CAP1400核電站鋼制安全殼焊后熱處理
2017-09-11 14:23:08董永志胡廣澤晏桂珍修延飛
電焊機(jī) 2017年8期
董永志,胡廣澤,晏桂珍,修延飛
(1.山東核電設(shè)備制造有限公司,山東海陽265118;2.煙臺市核電設(shè)備工程技術(shù)研究中心,山東海陽265118)
CAP1400核電站鋼制安全殼焊后熱處理
董永志1,2,胡廣澤1,2,晏桂珍1,2,修延飛1,2
(1.山東核電設(shè)備制造有限公司,山東海陽265118;2.煙臺市核電設(shè)備工程技術(shù)研究中心,山東海陽265118)
基于ASME鍋爐及壓力容器規(guī)范第Ⅲ卷第1冊NE分卷對焊后熱處理的規(guī)定,結(jié)合CAP1400鋼制安全殼結(jié)構(gòu)形式、材質(zhì)要求,確定需進(jìn)行焊后熱處理的焊縫范圍。結(jié)合工程建造特點(diǎn),對貫穿件套筒與補(bǔ)強(qiáng)板焊縫進(jìn)行爐內(nèi)整體熱處理,筒體縱焊縫、環(huán)焊縫、補(bǔ)強(qiáng)板與筒體焊縫進(jìn)行局部焊后熱處理。為控制焊后熱處理的變形,筒體縱焊縫采用單條或多條對稱加熱、筒體環(huán)焊縫及設(shè)備閘門補(bǔ)強(qiáng)板焊縫采用分段加熱方式,通過試驗確定局部焊后熱處理的加熱帶寬度、隔熱帶寬度和厚度,保證均溫帶溫度達(dá)到595℃~620℃的設(shè)計要求。
CAP1400;鋼制安全殼;焊后熱處理;局部加熱
0 前言
鋼制安全殼容器(Containment Vessel,CV)是CAP1400非能動壓水堆核電站實現(xiàn)非能動功能的關(guān)鍵設(shè)備之一,其設(shè)計、建造采用ASME鍋爐及壓力容器規(guī)范第Ⅲ卷第1冊NE分卷[1](簡稱ASMEⅢNE)。焊后熱處理(post weld heat treatment,PWHT)是鋼制安全殼容器建造過程中的關(guān)鍵工藝,本研究結(jié)合鋼制安全殼的結(jié)構(gòu)形式、建造特點(diǎn)和工程實際情況為制定PWHT工藝提供指導(dǎo),同時對大型儲罐和設(shè)備的PWHT有一定的借鑒意義。
1 鋼制安全殼的結(jié)構(gòu)形式與材質(zhì)要求
1.1 鋼制安全殼的結(jié)構(gòu)形式
CAP1400鋼制安全殼筒體內(nèi)直徑43 m,整體高度73.6 m。建造過程中共分為5個拼裝段,依次為下封頭、筒體一環(huán)、筒體二環(huán)、筒體三環(huán)、上封頭,如圖1所示。封頭由82塊厚度43 mm的瓣片拼焊而成,筒體由144張弧形板構(gòu)成,其中第1圈筒體板厚度55 mm,其余11圈厚度52 mm。
圖1 鋼制安全殼結(jié)構(gòu)Fig.1 Configuration of containment cessel
鋼制安全殼共83個貫穿件,包括46個機(jī)械貫穿件、33個電氣貫穿件、2個設(shè)備閘門、2個人員閘門,其中3個機(jī)械貫穿件位于下封頭,其他均位于筒體一環(huán)。19個機(jī)械貫穿件的管道或套筒外徑小于或等于64 mm,參照ASMEⅢNE-3332.1規(guī)定,這部分貫穿件不需要補(bǔ)強(qiáng);其余貫穿件套筒全部采用單獨(dú)補(bǔ)強(qiáng)或聯(lián)合補(bǔ)強(qiáng)的方式與殼體連接,補(bǔ)強(qiáng)板的厚度分別為80 mm、90 mm、100 mm和130 mm。貫穿件與殼體的連接形式如圖2所示。
