汽車覆蓋件沖壓模具鑄造工藝研究
2019-03-06 12:42:16譚高山
模具制造 2019年12期
關鍵詞:工藝
譚高山
廣汽乘用車有限公司(廣東廣州 511434)
1 模具鑄造工藝流程介紹
沖壓模具是在冷沖壓加工中,將材料(金屬或非金屬)加工成汽車覆蓋件成品(或半成品)的一種專用工藝裝備,其主體結構(模座、壓料板、凹模、凸模等)主要由鑄造成型,如圖1所示。

圖1 下模座鑄件
沖壓模具從設計圖紙到鑄件成品,具有一套完善的鑄造工藝流程,其中最主要的部分是泡沫模(FMC模具)制造、工藝配方制造、填砂造型及鑄后去應力處理,如圖2所示。
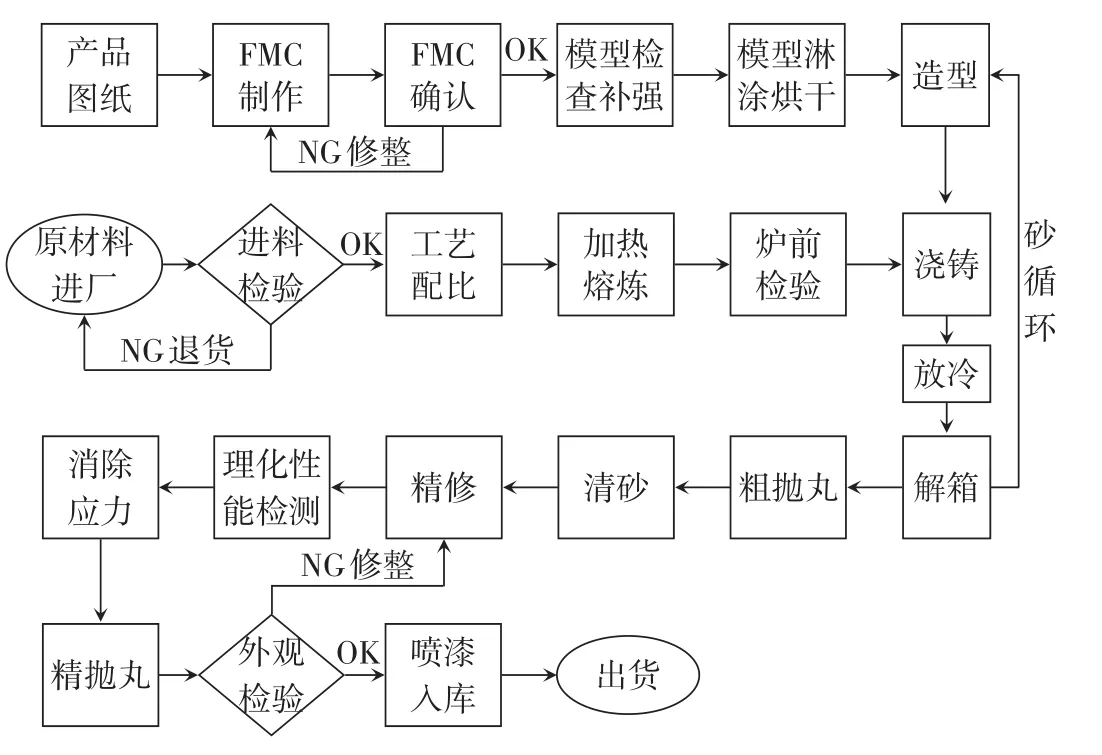
圖2 鑄造工藝流程圖
通過選擇不同的鑄件材質(zhì)及相應熱處理工藝,滿足模具不同功能部位高強度、高硬度、高耐磨性及高沖擊韌性等性能需求。模座本體、一般壓料板等對硬度、耐磨性要求不高的常規(guī)結構類部件選用HT300(灰鐵)材質(zhì),過橋壓料板、修邊凸模、修邊/整形/翻邊鑲塊等對硬度、耐磨性、耐沖擊性要求高的功能部件選用ICD-5(鑄鋼7CrSiMnMoV)、QT600(球墨鑄鐵)等材質(zhì),如表1所示。
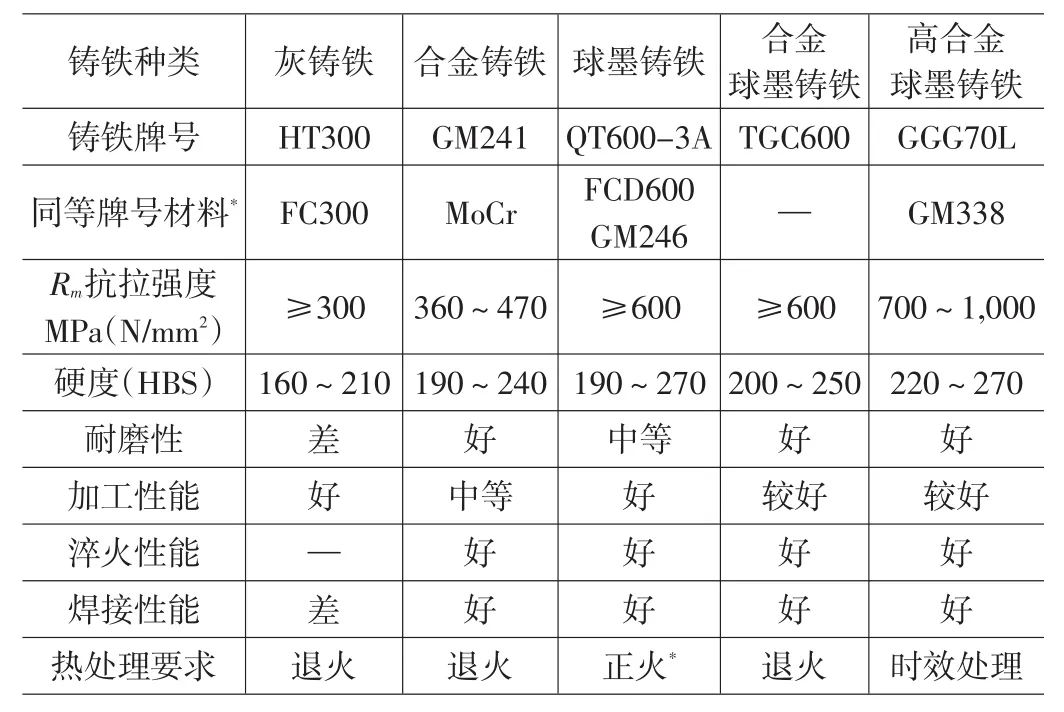
表1 常用鑄鐵材質(zhì)
2 泡沫模制造質(zhì)量控制
現(xiàn)代鑄造一般采用消失模(泡沫模)實型鑄造工藝(見圖3),其具有模型加工靈活便捷、生產(chǎn)周期快(約22~25天)、成本低、尺寸精確等優(yōu)勢。

圖3 泡沫模實型
泡沫模質(zhì)量直接影響最終鑄件成品質(zhì)量,作為鑄造工藝流程中重要的環(huán)節(jié),須嚴格控制泡沫模質(zhì)量。主要如下:
(1)材質(zhì)、密度:泡沫模型需使用泡沫顆小,密度大的泡沫材料進行制造,建議18~25kg/m3。目前國內(nèi)泡沫模主要使用的材質(zhì)是可發(fā)性聚苯乙烯泡沫(EPS),其優(yōu)點是價格低、模型強度好,缺點是由于其碳含量高,易形成表面皺皮缺陷。碳渣上浮到鑄件頂面容易使鑄件產(chǎn)生夾渣缺陷,需設置好澆鑄面及加工余量(一般10~15mm,根據(jù)需要可增加至20mm)來避開夾渣層。
