鐵路客運電力機車分箱型齒輪箱加工概述
2019-02-12 10:34:42劉日誠
科學與技術 2019年2期
關鍵詞:工藝
劉日誠
摘要:隨著我國鐵路交通的發展,鐵路車輛各個部件的生產工藝及技術也在不斷創新。其中齒輪箱作為和諧型電力機車、和諧型內燃機車以及諸多城市軌道交通車輛驅動裝置中較為重要的部件,其制造質量將直接影響鐵路車輛運行的可靠性、安全性。本文主要對現有加工條件進行分析,設計出一套滿足質量要求并可投入批量生產的加工工藝。
關鍵詞:分箱型齒輪箱;加工
1加工設備的選擇
在機械自動化和柔性自動化高速發展的大環境下,諸如像齒輪箱體這種薄壁類箱體的加工多采用加工中心來完成。而加工中心中多采用臥式加工中心。
臥式加工中心是指主軸軸線與工作臺平行設置的加工中心。主要適用于加工箱體類零件。它的工作原理是工件在臥式加工中心上經一次裝夾后,數字控制系統能控制機床按不同加工工序,自動選擇及更換刀具,自動改變機床主軸轉速、進給速度和刀具相對工件的運動軌跡及其他輔助功能,依次完成工件對個面上多工序的加工。并且有多種還到或選刀功能,從而使生產速率大大提高。
與立式加工中心相比較,臥式加工中心結構復雜,占地面積大,價格也比較高。而且臥式加工中心在加工時不便觀察,零件在裝夾和測量時不方便,但加工時排屑容易,對加工有利。
2.加工工藝的分析與制定
根據齒輪箱傳動原理,若滿足主動軸、從動軸之間齒輪正常嚙合和轉動,就必須保證主動軸與從動軸之間軸線平行度要求、孔距公差要求。通常情況下,分箱型齒輪箱依照設計結構,主動軸、從動軸是通過4組滾動軸承及其安裝座定位安裝在齒輪箱上的,并且為了安裝和拆卸方便,這4組軸承安裝座孔尺寸各不相同。因此這4組軸承安裝座孔之間的形位公差、尺寸公差是加工工藝重點保證的目標。
從設計基準要求分析工藝基準:①主動軸兩側的軸承安裝座孔的兩個設計基準分別由他們各自對應的軸承安裝座孔空間軸線確定,并擬定出主動軸空間軸線;②從動軸兩側的軸承安裝座孔的兩個設計基準分別由他們各自對應的軸承安裝座孔空間軸線確定,并擬定出從動軸空間軸線;③主動軸空間軸線與主動軸兩側的軸承安裝座孔端面有垂直度要求,從動軸空間軸線與從動軸兩側的軸承安裝座孔端面有垂直度要求且兩條軸線有平行度要求。
為確保孔系之間的形位公差、尺寸公差要求,精加工必須在同一個工序、同一臺設備以及同一步裝夾上進行。
綜上所述:分箱型齒輪箱加工工藝分為兩個階段進行,第一階段為單件加工,即上箱體、下箱體分別加工。但要保留合箱后的整體加工余量和工藝定位基準。第二階段為合箱后整體加工,即上箱體、下箱體在單件加工后,按照裝配要求,采用定位銷定位、螺栓連接的方式,將上箱體、下箱體合箱成為一體,再進行齒輪箱整體加工。
3加工胎具的設計
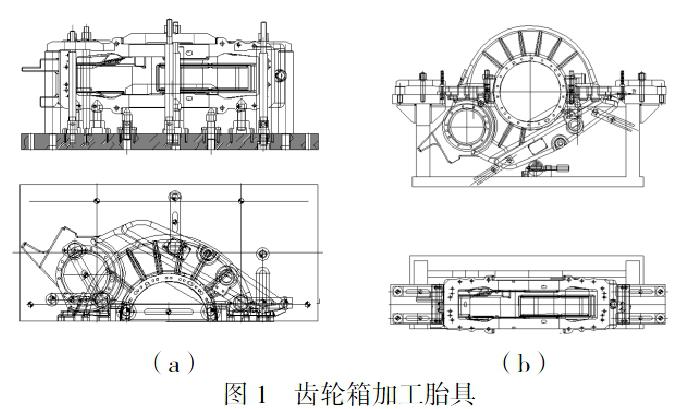
分箱型齒輪箱加工胎具主要分為單箱加工胎具和合箱加工胎具。
3.1單箱加工胎具
單箱加工胎具主要用于加工齒輪箱上箱體和下箱體結合面的粗銑、精銑以及結合面螺紋孔、工藝銷孔等。其只要由一個底板、三個主要支撐頂子、兩到三個輔助支撐頂子以及若干雙頭螺柱、壓板組成。其示意圖如圖1(a)所示。
此胎具應用于臥式加工中心,胎具固定在設備工作臺上,通過支撐頂子和輔助頂子可以將工件調整至工件中心線與工作臺相平行,與主軸相垂直。此時加工面與主軸相垂直,便于加工。
3.2合箱加工胎具
合箱加工胎具主要用于齒輪箱體精加工,是齒輪箱體加工最重要的胎具。其示意圖如圖1(b)所示。
此胎具的組成部分與單箱加工胎具類似并應用于臥式加工中心。胎具安裝至加工中心工作臺上后將胎具基準面調整至與主軸相垂直,工件通過定位銷孔固定工件與胎具的相對位置,利用壓板和輔助頂子對工件進行固定,在加工時只需選取加工零點便可對工件進行加工。
4齒輪箱加工過程中的時效處理
時效處理是指合金工件經固溶處理,冷塑性變形或鑄造、鍛造后,在較高的溫度或室溫放置,其性能、形狀、尺寸隨時間而變化的熱處理工藝。若采用將工件加熱到較高溫度,并較短時間進行時效處理的時效處理工藝,稱為人工時效處理。若將工件放置在室溫或自然條件下長時間存放而發生的時效現象,稱為自然時效處理。第三種方式是振動時效,從80年代初起逐步進入使用階段,振動時效處理在不加熱也不像自然時效那樣費時的情況下,給工件施加一定頻率的振動使其內應力得以釋放,從而達到時效的目的。通過時效處理可以消除工件的內應力,穩定組織和尺寸,改善機械性能。
齒輪箱在鑄造凝固和以后的冷卻過程中,體積的變化不能自由的進行,于是在產生變形的同時還產生應力,而現階段通過人工時效的方式從而達到消除這種鑄造應力的目的。
在齒輪箱機械加工過程中,機床在加工過程中會對箱體產生一定擠壓、切割等作用,這些作用都會改變金屬離子的位置和狀態,離子之間發生相互作用,從而在金屬內部產生應力,這些應力在加工完成之后還不能完全釋放出來,就形成殘余應力。若不盡早消除箱體內部的殘余應力,待應力釋放后會對箱體尺寸產生一定影響,因此在箱體表面粗加工后進行一次人工時效處理以達到消除箱體在加工過程中形成的殘余應力。因為人工時效處理會對箱體表面的尺寸以及粗糙度產生一定影響,因此在粗加工工藝編排時也要對時效變形等相關因素進行分析。
5.結語
在該類齒輪箱加工過程中,通過單件試制、小批量驗證后,證明上述工藝分析及對策行之有效。在完善后續工藝能力、解決批量生產問題后,投入批量生產。經過上線運用,證明加工質量可靠,質量特性穩定,滿足安全運用要求。
參考文獻
[1]呂明.機械制造技術基礎.武漢:武漢理工大學出版社,2010.
[2]陳偉棟.機械加工設備.北京:北京大學出版社,2010.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52