1.2 鋼制安全殼材質(zhì)要求
圖2 貫穿件與殼體的連接形式Fig.2 Welds joining nozzles or penetrations to vessel shell
CAP1400鋼制安全殼是實現(xiàn)安全殼冷卻系統(tǒng)功能的核心設(shè)備,其獨(dú)立于外部的混凝土屏蔽廠房,對鋼制安全殼厚度和強(qiáng)度的要求較高[2]。同時,對于厚度小于等于64 mm的材料最低使用溫度(LSMT)為-28℃;厚度大于64 mm的材料與環(huán)境隔離,LSMT溫度為10℃。為補(bǔ)償焊后熱影響區(qū)沖擊韌性的降低,需比LSMT低17℃進(jìn)行沖擊試驗。CAP1400鋼制安全殼殼體材料為中低溫壓力容器用熱處理碳錳硅鋼板SA738Gr.B,具有較高的強(qiáng)度和較好的低溫沖擊韌性[3],如表1所示。
2 PWHT的豁免
ASME表NE-4622.7(b)-1規(guī)定P-No.1材料在基于名義厚度、最低預(yù)熱溫度、材料的化學(xué)成分及結(jié)構(gòu)形式可免除強(qiáng)制性PWHT。對于封頭對接焊縫,包括封頭與筒體之間環(huán)焊縫、封頭與補(bǔ)強(qiáng)板之間對接焊縫均可免除PWHT;筒體部分縱焊縫、環(huán)焊縫、補(bǔ)強(qiáng)板與筒體之間焊縫應(yīng)進(jìn)行PWHT。
CAP1400鋼制安全殼共有19個不帶補(bǔ)強(qiáng)板的貫穿件,其中15個為不銹鋼材質(zhì)的貫穿件,采用的連接形式如圖2a所示,另外4個材質(zhì)為SA350 Gr.LF-2的套筒與殼體的連接方式如圖2b所示。ASMEⅢNE對于P-No.8的不銹鋼材料,既不要求也不禁止焊后熱處理,同時表NE-4622.7(b)-1對于與名義內(nèi)徑小于等于50 mm(2 in.)的接管或貫穿件相連接的所有焊縫,名義厚度小于等于19 mm(3/4〞)時免除PWHT。上述15個不銹鋼貫穿件與殼體焊后免除PWHT,4個碳鋼套筒與殼體焊后應(yīng)進(jìn)行PWHT。

表1 SA738Gr.B機(jī)械性能Table 1 SA738Gr.B mechanical properties
3 PWHT工藝參數(shù)
ASMEⅢNE PWHT的最高保溫溫度低于下轉(zhuǎn)變溫度50℃,是一種典型的低于下轉(zhuǎn)變溫度的PWHT,其首要目的是釋放焊接接頭的殘余應(yīng)力[4]。通過對熱處理部位限定升降溫速率、保溫溫度區(qū)間和保溫時間來消除殘余應(yīng)力。
3.1 升降溫速率
ASMEⅢNE-4623規(guī)定在425℃以上,根據(jù)焊接接頭的材料厚度計算得到最大加熱速率和冷卻速率,且任意間隔小時內(nèi)不能超過222℃,也不能低于56℃。
3.2 PWHT保溫溫度及保溫時間
ASMEⅢNE規(guī)定P-No.1材料PWHT的保溫溫度為595℃~675℃,但對于調(diào)質(zhì)狀態(tài)的材料,傳統(tǒng)的設(shè)計一般規(guī)定PWHT的最高保溫溫度不超過材料的實際回火溫度[5]。對于SA738Gr.B要求PWHT最高保溫溫度低于材料回火溫度15℃,進(jìn)一步限定最高保溫溫度,但也不能低于595℃。
