TIG電弧重熔處理工藝在動車組轉向架制造中的應用
2018-04-17 13:05:55張林儒李業雄李志強宋佳瞳
電焊機 2018年3期
張林儒,李業雄,李志強,宋佳瞳
(長春軌道客車股份有限公司,吉林長春130062)
0 前言
轉向架焊接構架是高速動車組的主要構件[1],作為轉向架主要承載傳遞裝置,它直接影響到高速動車組的安全行駛。隨著動車組運行速度的不斷提高,轉向架焊接構架所承受的動載荷明顯增加,特別是在高速運行狀態下,強烈的振動和沖擊載荷均作用在構架上,構架中的薄弱環節——焊接接頭的疲勞性能和可靠性對于高速動車組的運行尤為重要。因此,優化焊接工藝、提高焊接質量對高速動車組的安全運行有著重要的應用價值和現實意義。
焊接構架的破損主要是焊縫應力集中造成的,而焊縫的應力集中又與其幾何形狀密切相關。采用TIG電弧重熔焊縫,可有效減少焊縫與母材過渡處因幾何形狀突變而造成的應力集中,同時還能消除咬邊、刻槽等缺陷[2],提高構架的抗疲勞性能、安全性能及使用壽命。本研究旨在研究TIG焊電弧重熔[3]工藝在高速動車組轉向架構架制造中的應用。
1 試驗
1.1 試驗材料
試驗用母材為S355J2W+N熱軋鋼板,焊接填充材料為ER80S-G(NiCu1-IG)焊絲。
1.2 試驗方法
1.2.1 試件焊接
采用 MAG 焊,保護氣體為 φ(Ar)82%+φ(CO2)18%混合氣體,母材切割成尺寸600 mm×150 mm×16 mm的試板,開V型坡口,鈍邊尺寸1±0.5 mm,坡口角度60°。采用多層焊工藝,焊接工藝參數為:電流 245~265A,電壓 29~31A,焊接速度22~24cm/min。
焊趾TIG電弧重熔工藝參數主要為:噴嘴直徑φ12mm,鎢極直徑φ3.2mm,氬氣流量14~16L/min,電流165~185A,電壓17~18V,重熔速度12~14cm/min。
1.2.2 焊縫形狀和尺寸測量
測量TIG電弧重熔前后母材與焊縫之間的過渡角及焊縫余高,分析TIG電弧重熔對焊縫的影響。采用焊槍在距離焊趾-0.5~0 mm、0~0.5 mm、0.5~1.5 mm處分別進行TIG重熔,并測量和分析重熔部位的焊縫熔合形狀。電弧重熔位置如圖1所示。

圖1 TIG電弧重熔位置
1.2.3 顯微分析
打磨、拋光接頭橫截面,采用5%的硝酸酒精溶液腐蝕試樣,然后進行顯微分析[4]。
1.2.4 金相組織檢驗
檢驗TIG電弧重熔前后焊縫金相組織,研究焊縫接頭區域金相組織的變化情況。
2 試驗結果與分析
2.1 焊縫形狀和尺寸
焊縫左側M處焊趾未重熔,焊縫右側N處焊趾重熔,如圖2所示,N處電弧重熔后過渡角θ和余高h明顯減小。應力集中點在母材與焊縫過渡處,即焊趾處[5]。焊趾處應力集中大小取決于焊縫與母材的過渡角θ和焊縫余高h,過渡角θ越小,余高h越小,應力集中越小。

圖2 電弧重熔前后焊縫形狀對比
2.2 重熔操作技巧
試驗表明,為保證重熔質量,焊槍一般位于焊趾部位0.5~1.5 mm處(見圖1c),并保持重熔部位清潔。在高速動車組轉向架構架生產中,TIG電弧重熔工序一般安排在構架一次打砂后,既保證了TIG電弧重熔前重熔部位的潔凈,又可更清晰地查出焊趾部位的焊接缺欠。
焊縫重熔區域如圖3所示,其中B區為正確區域,A區為不正確區域。
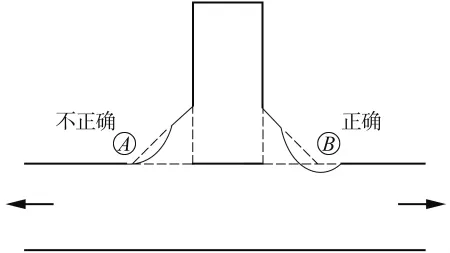
