插接式鋁合金底架自動焊焊接工藝優(yōu)化
2018-04-17 13:05:59王陸釗楊仲林趙麗玲
電焊機 2018年3期
王陸釗,楊仲林,于 巖,趙麗玲,李 會
(中車唐山機車車輛有限公司制造技術(shù)中心,河北唐山063035)
0 前言
隨著高鐵產(chǎn)業(yè)和城市軌道交通建設的不斷進步,對高鐵主機廠的設計、制造能力提出新的要求,為保證高鐵的持續(xù)競爭力,搶灘海外市場,時速350 km標準化動車組(復興號)應運而生。中車唐山機車車輛有限公司于2016年成功試制了第一列標準動車組,并獲得運營許可證,目前已在京滬線上載客運營。標準動車組車體采用中空鋁型材組焊而成,在生產(chǎn)過程中必須嚴格控制重要部件的質(zhì)量[1-4]。在車體試制過程中,由于設計結(jié)構(gòu)不完善以及制造經(jīng)驗不足,在進行底架對接自動焊焊接時出現(xiàn)大量未填滿缺陷,造成大批量手工補焊返修,嚴重影響底架整體平面度,制約車體的生產(chǎn)進度。如何對設計結(jié)構(gòu)、工藝方法進行優(yōu)化,避免焊接缺陷的產(chǎn)生,成為首要解決的問題。
1 底架缺陷原因
在底架自動焊制造過程中,出現(xiàn)對接焊縫整道未填滿、咬邊(見圖1)等焊接質(zhì)量問題,底架自動焊完成后焊接缺陷平均在100處以上,總長度達50 m,占底架對接焊縫總長度的1/4(底架長度為25 m,對接自動焊焊縫共8條,如圖2所示,總長度為25 m×8=200 m),造成大量的焊接返修。大量手工補焊對底架的平面度造成嚴重影響,焊后調(diào)修量顯著增加的同時制約了生產(chǎn)進度。
1.1 設計結(jié)構(gòu)
350標動的底架由7塊中空鋁合金型材組成,結(jié)構(gòu)如圖2所示。中間5塊為地板型材(圖2中1、2、3號件),焊縫形式為4V對接,兩側(cè)的2塊型材為底架邊梁組成型材(圖2中4號件),邊梁與地板的連接形式為插接結(jié)構(gòu),將地板型材插入到邊梁型材的開口中,焊接a5搭接焊縫。如果先焊接地板,地板焊后平面度的變化會導致地板端部無法插入到邊梁的開口中進行組焊,因此需要地板與邊梁整體在工裝上進行裝配、焊接。
