不銹鋼薄板激光疊焊接頭應(yīng)力分布特征的數(shù)值分析
2018-04-17 13:06:01王洪瀟王春生何廣忠高文文
電焊機(jī) 2018年3期
王洪瀟,王春生,何廣忠,高文文
(中車長春軌道客車股份有限公司,吉林長春130062)
0 前言
不銹鋼軌道客車具有車體質(zhì)量輕、防腐性能好、制造工藝簡單等優(yōu)點(diǎn),開發(fā)快速和輕量化不銹鋼軌道客車已成為工業(yè)發(fā)達(dá)國家在軌道交通行業(yè)中的重要發(fā)展戰(zhàn)略。自20世紀(jì)90年代以來,我國開始開發(fā)全不銹鋼軌道客車車輛,焊接方法一直采用電阻點(diǎn)焊。與電弧焊相比,電阻點(diǎn)焊明顯減小了車體結(jié)構(gòu)的焊接變形,但因焊點(diǎn)分布密度高,也時常發(fā)生外板局部變形,而且在非涂裝的不銹鋼側(cè)墻板上的點(diǎn)焊壓痕降低了車體的外觀化水平。此外,電阻點(diǎn)焊車體也存在結(jié)構(gòu)密封性差等問題。為此提出采用激光疊焊取代電阻點(diǎn)焊[1]。采用激光疊焊焊接的不銹鋼車體側(cè)墻結(jié)構(gòu),墻板外表面無焊接痕跡,且具有變形小、平面度好、密封性好、生產(chǎn)效率高等優(yōu)勢[2],實(shí)現(xiàn)將不銹鋼車體應(yīng)用到高速軌道車輛制造中。
在不銹鋼車體側(cè)墻與骨架之間采用激光搭接焊代替?zhèn)鹘y(tǒng)的電阻點(diǎn)焊,其連接強(qiáng)度尤其是疲勞強(qiáng)度明顯改善。前期疲勞試驗(yàn)研究結(jié)果表明,激光疊焊接頭在壽命為1×107時的疲勞強(qiáng)度比電阻點(diǎn)焊接頭的疲勞強(qiáng)度提高76%。從力學(xué)角度來說,激光疊焊接頭疲勞強(qiáng)度的提高與接頭的應(yīng)力集中程度有關(guān),應(yīng)力集中最終成為誘發(fā)裂紋的根源[3]。但對于不銹鋼車體側(cè)墻板SUS301L-DLT與骨架壓型板SUS301L-HT之間的電阻點(diǎn)焊和激光疊焊接頭的應(yīng)力分布特征及應(yīng)力集中程度目前尚未相關(guān)報導(dǎo)。