皺區(qū)域,需做熱處理。
(5)壓邊圈拉伸筋內(nèi)側(cè)管理面區(qū)域,需做熱處理。
(6)淬透層,激光淬火≥1mm;感應(yīng)淬火≥2mm。
(7)淬火硬度:50~55HRC。
(8)圓角處淬火要求,如圖1所示,熱處理必須超出圓角切點最小5mm。

圖1 拉伸模圓角處表面淬火范圍
3.2.2 拉伸模工作部分采用Cr12MoV/XW-42/SLD/KD11MAX材質(zhì)時的熱處理要求
(1)熱處理采用整體淬火方式。
(2)淬火硬度:55~60HRC。
4 修邊沖孔模具熱處理要求
4.1 修邊沖孔模工作部分常用材質(zhì)分為三種
(1)鑄造ICD-5,用于薄板料的普板修邊沖孔鑲塊。
(2)HMD5,用于普板或者薄板料的普通高強度鋼板的修邊沖孔鑲塊。
(3)Cr12MoV/XW-42/SLD/KD11MAX,用于高強度板拉伸及厚板料修邊沖孔鑲塊。
4.2 修邊沖孔模工作部分熱處理要求
4.2.1 修邊沖孔模工作部分采用鑄造ICD-5、HMD5材質(zhì)時的熱處理要求
(1)熱處理方式選感應(yīng)淬火,局部無法感應(yīng)淬火的區(qū)域,可以采用火焰淬火,采用感應(yīng)淬火或者火焰淬火時,需淬火后再進行精加工。
(2)淬火硬度:55~58HRC。
(3)刃口部位的側(cè)壁與頂部,必須進行熱處理。
(4)淬透層最小2mm。