邊梁與地板插接處開口尺寸為72.25 mm(-0.2~0.6 mm),地板插接口尺寸為 71.75 mm(-0.5~0 mm),設計公差較大,最大理論裝配間隙達到1.6 mm。加上型材在擠壓過程中產(chǎn)生少量變形,導致地板與邊梁插接口裝配后搭接a5焊縫間隙普遍較大,局部焊縫間隙達到1.5 mm,不滿足自動焊的焊前裝配小于等于1 mm的間隙要求,焊接時填充金屬容易流入焊縫間隙中造成焊縫偏角等外觀不良缺陷。
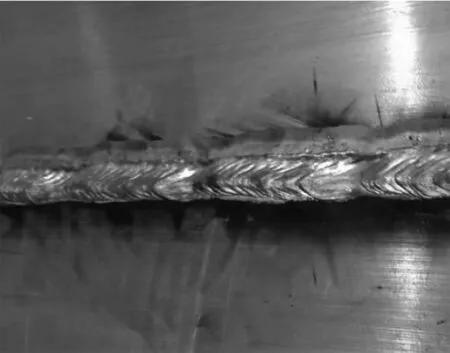
圖1 對接自動焊縫未填滿

圖2 底架焊接結(jié)構(gòu)
1.2 焊接工藝
按照長直自動焊焊縫的點固方法,對所有焊縫進行段焊,段焊長度40~60 mm,間距2 m,如圖3所示。但是對于底架自動焊來說,a5搭接焊縫由于型材匹配性差導致焊前裝配間隙超差,需增加段焊焊縫數(shù)量,因此控制a5搭接焊縫段焊間距為1 m,4V焊縫段焊間距為2 m。底架自動焊采用CLOOS雙槍專機進行焊接,如圖4所示,首先雙槍同時焊接1、1S焊縫,然后依次向外側(cè)焊接2、2S以及3、3S焊縫,正面焊接完成后,翻轉(zhuǎn)工件至反面位置,按照焊接順序雙槍依次焊接反面焊縫,焊接順序見圖5。焊縫1、1S焊接時,對兩側(cè)母材存在向中間的拉應力,但工裝對邊梁是剛性固定的,且焊縫3、3S段焊密集,因此1、1S焊接后由于受拉應力作用會導致焊縫2、2S焊前間隙變大,局部超過2 mm。CLOOS雙槍焊接專機要求對接V型坡口,焊縫裝配間隙應小于1 mm,超過1 mm會出現(xiàn)咬邊、未填滿等缺陷。因此,正面焊縫2、2S以及對稱位置的反面焊縫5、5S在焊接過程中經(jīng)常出現(xiàn)較長甚至整道焊縫咬邊、未填滿缺陷。
圖3 底架段焊

圖4 雙槍CLOOS專機焊接底架
2 設計結(jié)構(gòu)及焊接工藝優(yōu)化
2.1 設計結(jié)構(gòu)優(yōu)化
針對邊梁與地板型材的匹配問題,更改與邊梁搭接的地板型材尺寸,由 71.75 mm(-0.5~0 mm)更改為72 mm(-0.5~0 mm),改善了地板與邊梁的裝配條件,而且在邊梁型材圖紙上附加技術(shù)條件要求“與相鄰型材配合后,0.2 mm≤插口總間隙≤1 mm”,使地板與邊梁搭接焊縫裝配后間隙更小,有效保證地板與邊梁搭接a5焊縫的焊前裝配需求。
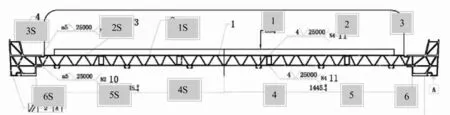
圖5 底架自動焊焊接順序
2.2 段焊工藝優(yōu)化