本研究利用ABAQUS有限元分析軟件,對激光疊焊和電阻點(diǎn)焊條件下的不銹鋼薄板構(gòu)件的應(yīng)力分布進(jìn)行數(shù)值分析,計算應(yīng)力集中系數(shù),為推進(jìn)激光焊代替電阻點(diǎn)焊焊接不銹鋼車體側(cè)墻提供依據(jù)[4]。
1 有限元計算模型
1.1 模型建立及網(wǎng)格劃分
目前沒有激光疊焊接頭疲勞試驗(yàn)的相關(guān)標(biāo)準(zhǔn),參照《點(diǎn)焊接頭剪切拉伸疲勞試驗(yàn)方法》的規(guī)定建立物理模型[5],如圖1所示。為了防止不等厚板焊接試樣在疲勞試驗(yàn)過程中產(chǎn)生偏心,在上、下板均焊上墊板,以保證焊接接頭受力均勻。
為保證兩種焊接方法的可比較性,帶狀的激光焊縫面積應(yīng)與圓形的電阻點(diǎn)焊面積相同。建立有限元模型如圖2所示,焊縫及其附近的網(wǎng)格劃分較細(xì),網(wǎng)格尺寸較小,同時為減少計算成本,在距離焊縫較遠(yuǎn)處,網(wǎng)格尺寸逐漸變大。焊縫附近區(qū)域單元尺寸為0.2 mm×0.2 mm×1.0 mm,激光搭接焊接頭計算單元為10 690,節(jié)點(diǎn)數(shù)為19 624,電阻點(diǎn)焊接頭計算單元為13 128,節(jié)點(diǎn)數(shù)為19 574。模型為3D實(shí)體模型,單元類型為C3D8。
1.2 邊界條件和外載處理
為簡化計算,選用均勻分布的拉伸載荷作為外加載荷進(jìn)行數(shù)值計算。由于薄板疊焊縫及附近區(qū)域主要受剪切力作用,故忽略焊縫整體,認(rèn)為兩薄板之間以面接觸相互連接,且連接處強(qiáng)度與母材相當(dāng)。邊界條件為加在側(cè)墻板端面上施加6個自由度為0的全約束,骨架板面上加一面均布載荷進(jìn)行拉伸,單位為MPa。用屈服強(qiáng)度來選取載荷,即所加載荷使得構(gòu)件完成計算時出現(xiàn)的最大Mises應(yīng)力不超過材料的屈服強(qiáng)度,否則認(rèn)為該處材料開始發(fā)生塑性變形,處于失效狀態(tài)。