(5)刃口部位淬火區(qū)域,如圖2、圖3所示。
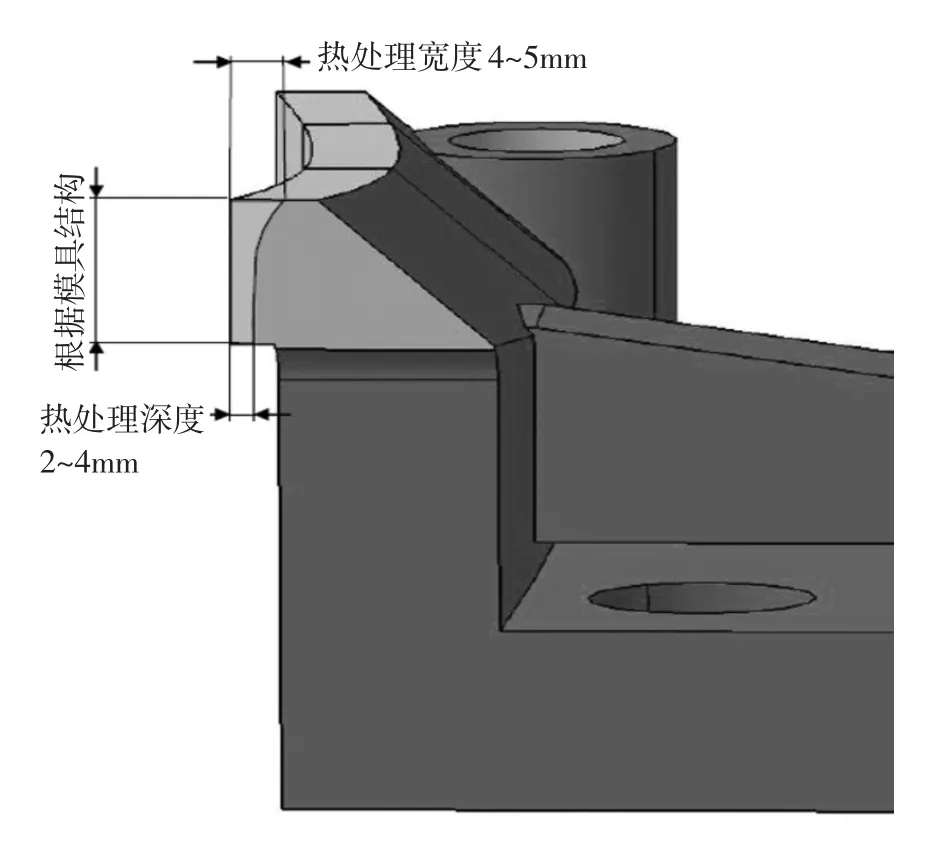
圖2 上模修邊刀塊和廢料刀的表面淬火范圍
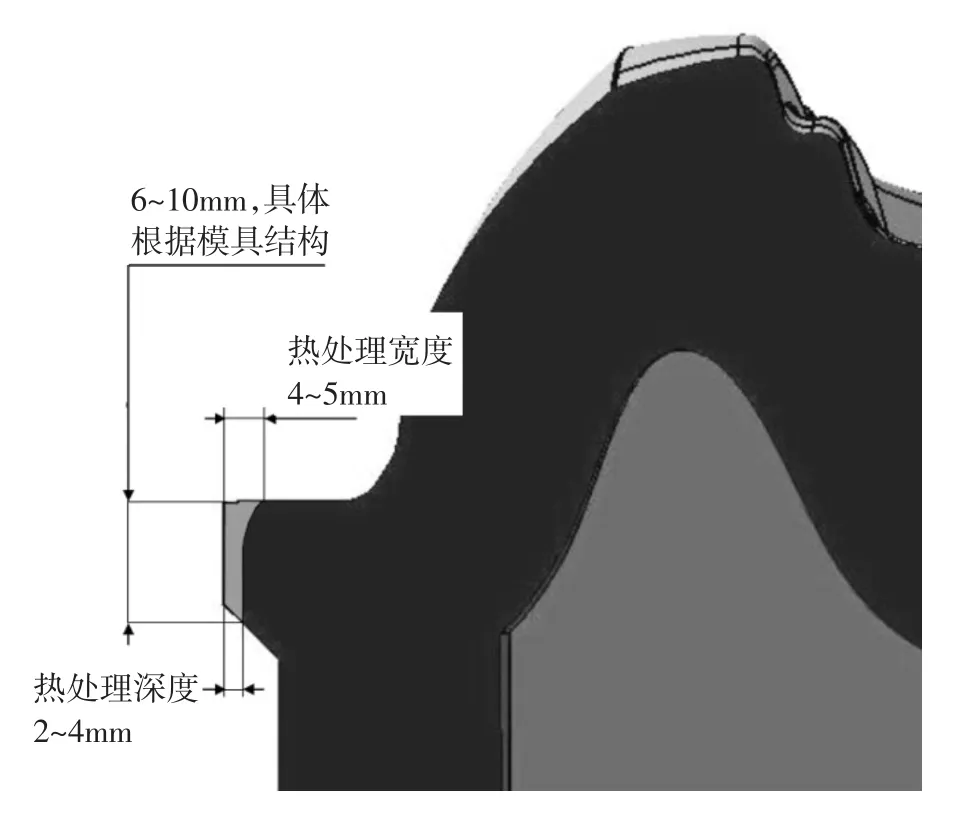
圖3 下模修邊刀塊的表面淬火范圍
4.2.2 修邊沖孔模工作部分采用Cr12MoV/XW-42/SLD/KD11MAX材質(zhì)時的熱處理要求
(1)熱處理采用整體淬火方式。
(2)淬火硬度:58~62HRC。
5 翻邊整形模具熱處理要求
5.1 翻邊整形模工作部分常用材質(zhì)
(1)GGG70L/MoCr鑄鐵,用于普板或者薄板料的普通高強度鋼板的翻邊整形凸、凹模。
(2)鑄造ICD-5/HMD5,用于普板或者薄板料的普通高強度鋼板的翻邊整形凸、凹模。
(3)Cr12MoV/XW-42/SLD/KD11MAX,用于高強度板拉伸及厚板料翻邊整形凸、凹模鑲塊。
5.2 翻邊整形模工作部分熱處理要求
5.2.1 翻邊整形模工作部分采用GGG70L/MoCr鑄鐵,鑄造ICD-5、HMD5材質(zhì)時的熱處理要求
(1)熱處理方式選感應(yīng)淬火或者激光淬火,不選火焰淬火。工件采用激光淬火時,可以精加工后再淬火,但需保證拉伸零件精度及外觀質(zhì)量要求,工件型面采用感應(yīng)淬火時,需在感應(yīng)淬火后再進行精加工。