由于型材的優(yōu)化,無需在搭接焊縫處進行密集的點固也能保證搭接焊縫裝配質(zhì)量,因此將焊縫3、3S、6、6S的段焊間距由原來的1 m更改為現(xiàn)在的5 m,即將原來的每道焊縫26個段焊縫減少到每道6個段焊縫。段焊縫的減少降低了邊梁對地板型材的約束,使地板對接焊縫焊接時橫向拉應力減小,可有效避免1、1S焊縫焊接完成后,發(fā)生2、2S焊縫焊前間隙超標的情況。在正面4V對接焊縫進行點固時,明確點固焊縫的焊前點固要求,焊縫1、1S要求點固焊后焊縫根部間隙不大于0.8 mm,焊縫2、2S要求點固焊后焊縫根部間隙不大于0.5mm。在1、1S焊縫焊接完成后,由于焊縫收縮,2、2S焊前間隙會有所增加,但最大間隙不會超過CLOOS專機自動焊的允許值1 mm,有效保證自動焊的焊接質(zhì)量。
2.3 焊接順序優(yōu)化
原底架焊接順序為正、反面均為從中間向兩邊依次對稱焊接。為保證底架焊后的整體平面度,經(jīng)過兩個底架試驗后確定正面焊接順序不變,反面對接焊縫的順序優(yōu)化為從兩邊向中間焊接(見圖6)。這是因為正面焊完后,由于焊接變形,從斷面看底架為中間下凹的形狀,翻轉(zhuǎn)到反面后為中間上鼓的形狀。將底架各型材在正面工裝上裝配好后,圖5中5、5S焊縫處的底架型材與下面的工裝支撐塊存在較大間隙(見圖7a),焊接時底架反面工裝的反變形起不到作用,焊后無法滿足底架的最終平面度要求。因此在焊接反面焊縫時,先焊接兩側(cè)的對接焊縫4、4S,使底架中部整體向下變形,從而使焊縫5、5S處型材與工裝密貼(見圖7b),再焊接焊縫5、5S,能有效保證底架的平面度滿足圖紙要求。
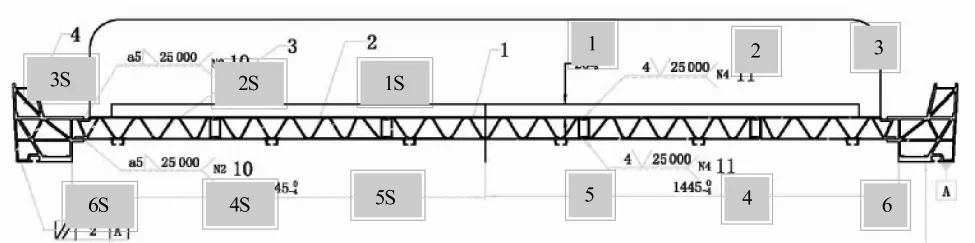
圖6 優(yōu)化后的焊接順序
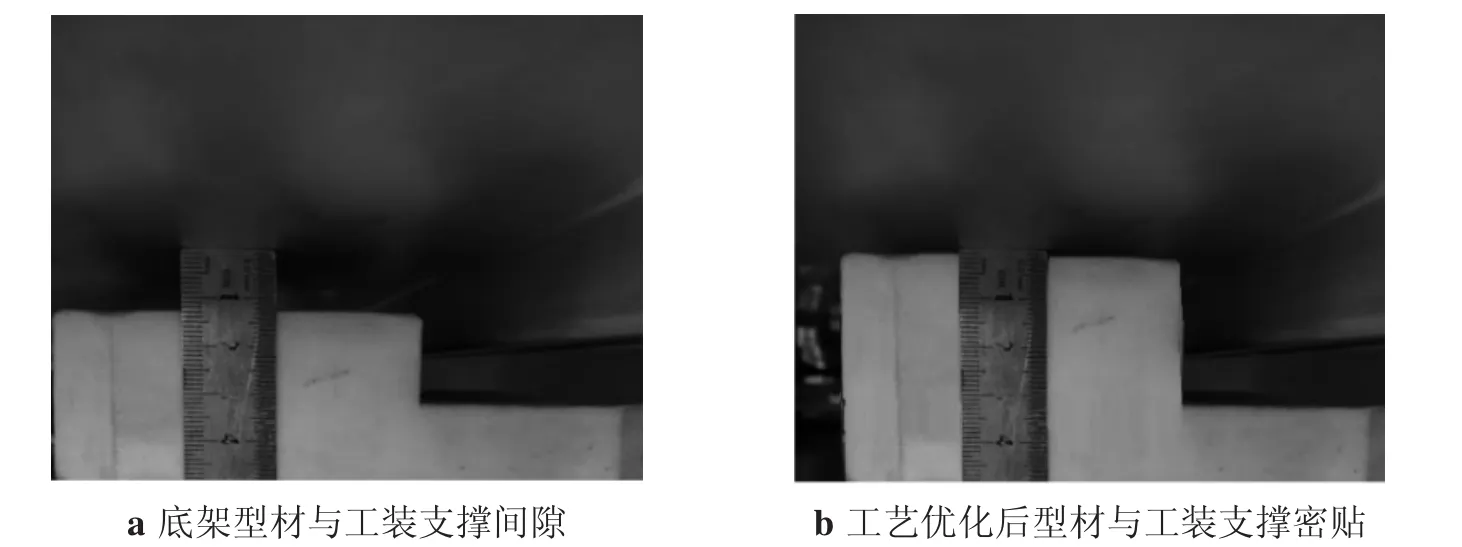
圖7 焊接順序優(yōu)化對比
2.4 工藝參數(shù)優(yōu)化
由于裝配工藝及焊接順序的優(yōu)化,焊接工藝參數(shù)在工藝評定規(guī)定的熱輸入范圍內(nèi)進行了適應性改進。保證各對接焊縫焊前間隙均能滿足4V焊縫自動焊要求,在焊接工藝評定允許的熱輸入范圍內(nèi)[5],采用大規(guī)范、快速焊接,工藝參數(shù)見表1,焊接速度由原來的 50~60 cm/min提高到 60~70 cm/min,焊接效率提高20%。

表1 自動焊焊接工藝參數(shù)
2.5 焊接變形預補償