為了解裂紋起源與擴(kuò)展的形式,本研究在不同外加載荷下分別進(jìn)行了計算。激光搭接焊分別計算了外加面應(yīng)力從10 MPa增加到200 MPa的應(yīng)力分布,每隔10 MPa計算一次;電阻點(diǎn)焊分別計算了外加面應(yīng)力從5~50 MPa的應(yīng)力分布,每隔5 MPa計算一次。
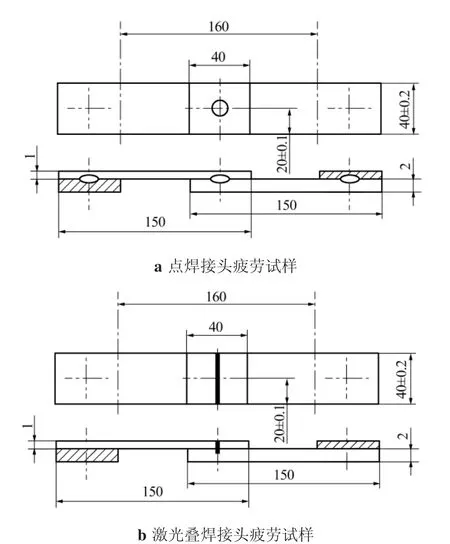
圖1 幾何模型
1.3 材料物理性能參數(shù)
冷軋SUS301L奧氏體不銹鋼的基本參數(shù)根據(jù)其軋制程度的不同而存在差異,試驗(yàn)用材料的物理屬性如表1所示。考慮熔核、熱影響區(qū)和母材的材料差異,模擬過程依附于試驗(yàn)中測得的應(yīng)力-應(yīng)變關(guān)系曲線來控制材料的應(yīng)力應(yīng)變特性,如圖3所示。
2 計算結(jié)果及分析
2.1 應(yīng)力分布特征
激光搭接焊與電阻點(diǎn)焊接頭的應(yīng)力分布云圖如圖4所示。焊縫接合面尖角邊緣處易出現(xiàn)較大的應(yīng)力集中。
根據(jù)Mises屈服準(zhǔn)則,等效應(yīng)力率先達(dá)到屈服強(qiáng)度的位置將出現(xiàn)屈服現(xiàn)象,裂紋的擴(kuò)展路徑與應(yīng)力分布和應(yīng)力集中狀況有著必然的聯(lián)系。
由試驗(yàn)結(jié)果可知,兩種焊接方法焊縫邊緣熱影響區(qū)位置是裂紋源產(chǎn)生的位置,該處應(yīng)力集中最大。電阻點(diǎn)焊于骨架板上焊點(diǎn)熱影響區(qū)處率先出現(xiàn)屈服,而激光搭接焊則是在側(cè)墻板邊緣熱影響區(qū)處率先出現(xiàn)屈服。在此選擇模型上通過熱影響區(qū)最大應(yīng)力處且與焊縫平行方向?yàn)槁窂教崛?yīng)力值,并將其定義為橫向應(yīng)力。計算結(jié)果表明:電阻點(diǎn)焊模型在外加面均布應(yīng)力為30 MPa時發(fā)生屈服,激光搭接焊模型在外加面均布應(yīng)力為110 MPa時發(fā)生屈服。