(2)淬火硬度:鑄造 ICD-5/HMD5,55~58HRC;GGG70L/MoCr鑄鐵,50~55HRC。
(3)淬透層,激光淬火≥1mm,感應(yīng)淬火≥2mm。
(4)翻邊模工作部位淬火區(qū)域,如圖4所示。
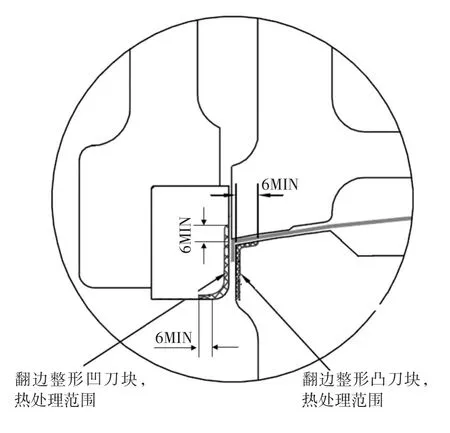
圖4 翻邊刀塊的表面淬火范圍
(5)整形模工作部位零件及需淬火區(qū)域,見圖5所示,內(nèi)容如下:
a.整形整形凸、凹模,R≤15mm的外凸R角區(qū)域,必須進行熱處理。
b.整形整形凸、凹模,R>15mm的外凸R角區(qū)域,如果現(xiàn)場調(diào)試時,走料較多,需做熱處理。
c.圓角處淬火要求,熱處理必須超出圓角切點最小5mm,參照拉伸模圓角部位淬火要求。
5.2.2 翻邊整形模工作部分采用Cr12MoV/XW-42/SLD/KD11MAX材質(zhì)時的熱處理要求
(1)熱處理采用整體淬火方式。
(2)淬火硬度:55~60HRC。
6 模具工作部分表面處理或鍍層要求
對高強度板零件、大型覆蓋件零件的拉伸成形模,除了要求做功區(qū)域硬度外,還需進行表面處理或者鍍層來進一步提高做功區(qū)域的光潔度耐磨性。
(1)表面復(fù)合PVD處理,用于拉伸模或翻整類模具成形部分的Cr12MoV/XW-42/SLD/KD11MAX材質(zhì)鑲塊。需要做PVD處理的鑲塊增加高溫回火的要求,高溫回火的時間和工藝曲線符合國家標(biāo)準(zhǔn),溫度500℃~650℃,次數(shù)3次。