a.縮水比:鑄件在液態(tài)、凝固、固態(tài)的冷卻過程中會發(fā)生體積減少現(xiàn)象,即收縮。泡沫模型需根據(jù)模具材質(zhì)設定相應的縮水比(泡沫模型尺寸/模具設計理論尺寸),一般灰鐵、球墨鑄鐵縮水量比約為1.01,鑄鋼約為1.025。
b.加工余量:鑄件成型后,需對模具型面、導板/鑲塊安裝面、滑配面等功能配合面進行精加工處理。為保證加工量及避開鑄件表面夾渣層,在泡沫模制造時對加工面設置一定加工余量,如表2所示。
c.尺寸檢測:為保證泡沫模型尺寸及加工余量準確,在泡沫模型成品完成后需進行尺寸檢測,常用白光掃描檢測,如圖4所示。
(3)外觀處理:為保證鑄件表面質(zhì)量,要求泡沫表面平整光滑,避免變形、破損、缺料、表面粗糙、存在異物、不清潔等缺陷。對于不同部位粘接部位,避免脫落、裂縫、開口等缺陷。對凹凸模等重要部件,建議采用整體泡沫機加工方式保證表面質(zhì)量。此外,為提高鑄造質(zhì)量,泡沫模實型投鑄前,需涂一層水基涂料。其主要作用如下:①降低鑄件表面的粗糙度值;②提高泡沫模型的剛度,防止在搬運、埋砂時變形;③防止鑄件產(chǎn)生機械粘砂,阻止金屬液滲入砂粒之間。

表2 加工余量 mm
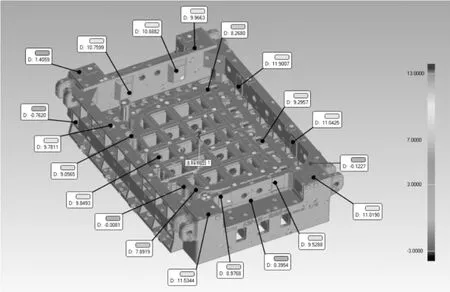
圖4 泡沫模白光掃描
3 鑄件熱處理工藝及成分性能分析
金屬材料在固體范圍內(nèi)進行加熱、保溫和冷卻,以改變其內(nèi)部組織,獲得所需性能的一種方法稱熱處理。鑄件通過不同的熱處理方式,可以獲得所需的特定鑄鐵材料力學性能及金相組織。
熱處理的種類很多,根據(jù)其目的、加熱和冷卻方法的不同,可以分為:普通熱處理、表面熱處理及其他熱處理方法。
普通熱處理有退火、正火、淬火、回火;表面熱處理有表面淬火(感應加熱、火焰加熱等)、化學熱處理(滲碳、滲氮等);其他熱處理有真空熱處理、變形熱處理和激光熱處理等。熱處理方法雖然很多,但都是由加熱、保溫和冷卻3個階段組成,通常用熱處理工藝曲線表示。