此處選擇8個應(yīng)力水平下的應(yīng)力分布情況進(jìn)行比較,為了更好地反應(yīng)應(yīng)力集中情況,電阻點(diǎn)焊彈性階段取5個應(yīng)力水平,塑性階段取3個應(yīng)力水平,得到圖5中的曲線分布;激光搭接焊彈性階段選取4個應(yīng)力水平,塑性階段取4個應(yīng)力水平,得到圖6中的曲線分布。
由此可見,應(yīng)力峰值位置正是試件的破壞位置,即產(chǎn)生最大應(yīng)力的位置,計算所得應(yīng)力隨著外加載荷的增大而增大。對于具有較好連續(xù)性的激光焊來說,橫向應(yīng)力分布曲線較電阻點(diǎn)焊的明顯平滑很多,在實(shí)際生產(chǎn)中能夠更好地防止焊縫薄弱處受力的不均勻性,從而更好地防止因低應(yīng)力疲勞等原因造成的破壞。選擇模型軸向方向路徑提取應(yīng)力,定義其為縱向應(yīng)力。試驗(yàn)分析中為保證安全性,兩種焊接方法均選擇通過最大應(yīng)力處的路徑提取應(yīng)力,此處所選外載水平與提取橫向應(yīng)力時相同。為保證可對比性,兩種焊接方法均選擇側(cè)墻板一側(cè)提取應(yīng)力。
由圖6可知,隨著外加拉伸載荷的不斷增大,焊縫處的應(yīng)力分布狀態(tài)基本保持不變,數(shù)值隨之逐漸增大,應(yīng)力峰值均出現(xiàn)在焊縫附近熱影響區(qū)處;若要求保證研究對象不發(fā)生屈服,則電阻點(diǎn)焊能夠承受的外加面均布應(yīng)力為30 MPa,激光搭接焊可承受的外加面均布應(yīng)力為110MPa,遠(yuǎn)高于電阻點(diǎn)焊。

圖2 有限元計算模型

表1 SUS301L鋼的其他物理性能
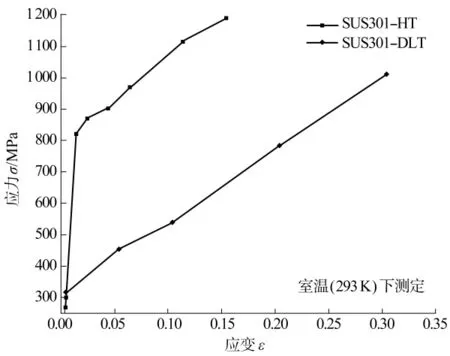
圖3 母材應(yīng)力-應(yīng)變曲線
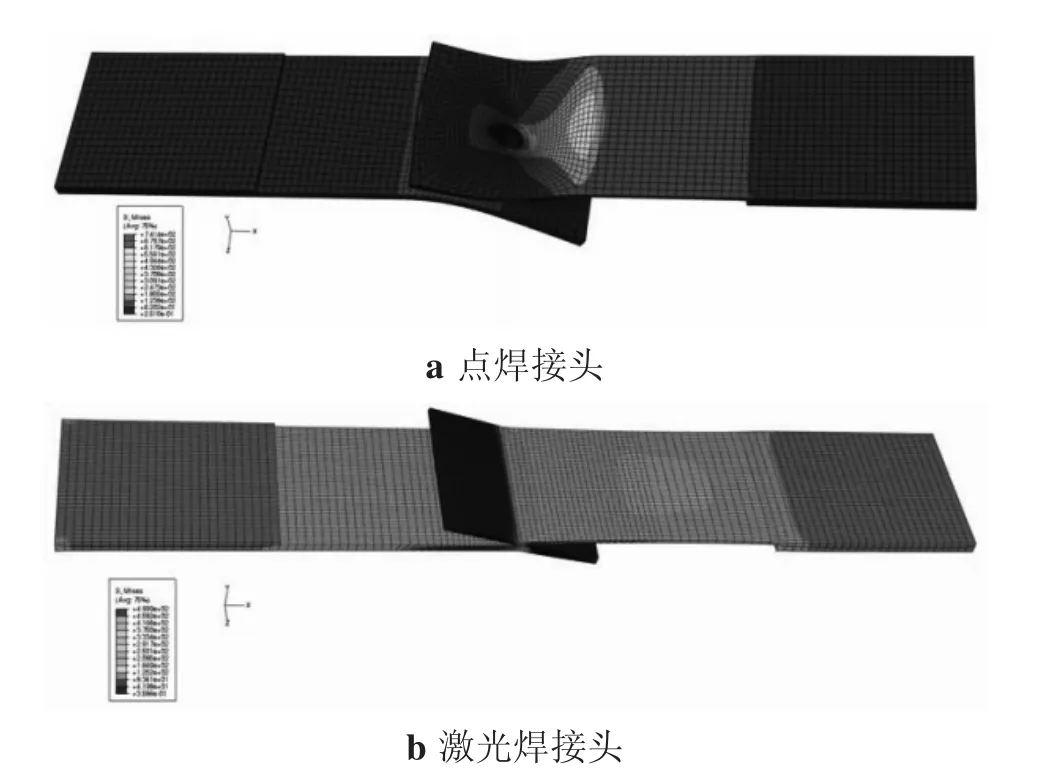
圖4 應(yīng)力場模型
2.2 應(yīng)力集中系數(shù)