圖3 TIG電弧重熔區域
在重熔過程中發生熄弧時,推薦在焊道弧坑前6~8 mm處重新起弧重熔。在TIG電弧重熔時,TIG焊炬擺動幅度不宜過大,微小的擺動有利于獲得優良的重熔區域幾何尺寸,使得重熔區域呈微凹型[6]。如圖3中的B處,增大焊趾過渡圓弧半徑能有效降低焊趾處應力集中,提高焊接接頭的疲勞性能。
2.3 組織分析
S355J2W+N鋼焊接接頭可分為焊縫區、熱影響區和母材3個區域,如圖4所示。
TIG電弧重熔后,重熔區域經過加熱再熔化、再次形成熔池、冷卻再結晶過程,相當于又進行了一次焊接[7]。
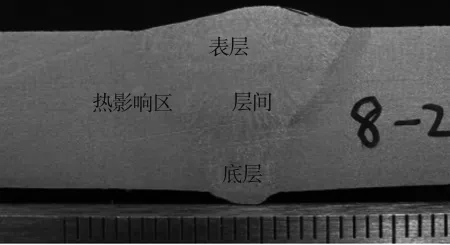
圖4 接頭橫截面照片
焊縫表層組織照片如圖5所示。表層為柱狀晶組織,其中塊狀先共析鐵素體沿柱狀晶晶界析出,少量鐵素體魏氏組織的鐵素體由晶界向晶內生長,晶內為針狀鐵素體和少量粒狀貝氏體(見圖5a)。由于TIG電弧重熔線能量小于正常MAG焊線能量,所以形成的熔池較小,冷卻速度較大,電弧重熔區域的金相組織也發生了變化[8],經過TIG電弧重熔后表層組織晶粒較未重熔前細化(見圖5b)。
3 結論
(1)采用TIG焊在接頭焊趾部位(過渡區)進行重熔,可使焊縫與母材之間形成平滑過渡,降低應力集中,同時減少該部位的微小非金屬夾渣物,焊縫表面波紋細密,能有效改善焊趾部位的應力集中。
(2)由金相觀察可知,經TIG電弧重熔的區域的組織晶粒較主焊縫中的晶粒有明顯細化,這有利于提高構架焊縫的抗疲勞性。
(3)TIG焊重熔技術具有成本低、勞動強度小以及大幅度提高焊接接頭性能的特點。
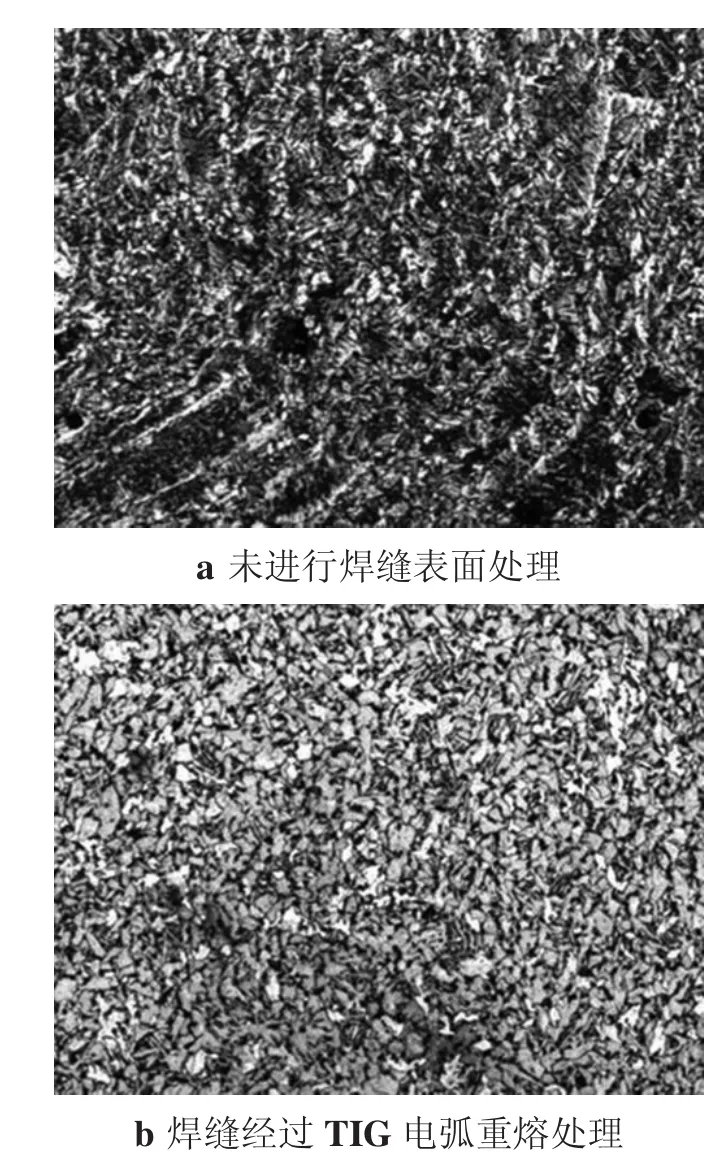
圖5 焊縫表層組織光鏡照片
參考文獻:
[1]TB/T 3316-2013,動車組轉向架[S].
[2]周振豐,張文鉞.焊接冶金與金屬焊接性[M].北京:機械工業出版社,1992.
[3]趙靜彬,曲金光,盧靜.TIG重熔工藝對焊縫區殘余應力的影響[J].焊接技術,2003,32(6):10-11.
[4]魯二敬.轉向架構架材料及焊接接頭組織與性能研究[D].遼寧:大連交通大學,2013.
[5]沈彩瑜.鐵道車輛轉向架構架疲勞強度研究[D].四川:西南交通大學,2014.
[6]樊丁,黃琳,黃健康,等.定點TIG焊熔池自由表面演化行為[J].蘭州理工大學學報,2014,40(5):14-18.
[7]石玗,杜文玉,黃健康,等.TIG電弧的全耦合數值分析[J].蘭州理工大學學報,2014,40(1):19-23.
[8]禹業曉,李玉龍,徐健寧,等.Q235鋼板表面TIG法熔覆銅接頭的組織和力學性能[J].航空材料學報,2014,34(1):62-68.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2019年12期)2020-01-06 03:17:46
西南交通大學學報(2018年5期)2018-11-08 10:58:26
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
鐵道運營技術(2015年3期)2015-12-23 09:27:14
電測與儀表(2015年5期)2015-04-09 11:30:52