高潮掏出手機,翻出美之廈公司齊眉打來的電話號碼,正想讀給馮可兒,可轉念一想,又把手機合上了。高潮貌似不知情地督促馮可兒:傻逼啊,網(wǎng)上蕩啊。
普通熱處理是鋼制零件制造過程中非常重要的工序,其中:
(1)退火:退火工藝是將工件加熱到適當溫度,保溫一定時間,然后緩慢冷卻的熱處理工藝,實際生產(chǎn)中常采取隨爐冷卻的方式。常用退火工藝方法 根據(jù)處理的目的和要求的不同,鋼的退火可分為完全退火、球化退火和去應力退火等。退火的主要目的是:①降低硬度,改善鋼的成形和切削加工性能;②均勻鋼的化學成分和組織;③消除內(nèi)應力。
(2)正火:正火工藝是將鋼加熱到Ac3(或Accm)以上30℃~50℃,保溫一定時間,出爐后在空氣中冷卻的熱處理工藝。正火的主要目的是:①對力學性能要求不高的結構、零件,可用正火作為最終熱處理,以提高其強度、硬度和韌性;②對低、中碳素鋼,可用正火作為預備熱處理,以調(diào)整硬度,改善切削加工性;③對于過共析鋼,正火可抑制滲碳體網(wǎng)的形成,為球化退火作好組織準備。
(3)淬火:淬火工藝是將鋼件加熱到奧氏體化后以適當方式冷卻,獲得馬氏體或貝氏體組織的熱處理工藝。淬火可以顯著提高鋼的強度和硬度,是賦予鋼件最終性能的關鍵性工序。
(4)回火:回火工藝是將經(jīng)過淬火的鋼件重新加熱到低于下臨界溫度Ac1(加熱時珠光體向奧氏體轉變的開始溫度)的適當溫度,保溫一段時間后在空氣或水、油等介質(zhì)中冷卻的金屬熱處理工藝,是鋼件獲得所需性能的最后一道重要工序。回火的主要目的是:①消除工件淬火時產(chǎn)生的殘留應力,防止變形和開裂;②調(diào)整工件的硬度、強度、塑性和韌性,達到使用性能要求;③穩(wěn)定材料組織與尺寸,保證精度;④改善和提高加工性能。通過淬火和回火的相配合,才可以獲得所需的力學性能,如表3所示。
4 鑄件常見缺陷及對策