結(jié)構(gòu)的應(yīng)力集中是造成失效的主要原因,通常采用應(yīng)力集中系數(shù)來表示應(yīng)力集中的程度。當(dāng)載荷狀態(tài)給定時,各向同性均勻彈性體的二維應(yīng)力分布僅取決于構(gòu)件形狀,而與材料的彈性常數(shù)無關(guān)。應(yīng)力集中系數(shù)Kt由最大應(yīng)力σm或峰值應(yīng)力σ0對基準(zhǔn)應(yīng)力之比來表示。對于本研究的構(gòu)件情況,選擇構(gòu)件最大Mises應(yīng)力作為峰值應(yīng)力,取該截面上應(yīng)力的平均值作為基準(zhǔn)應(yīng)力[6]。應(yīng)力集中系數(shù)為
需要說明的是,應(yīng)力集中系數(shù)均系研究對象不發(fā)生塑性變形時得到。
計算可得,在外加載荷作用下電阻點(diǎn)焊骨架板應(yīng)力集中系數(shù)為3.53,側(cè)墻板應(yīng)力集中系數(shù)為8.24;激光搭接焊骨架板應(yīng)力集中系數(shù)為0.94,側(cè)墻板應(yīng)力集中系數(shù)為1.52。由圖7可知,應(yīng)力集中系數(shù)在結(jié)構(gòu)彈性階段并不隨著外加載荷的增大而發(fā)生變化;側(cè)墻板應(yīng)力集中系數(shù)均高于骨架板,說明幾何尺寸對構(gòu)件應(yīng)力集中系數(shù)有較大的影響;電阻點(diǎn)焊應(yīng)力集中系數(shù)遠(yuǎn)超過激光搭接焊,應(yīng)力集中程度較大;相同外加載荷下,電阻點(diǎn)焊試件率先達(dá)到屈服強(qiáng)度發(fā)生塑性變形,這也是試驗(yàn)過程中電阻點(diǎn)焊力學(xué)性能不及激光搭接焊的主要原因。
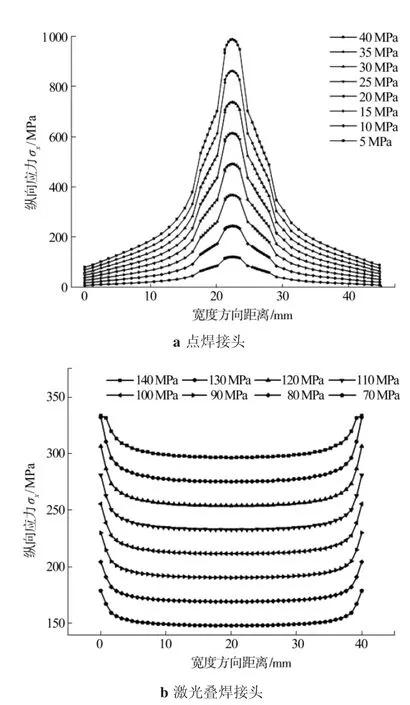
圖5 橫向應(yīng)力分布
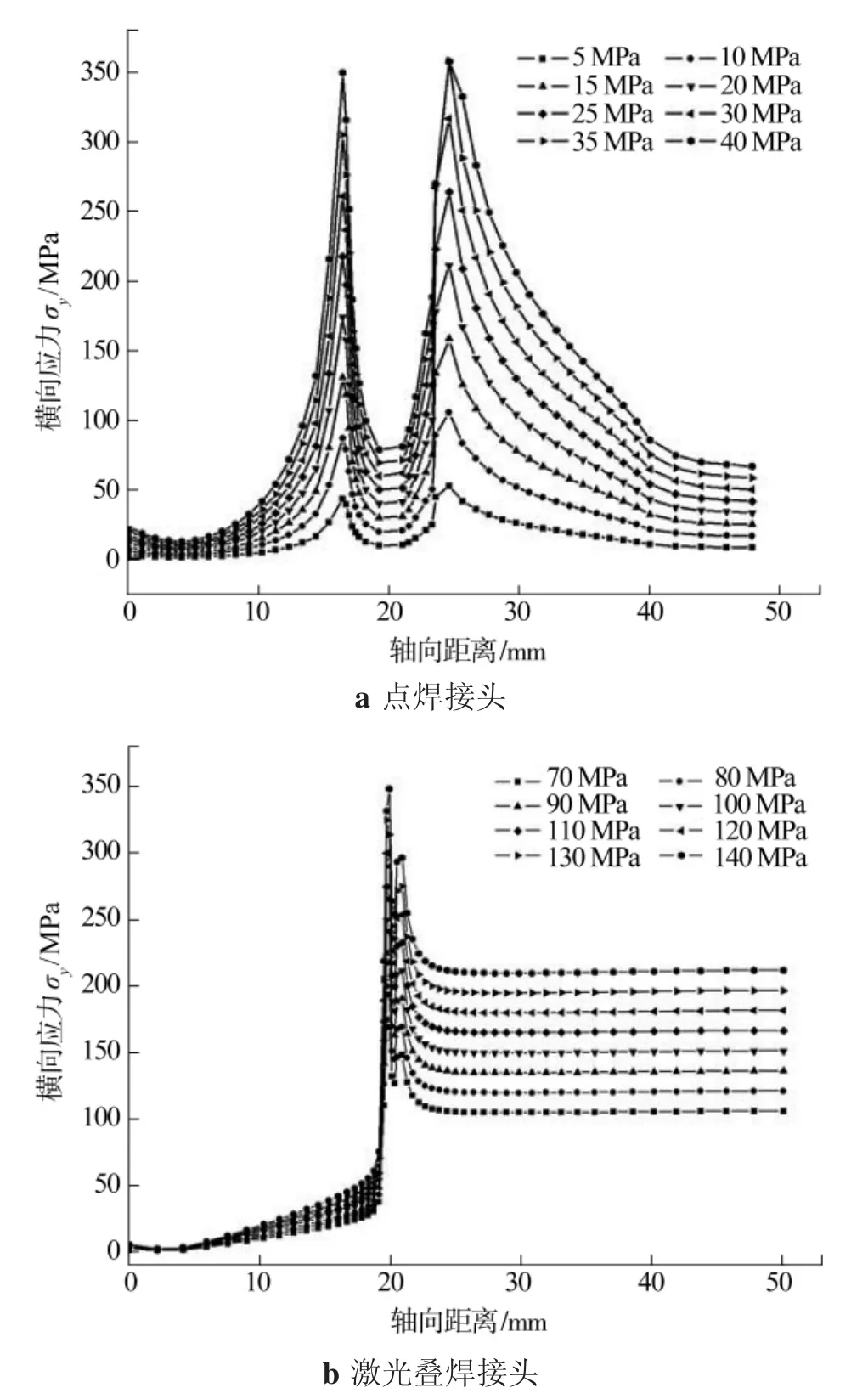
圖6 縱向應(yīng)力分布
3 試驗(yàn)驗(yàn)證
試件為2mm厚的車體側(cè)墻外墻板材SUS301LDLT和1 mm厚的骨架壓型板材SUS301L-HT搭接焊接,SUS301L系奧氏體不銹鋼的化學(xué)成分和力學(xué)性能參照冷軋不銹鋼板及鋼帶技術(shù)標(biāo)準(zhǔn)[7]。疲勞實(shí)驗(yàn)在HONGSHAN高頻疲勞試驗(yàn)系統(tǒng)PLG-20D下進(jìn)行。試樣尺寸如圖1所示。
