軌道車輛用鋁合金型材焊接錯邊形成原因分析
2018-04-17 13:05:59姚肖潔朱寶利劉志森吳振華尹德猛
電焊機 2018年3期
姚肖潔,朱寶利,劉志森,吳振華,尹德猛
(中車唐山機車車輛有限公司,河北唐山063035)
0 前言
鋁及鋁合金因其密度低、強度高、塑性好和導電、導熱性及耐蝕性良好等特點,逐漸成為近年來工業生產中使用最多的結構材料之一,以各種強度等級的長大實心或者蜂窩狀空心扁寬鋁合金型材作為車體骨架的全鋁合金結構車體已經廣泛應用于我國軌道車輛制造業中。其中,以牌號為6005AT6為代表的6XXX系列(Al-Mg-Si)鋁合金,其熱擠壓性能、焊接性能及強度介于7XXX系列鋁合金和5XXX系列鋁合金之間,焊接性能和機加工工藝良好,且強度和耐腐蝕性能較高,成為軌道車體首選的鋁合金型材的原材料[1]。
近年來,隨著科技的不斷進步,對焊接作業的生產效率和焊接成品件質量的越來越重視,如何有效地避免生產過程中的質量問題,降低返修概率,提高生產效率已經成為焊接生產的主要研究方向。在軌道車輛的焊接過程中,由于鋁合金材料獨特的焊接特性,在裝配及焊接時容易出現錯邊、氣孔、裂紋、未焊透等缺陷,而鋁合金長大型材在裝配及焊接過程中,不可避免會產生錯邊缺陷,使得焊接部件的外形產生突變,形成結構的不連續性,甚至可能引起裂紋[2],是鋁合金車體制造過程中需要嚴格控制的焊接缺陷之一。
在此以軌道車輛中的端部組成組焊過程為例,從測量變形、調整工藝、結構對比與改進的角度分析長大鋁合金型材焊接時錯邊的主要影響因素及應對措施,為將來有效解決長大型材錯邊問題提供了一定的參考。
1 焊縫結構及現狀
端部組成部件是某軌道車輛前端組成的一個基礎部件,由長度約為3 000 mm的端梁型材(1號件)和前端滑臺型材(2號件)組焊而成,如圖1所示。型材材質為6005A-T6,兩者之間焊縫形式為8V和6V,長度3 000 mm,工件焊接完成后整體的平面度要求在1.5 mm以下。焊接方法采用手工MIG焊(熔化極惰性氣體保護焊),焊絲采用ER5087,規格φ1.2 mm,焊縫打底時就發生了一側焊縫母材下榻現象,焊后發生焊縫錯邊,在最大處錯邊量達到2 mm,不滿足ISO 10042的標準要求[3],需進行工藝或者結構優化。

圖1 端部組成示意
2 錯邊缺陷及產生原因
2.1 錯邊缺陷
錯邊是指兩個工件在板厚方向錯開一定位移而產生的焊接缺陷,也是鋁合金長大型材裝配及焊接過程中最常見的缺陷之一,該缺陷的存在會減小焊縫的有效截面面積,造成形狀的不連續,并產生較大的應力集中,影響焊縫在承載時的性能,錯邊引起的附加彎曲應力還會導致結構的脆性破壞,引起裂紋。
2.2 原因分析
產生錯邊的原因為:型材尺寸超差;焊前裝配不符合要求,焊前即存在錯邊;點固焊強度不足,導致在打底焊接過程中產生錯邊;焊接結構設計不合理。
2.2.1 型材裝配及點固原因引起的錯邊