ASMEⅢNE規(guī)定的PWHT的保溫時間是基于焊縫的名義厚度t,當(dāng)厚度超過50 mm時,PWHT的保溫時間為2 h+(t-50)×0.5 min。對于多次PWHT的部位,熱處理累計時間不宜超過材料模擬焊后熱處理時間的1.25倍。
4 PWHT加熱方式
4.1 PWHT加熱方式選擇
鋼制安全殼的PWHT加熱方式有整體爐內(nèi)加熱、局部加熱和容器內(nèi)部加熱三種。由于鋼制安全殼采取分5段的方式進(jìn)行模塊化建造,每一段組焊完畢后,均未形成封閉結(jié)構(gòu),不宜采取容器內(nèi)部加熱方式。待整個鋼制安全殼容器組焊完畢后,根據(jù)CAP1400核電站建造進(jìn)度安排,核島內(nèi)的壓力容器和蒸汽發(fā)生器等主設(shè)備和其他系統(tǒng)已經(jīng)安裝就位于鋼制安全殼內(nèi)部,不能再采用內(nèi)部加熱方式對鋼制安全殼進(jìn)行PWHT。
ASMEⅢNE-4622.1(b)要求,除表NE-4622.7(b) -1中免除強(qiáng)制性PWHT的情況外,所有門、接管、開孔框架和類似的焊接結(jié)構(gòu),應(yīng)在焊前對這種焊接組件進(jìn)行PWHT,如圖2c所示的貫穿件套筒與補(bǔ)強(qiáng)板焊接組件適用于此要求。CAP1400設(shè)計要求,套筒與補(bǔ)強(qiáng)板的焊接組件最大直徑為8.5 m,進(jìn)行爐內(nèi)整體PWHT。其他焊縫受結(jié)構(gòu)尺寸和建造工藝的影響,比較適合局部PWHT方式。CAP1400鋼制安全殼各類焊縫的焊后熱處理加熱方式如表2所示。
表2 CAP1400鋼制安全殼PWHT加熱方式Table 2 Heating method of PWHT for CAP1400 containment vessel
4.2 局部PWHT加熱方式
當(dāng)對容器采取局部焊后熱處理時,加熱過程應(yīng)滿足以下要求[1]:
(1)沿容器或物項的整個圓周加熱一個環(huán)形帶。
(2)在焊縫寬度最大的一面,焊縫每側(cè)達(dá)到PWHT規(guī)定保溫溫度的最小寬度應(yīng)等于焊縫厚度或50 mm兩者中較小值。
(3)應(yīng)確保容器或物項的溫度從受控加熱帶的邊緣向外逐漸減小,以避免產(chǎn)生有害的溫度梯度。
CAP1400鋼制安全殼局部PWHT在實際工程中完全執(zhí)行上述要求難度較大。以一條環(huán)焊縫PWHT為例,焊縫長度135 m,沿筒體全圓周加熱一個環(huán)形帶電功率需求約為5 000 kW,電功率過大。對于補(bǔ)強(qiáng)板與筒體對接焊縫,加熱帶的寬度將成倍增大,電功率需求成倍增長,實施操作難度更大。
參考ASME第Ⅷ卷第1冊(簡稱ASMEⅧ-1)UW-40[6]及WRC-452[7],對于縱焊縫采用整條焊縫加熱、補(bǔ)強(qiáng)板與筒體對接焊縫采用“點(diǎn)狀”加熱、環(huán)焊縫采用分段加熱符合工程實際情況。采用該方式時,應(yīng)通過有限元數(shù)值模擬計算及試驗驗證加熱參數(shù)來確定鋼制安全殼局部PWHT加熱方式的合理性,避免產(chǎn)生有害的溫度梯度而造成過大的變形和有害應(yīng)力。