疲勞試驗(yàn)結(jié)果表明,電阻點(diǎn)焊的起裂位置位于外力軸線上焊點(diǎn)邊緣處的骨架板一側(cè),并沿焊點(diǎn)邊緣在熱影響區(qū)內(nèi)擴(kuò)展(見圖8a);激光搭接焊的起裂位置為試件邊緣的焊縫熱影響區(qū)處,并沿焊接方向擴(kuò)展(見圖8b)。疲勞裂紋起始于幾何形狀不均勻處,且為焊縫熱影響區(qū)位置,說明激光搭接焊和電阻點(diǎn)焊接接頭幾何形狀不均勻所引起的應(yīng)力集中對疲勞裂紋的萌生和擴(kuò)展影響較大。
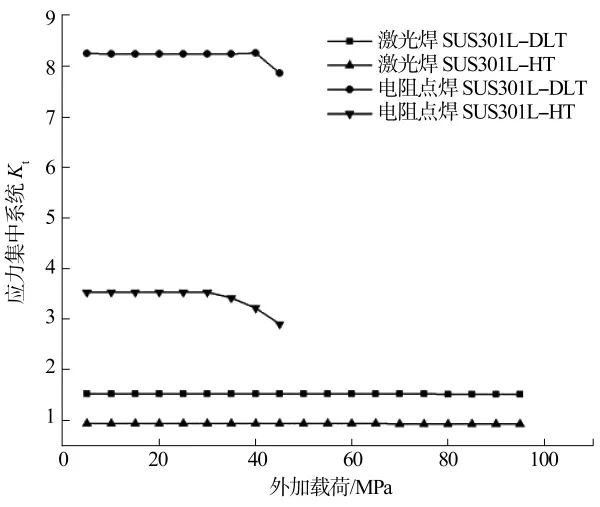
圖7 應(yīng)力集中系數(shù)
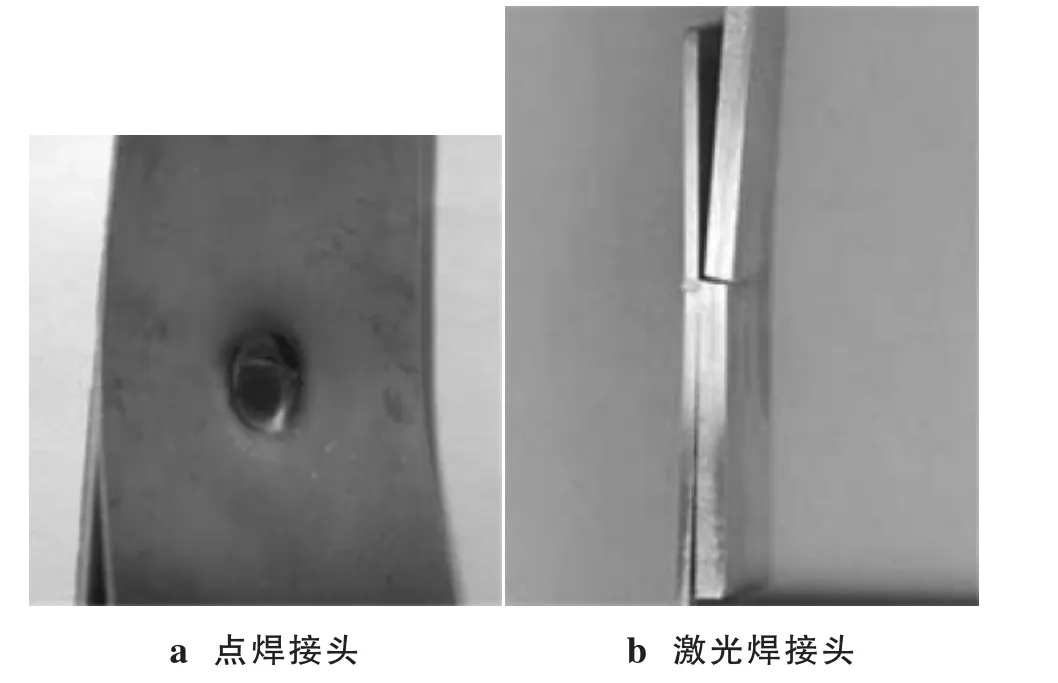
圖8 疲勞斷裂位置
由升降法得到S-N曲線如圖9所示。試驗(yàn)結(jié)果表明,SUS301L系不銹鋼激光搭接焊接頭疲勞極限高于電阻點(diǎn)焊接頭。電阻點(diǎn)焊接頭在疲勞壽命為1×107下的疲勞極限為2 576.8 N,激光搭接焊接頭的疲勞極限為4 543 N,激光搭接焊接頭的勞極限高出電阻點(diǎn)焊接頭76%。激光搭接焊接頭幾何結(jié)構(gòu)能更有效地抵抗疲勞破壞作用。
4 結(jié)論
(1)有限元分析結(jié)果表明,焊縫不同的幾何結(jié)構(gòu)對應(yīng)力集中影響較大。骨架一側(cè),電阻點(diǎn)焊應(yīng)力集中系數(shù)為3.53,激光搭接焊應(yīng)力集中系數(shù)為0.94,電阻點(diǎn)焊應(yīng)力集中系數(shù)高出激光搭接焊接頭的2.76倍;側(cè)墻一側(cè),電阻點(diǎn)焊應(yīng)力集中系數(shù)為8.24,激光搭接焊應(yīng)力集中系數(shù)為1.52,電阻點(diǎn)焊應(yīng)力集中系數(shù)高出激光搭接焊接頭的4.42倍。