根據(jù)實際焊后變形情況對工裝進行進一步優(yōu)化,在底架反面工裝的焊縫支撐塊上預制反變形,如圖8所示。從底架斷面上看,預制變形量從中間向兩邊為依次遞減,設置反變形后有效抵消了底架焊接變形,保證一次焊接后底架輪廓尺寸的合格率。

圖8 底架工裝預制反變形
通過采用上述優(yōu)化措施,有效保證底架自動焊的焊縫質(zhì)量,避免焊縫未填滿缺陷的產(chǎn)生,優(yōu)化后的對接自動焊焊縫質(zhì)量如圖9所示。每個底架的自動焊焊縫總返修量由原來的50 m下降到不足1 m。焊后只需對正常的焊接接頭進行修磨處理,極大地提高了生產(chǎn)效率。焊縫返修是造成底架變形的主要因素,返修量的大幅下降有效保證了底架焊后的輪廓度及地板寬度尺寸。圖紙要求底架平面度為(-5,+2),后續(xù)生產(chǎn)的底架所有尺寸數(shù)據(jù)均在設計要求的公差之內(nèi),滿足使用要求。

圖9 優(yōu)化后的自動焊焊縫
3 結(jié)論
(1)由于型材設計匹配不合理、工藝技術(shù)不成熟,導致底架自動焊對接焊縫出現(xiàn)大量焊縫未填滿的缺陷。
(2)通過優(yōu)化插口處型材匹配尺寸及公差、減少a5搭接焊縫的段焊數(shù)量、調(diào)整反面對接焊縫的焊接順序、提高焊接電流及焊接速度等措施,有效避免了焊縫未填滿缺陷的產(chǎn)生。
(3)工藝優(yōu)化后,每個底架自動焊焊縫返修量由原來的50 m下降為不足1 m,顯著提高了生產(chǎn)效率,焊后底架平面度基本在要求的公差范圍內(nèi),降低了焊后調(diào)修工作量,產(chǎn)品質(zhì)量得到有力保障。
參考文獻:
[1]范富君,鄒俠明,于紅,等.高速動車組車體地板組焊工藝研究[J].熱加工工藝,2013,42(15):220-223.
[2]李會,王陸釗,李聰,等.端墻輪廓尺寸研究與控制[J].電焊機,2013,43(3):57-60.
[3]吳振華,尹德猛,陳曉霞,等.動車組底架邊梁焊縫X射線探傷檢測技術(shù)[J].電焊機,2013,43(7):96-98.
[4]韓德成,丁見,郭強軍,等.高速動車組鋁合金牽引梁焊接變形控制[J].電焊機,2015,45(11):155-157.
[5]ISO 15614-2-2005.金屬材料焊接工藝規(guī)程及評定-焊接工藝評試驗第二部:鋁及鋁合金的弧焊[S].
猜你喜歡
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