消失模實型鑄造工藝采用泡沫實型模樣,澆注時邊充型邊氣化,存在著復雜的物理、化學反應,如果工藝控制不當,就會產(chǎn)生鑄造缺陷。常見的缺陷類型包括粘砂、縮松、縮孔、縮裂、夾渣、夾砂等缺陷。其中,夾渣、夾砂等夾雜類缺陷往往出現(xiàn)在鑄件底面或型面等重要部位,易導致鑄件報廢不良,需重點避免。
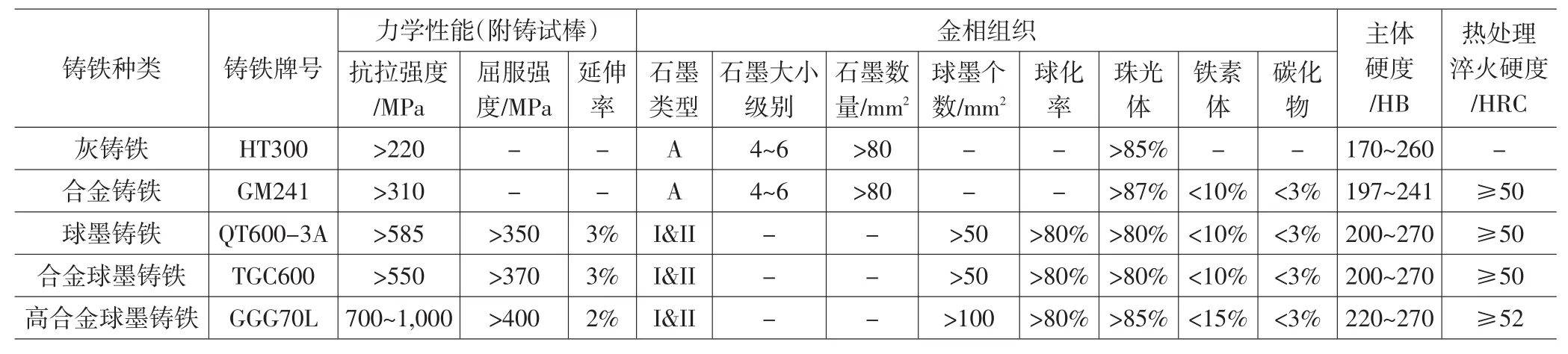
表3 鑄鐵材料的力學性能及金相組織要求
(1)夾渣。夾渣是夾雜缺陷的一種,又稱渣眼,包括鐵液熔渣和模樣殘渣。一般呈黑色,大小不一,形狀很不規(guī)則,有塊狀、片狀、線條狀等。一般存在于鑄件內(nèi)部,多見于鑄件上表面的皮下和拐角處。通常鑄件外觀良好,加工去除表面金屬后才能發(fā)現(xiàn),對生產(chǎn)和質(zhì)量危害很大。建議從以下幾點防止:
a.鐵液熔渣:①加強扒渣和檔渣工作:在出爐前,鐵水表面撒聚渣劑并進行扒渣,使倒入澆包內(nèi)的鐵水表面渣子盡可能少,鐵水包液面上撒蓋聚渣劑并鎮(zhèn)靜2~3min,讓熔渣上浮聚合,然后充分扒凈渣子再澆注;②設置底注式澆道和聚渣冒口:底注式澆道能使鐵水自下而上平穩(wěn)充型,有利于泡沫模樣的充分有序氣化和渣子的上浮,鑄件頂部設置聚渣冒口,便于渣子的收集和去除;③采用過濾網(wǎng):過濾網(wǎng)對細小的熔渣都有很好的過濾作用,特別是澆注初期效果明顯,如果能夠控制潔凈的鐵水,就沒必要采用過濾網(wǎng)。
b.模樣殘渣:①控制泡沫模的材質(zhì)密度:模樣密度越低,熱解氣化反應越迅速、固態(tài)殘余物越少,越有利于鑄件的澆注成型,減少鑄件產(chǎn)生夾渣的機會,一般情況下,要求EPS模樣密度控制在18kg/m3以上,如果模樣本身不易變形,外觀成型良好,盡可能將密度控制在下限;②減少粘結膠的用量:粘接模樣和澆口要使用粘結膠,各種膠的發(fā)氣量和殘留物量,遠大于泡沫塑料本身,粘接模樣和澆冒口時,要做到盡可能少用膠,對于減少夾渣提高質(zhì)量有利,但須保證具有足夠的粘結強度;③使用空心澆道:空心澆道有利于鐵水的順利充型,并最大限度減少發(fā)氣和殘渣,采用空心澆道有困難時,選用泡沫板材切割澆道,也要盡可能選擇低密度板材,密度在0.014~0.018g/cm3,在實際生產(chǎn)中往往忽視澆道模樣的密度。