(2)不銹鋼激光搭接焊與電阻點(diǎn)焊在進(jìn)行數(shù)值模擬時起裂位置和斷裂形貌存在較大差異。數(shù)值模擬應(yīng)力集中位置與疲勞實(shí)驗(yàn)起裂位置擬合良好。
(3)對于具有較好連續(xù)性的激光焊,縱向應(yīng)力和橫向應(yīng)力分布較電阻點(diǎn)焊平滑,可以較好地抵抗較大應(yīng)力集中的產(chǎn)生;若想使構(gòu)件發(fā)生屈服,激光搭接焊需要更大的外加載荷。
(4)激光搭接焊接頭疲勞極限高于電阻點(diǎn)焊接頭。電阻點(diǎn)焊接頭在疲勞壽命為下1×107的疲勞極限為2576.8N,激光搭接焊接頭的疲勞極限為4543N,激光搭接焊接頭的疲勞極限高出電阻點(diǎn)焊接頭76%。
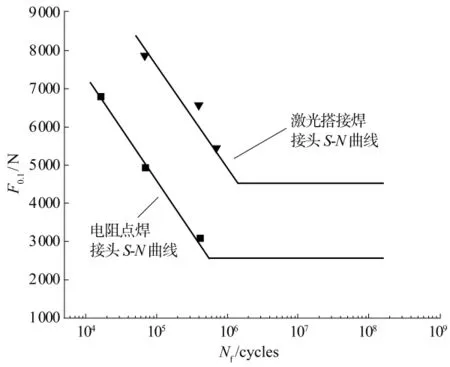
圖9 焊接接頭疲勞壽命曲線
參考文獻(xiàn):
[1]李得勝.汽車用鋼的激光搭接焊與電阻點(diǎn)焊的對比實(shí)驗(yàn)研究[D].長沙:湖南大學(xué),2010:26-27.
[2]郭慶.不銹鋼板激光焊接組織與性能[J].焊接技術(shù),2005(3):54-55.
[3]西田正孝.應(yīng)力集中[M].李安定,郭廷瑋,譯.北京:機(jī)械工業(yè)出版社,1986.
[4]汪建華,朱賢博.焊接接頭應(yīng)力集中系數(shù)的有限元分析[D].上海:上海交通大學(xué),1996:14-19.
[5]GB/T15111-94,點(diǎn)焊接頭剪切拉伸疲勞試驗(yàn)方法[S].
[6]張毅.典型焊接接頭應(yīng)力集中系數(shù)和應(yīng)力強(qiáng)度因子有限元分析[D].上海:上海交通大學(xué),2005:13-18.
[7]JISG4305:1999,冷軋不銹鋼板及鋼帶技術(shù)標(biāo)準(zhǔn),日本標(biāo)準(zhǔn)協(xié)會[S].
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(2017年2期)2017-05-17 05:19:50
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