(2)DLC處理,用于鋁板零件的修邊沖孔鑲塊和翻整類鑲塊。
(3)鍍鉻處理,用于拉伸模或翻整類模具成形部分的MoCr鑄鐵/GGG70L/鑄造ICD-5/HMD-5材質(zhì)部件。
7 結(jié)語
主要通過對沖壓模具熱處理方式和要求的解析,對沖壓模具做功部分零件熱處理區(qū)域做出規(guī)范,對進行沖壓模具做功區(qū)域的熱處理具有實際指導(dǎo)作用。
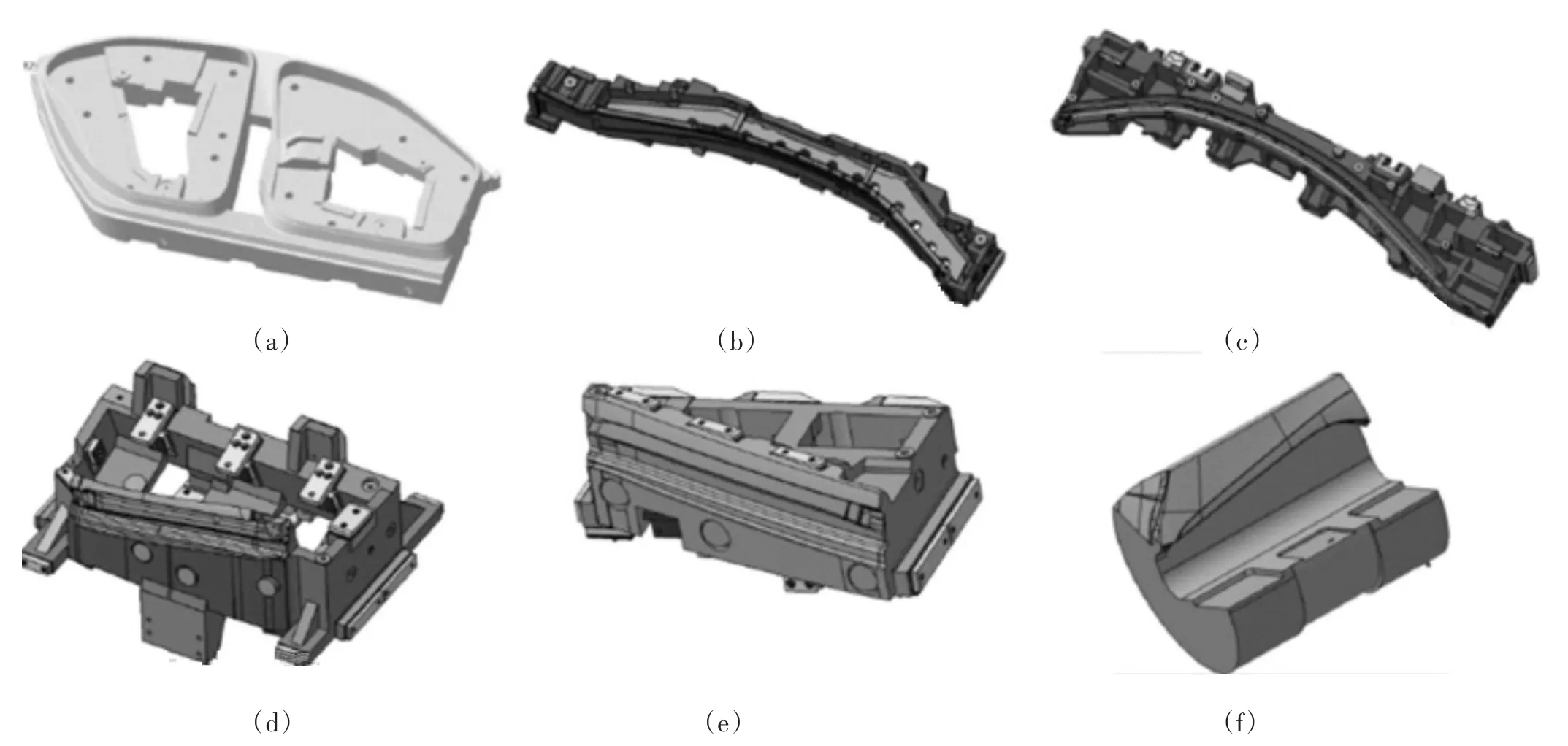
圖5 整形模工作部位零件
猜你喜歡
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
科學(xué)(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學(xué)輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農(nóng)墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
新疆財經(jīng)大學(xué)學(xué)報(2015年3期)2015-12-10 03:49:15