(2)夾砂:夾砂是鑄件夾雜類缺陷的另一種主要形式,主要是型砂隨澆注的鐵水進入型腔而滯留在鑄件內(nèi)部形成的。夾砂與夾渣的外觀區(qū)別在于:機加工后夾砂為白色顆粒狀,大小同砂粒,多見于鑄件澆注位置的上表面皮下。建議從以下幾點防止:
a.保證涂層連續(xù)、均勻、完整:根據(jù)我國消失模鑄造原材料、工藝和負壓澆注的實際情況,小型鑄件涂層厚度一般控制在1~2mm為宜。澆注系統(tǒng)由于鐵水沖刷時間長、沖力大,澆道涂層一般要厚于鑄件涂層,實際操作時可加厚一遍。控制整個涂層不開裂、不破損、不漏白。
b.提高模樣粘接質(zhì)量:模樣與澆道粘結縫要嚴密,不存在開口和縫隙,防止涂料滲入接縫中。模樣與澆道連接處要圓滑過渡,避免澆道與模樣粘結部位存在尖角,造成澆注沖砂。
c.提高涂料強度:合適的涂料強度有利于抵抗鐵水沖刷,涂料配比中,耐火粘結劑與有機粘結劑合理搭配,使涂層具備良好的綜合強度,增強耐高溫沖刷能力。膨潤土、硅溶膠、水玻璃等無機粘結劑有利于保持涂料高溫強度。
d.使用專用澆口杯和密封泥:干砂造型需要用塑料薄膜密封砂箱上口,將泡沫直澆道上端覆蓋于塑料薄膜之下。其上面需要放置或架設澆口杯,如為架設澆口杯其出鐵口要有一定的直段使鐵流呈圓柱下落,架設時要與泡沫直澆道中心對正;如為放置澆口杯其下面用耐火泥條與塑料薄膜結合嚴密,兩種情況下都要掌握澆杯出口小于直澆道,防止高溫金屬液散流將干砂沖入鑄件。
5 結束語
消失模(泡沫模)實型鑄造工藝,在汽車覆蓋件沖壓模具中普遍應用。從泡沫模材質(zhì)選用、質(zhì)量控制、鑄造材料及熱處理工藝選用、常見鑄造缺陷提前預防等各鑄造工藝流程嚴格控制,可生產(chǎn)出尺寸精確、表面平整光滑、具有良好韌性、耐磨、耐沖擊等性能優(yōu)異的鑄件。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