測量與跟蹤端梁型材和前端滑臺型材的來料尺寸和裝配過程,確認兩型材來料尺寸均符合要求,其配合尺寸公差為0.5 mm,滿足工件的裝配精度要求。通過將焊前錯邊量控制在0.5 mm以內來避免焊后錯邊,未達到預期效果。此外,通過增加點固焊的焊縫密度,從最初的均布5段點固焊增加到8段,也未對控制端部組成的焊后錯邊起到明顯作用,焊接錯邊現象沒有得到控制,普遍錯邊量在1.5 mm,最大處為2 mm,測量錯邊情況如圖2所示。

圖2 端部組成焊后錯邊
2.2.2 焊接結構設計不合理引起的錯邊
結合工件具體情況做進一步分析,發現焊接變形存在以下特點。
(1)焊縫的收縮產生向下的變形是焊縫收縮的必然規律。當焊接結晶產生向下的作用力時,焊縫兩側的母材分別發生一定程度的下榻,但是由于型材本身立筋的位置不同,筋板起到的支撐作用不同。端部組成焊后下塌如圖3所示,距立筋較近一側的母材(②處),立筋支撐作用較大,焊接變形較小;距立筋較遠一側的母材(①處),立筋支撐作用小,焊接變形較大,從而產生錯邊。
(2)焊接墊板在全焊透對接焊縫中起到支撐焊縫熔池的作用,它受到焊縫向下的作用力,進而導致自帶焊接墊板一側的母材受到向下的作用力。如果自帶焊接墊板一側的型材立筋距離焊縫較近,則其在焊接過程中發生向下變形時,由于立筋的支撐作用,有墊板一側的變形量小于無墊板一側,能夠起到支撐無墊板側母材的作用。
(3)在端部組成的焊接過程中,自帶焊接墊板一側的型材立筋位置較遠(①處),立筋支撐作用小,導致自帶墊板一側的型材下榻變形量大于另一側,從而產生錯邊。
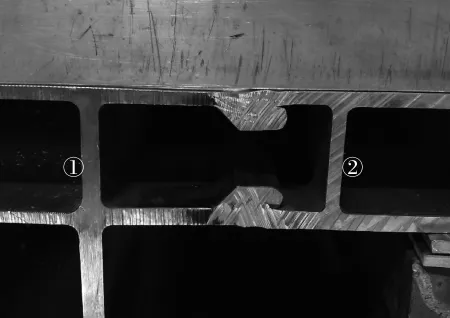
圖3 端部組成焊后下榻
3 錯邊缺陷的控制及結構優化
結合以上分析,通過觀察焊縫的收縮變形情況,分析型材在焊接接頭部分的結構特點,發現了焊縫產生錯邊的根本原因。在工裝上壓緊單件并點固段焊,然后按照焊接順序計劃進行打底焊接,6005AT6鋁合金作為(固溶熱處理+人工時效)固溶時效強化鋁合金,隨著焊接熱輸入量的增加,焊接接頭發生軟化[4],母材機械性能下降,隨后產生焊縫收縮應力,由于自帶墊板一側靠近焊縫的母材處缺少有效的支撐,致使焊縫母材產生下塌,最終造成焊后錯邊的發生。
3.1 錯邊缺陷控制
針對上述問題發生的原因,提出以下控制方法:
(1)考慮在型材中增加機械支撐,但是太繁瑣,不易實現,且因工件太長,可能存在焊接收縮后,機械支撐無法取出的問題。
(2)為方便操作,考慮在型腔中焊接筋板,支撐在焊接墊板處,如圖4所示。焊接試驗結果表明,增加墊板處的筋板支撐能夠很好地控制焊縫錯邊,解決錯邊問題。

圖4 端部組成型腔中焊接筋板
實際生產過程中,為避免增加通長筋板會增加工件質量的問題,采用在焊接墊板處增加斷續支撐的方法,在全長范圍內均布6段,每段長220 mm,雖然在沒有筋板支撐的部位局部還是會出現焊縫下塌,導致錯邊的現象,但仍能保證整體工件焊后錯邊量不超出ISO 10042中對錯邊的要求。同樣,由于工件調修采用焊縫的熱脹冷縮原理進行火焰調修[5],增加筋板支撐也會給焊后調修帶來困難。
3.2 結構優化
通過以上分析,在產品結構設計階段充分考慮工件的焊接工藝,會對工件實物質量的控制起到事半功倍的效果。對比現有高速動車組項目中的成熟結構,除去中端部組成采用的型材斷面結構外,在設計焊接墊板和確定型材斷面時也常遇到如圖5所示的情況。
圖5a所示的型材斷面結構最為成熟,焊縫附近有立筋支撐,且型材自帶墊板一側距離筋板較近,有助于控制錯邊量。
圖5b所示的型材斷面,取消了不自帶墊板側型材焊縫附近的立筋,保留自帶墊板側的立筋作為有效支撐,且經過重新設計特殊的墊板結構,既可以有效保證焊前不因裝配產生錯邊,也能起到一定的類似立筋支撐的效果,錯邊可控。
圖5c所示的型材斷面,取消了兩側母材的立筋結構,只保留斜筋,對于下側焊縫,斜筋距離焊縫結構較近,仍能夠起到一定的支撐作用,有助于控制錯邊的產生。焊接完成下側焊縫后焊接上側焊縫,上側焊縫結構中特殊墊板的結構設計也能防止上側焊縫錯邊的產生。
圖5d所示的型材斷面,對于下側焊縫,與其他結構對比:①帶墊板一側的母材距離支撐較遠,在焊接受熱時候會發生變形,增大錯邊;②不帶墊板一側的母材,因為斜筋的支撐作用,焊接變形很小,使錯邊有進一步增大趨勢,應盡量避免此類結構。
4 結論
(1)嚴格把關原材料質量,確保其尺寸滿足公差要求,相鄰兩型材配合后插口總間隙在1mm范圍內。
(2)嚴格控制裝配質量,焊接過程中及時觀察并調整、控制錯邊。
(3)在產品結構設計時,對鋁合金焊縫處的型材設計原則:①首先應考慮近焊縫處有筋板支撐;②其次考慮筋板的支撐位置應設計在型材自帶焊接墊板一側,以便在焊接過程中母材受熱變形時,焊接墊板能起到支撐作用;③對于結構難以實現錯邊控制的,應考慮特殊結構的墊板類型。
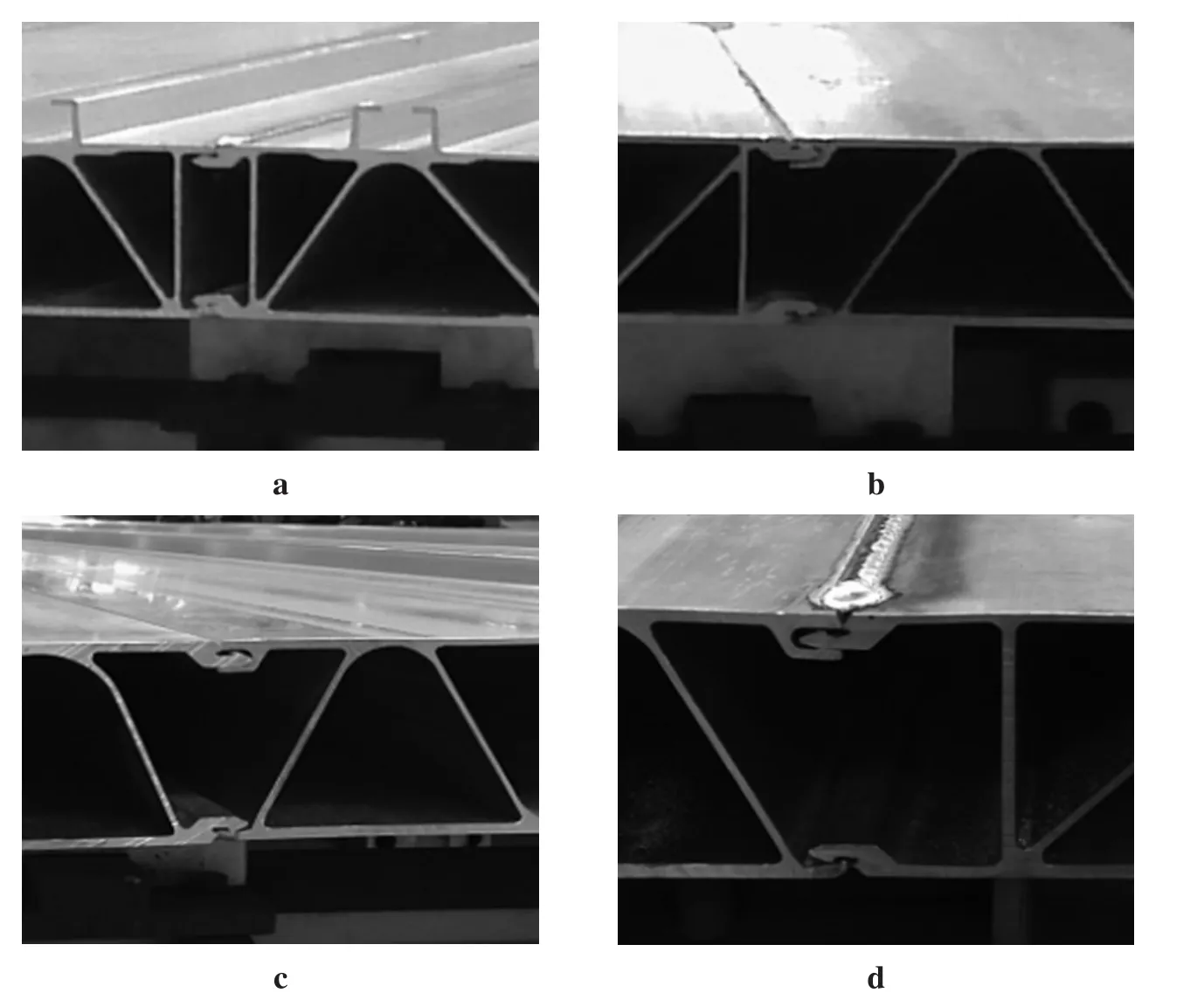
圖5 型材斷面設計
參考文獻:
[1]王鵬,周民,孫正夏.鋁合金焊接缺陷的發現、分析研究[J].商品與質量,2016(16):103.
[2]尹群,趙其章.船舶十字焊接接頭在不同位錯精度下應力集中系數的有限元計算[J].華東船舶工業學院學報,1995,9(2):7-11.
[3]DIN EN ISO 10042:2006,鋁及鋁合金的弧焊接頭缺陷評定[S].
[4]劉春寧,王秀義,鈕旭晶,等.補焊對6082鋁合金焊接接頭組織和性能的影響[J].焊接技術,2012,41(1):5-7.
[5]岳秀峰,鈕旭晶,許鴻吉,等.6082-T6鋁合金焊接接頭熱調修工藝[J].電焊機,2016,46(4):71-74.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
設備管理與維修(2015年12期)2015-04-09 06:57:24