4.3 筒體縱焊縫PWHT
筒體縱焊縫在焊接完成且射線檢測合格后,即可對單條焊縫進(jìn)行PWHT,也可多條焊縫同時PWHT,為減小PWHT變形,每圈筒體板縱焊縫宜優(yōu)先采用如圖3所示的1、3、5、7、9、11或2、4、6、8、10、12對稱分布的焊縫同時進(jìn)行PWHT。為確保整條縱焊縫達(dá)到規(guī)定的PWHT溫度,在焊縫兩端設(shè)置溫度補(bǔ)償加熱片以補(bǔ)償焊縫端部熱量的損失,也有利于控制溫度梯度,減小PWHT變形。
圖3 筒體縱焊縫分布示意Fig.3 Sketch for longitudinal welds of CV ring
4.4 筒體環(huán)焊縫PWHT
筒體環(huán)焊縫按如圖4所示分6段,可單獨(dú)1個分段進(jìn)行PWHT,也可同時對兩個對稱分段進(jìn)行PWHT。在每個分段兩端設(shè)置補(bǔ)償加熱片,保溫材料沿圓周方向鋪設(shè)超出補(bǔ)償加熱片至少2 m,以控制環(huán)向溫度梯度。與環(huán)焊縫臨近的補(bǔ)強(qiáng)板與筒體焊縫,可隨同環(huán)焊縫一同PWHT。
4.5 補(bǔ)強(qiáng)板與殼體焊縫PWHT
設(shè)備閘門補(bǔ)強(qiáng)板與筒體焊縫采用3段、依次進(jìn)行PWHT,如圖5所示,與整圈PWHT相比,PWHT后變形明顯減小,殘余應(yīng)力變化不明顯。其他小型貫穿件補(bǔ)強(qiáng)板與筒體焊縫可采用整圈PWHT。
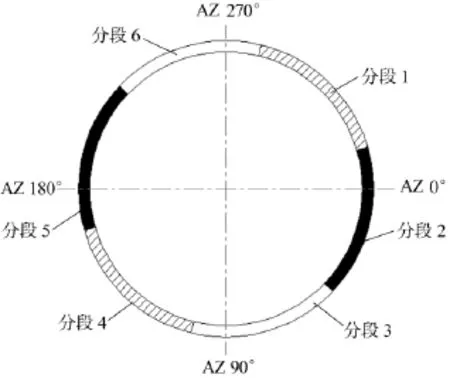
圖4 環(huán)焊縫熱處理分段Fig.4 Divided segment sketch of circumferential weld PWHT
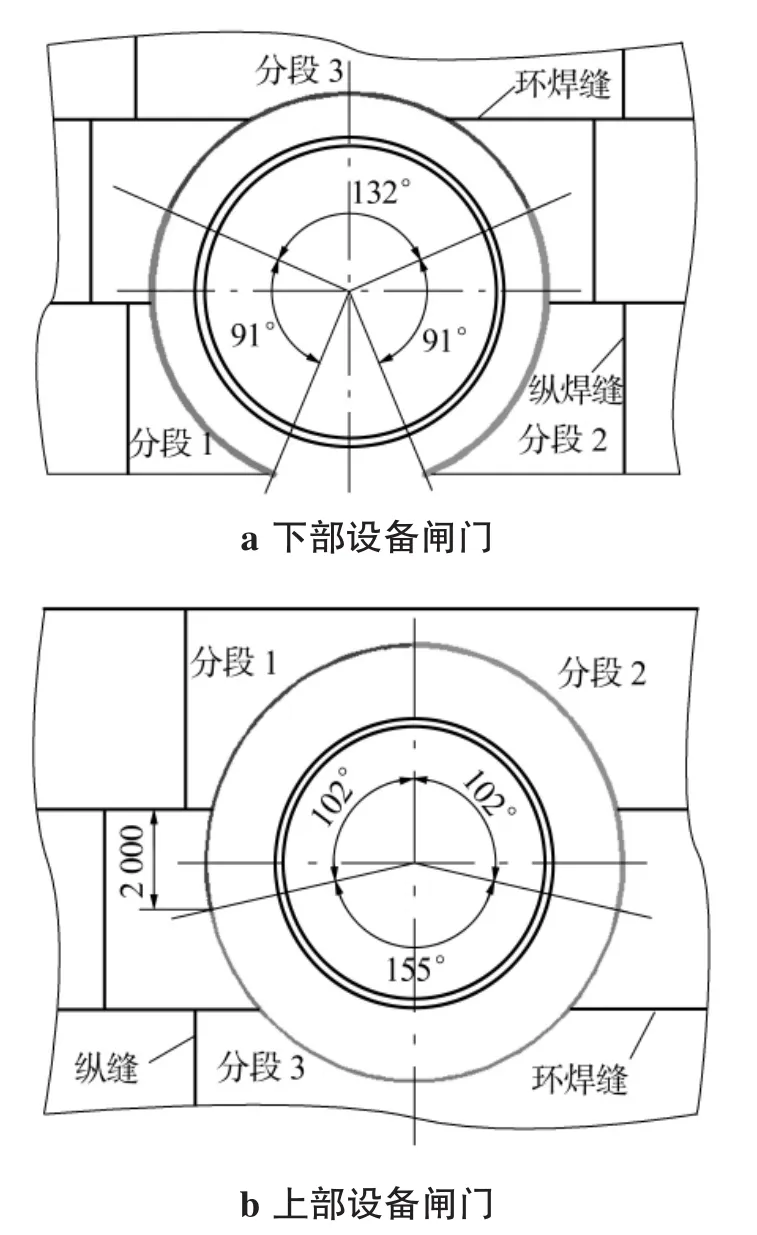
圖5 設(shè)備閘門補(bǔ)強(qiáng)板與筒體焊縫熱處理分段Fig.5 Divided segment sketch of reinforcement plateshell weld in equipment hatch
4.6 不帶補(bǔ)強(qiáng)板的套筒與筒體焊縫PWHT
套筒與筒體直接連接的焊縫如圖2b所示,除在殼體內(nèi)、外兩側(cè)對稱布置扇環(huán)形加熱片,還應(yīng)在套筒外壁纏繞繩式加熱器,如圖6所示,套筒內(nèi)部用保溫棉封堵。

圖6 套筒直接貫穿筒體焊縫的加熱方式Fig.6 Heating method of weld between sleeve and shell
5 加熱帶及隔熱帶參數(shù)的確定
為保證局部加熱的溫度要求,從焊縫中心往外依次設(shè)置均溫帶(soakband,SB)、加熱帶(heated band,HB)和隔熱帶(gradient control band,GCB)[6],如圖7所示。ASME NE-4624.3規(guī)定SB是指焊縫寬度最大的一面,焊縫每邊應(yīng)等于焊縫厚度和50 mm兩者中的較小值,但ASME NE對HB寬度及GCB的寬度、厚度未提供指導(dǎo)。GB/T 30583資料性附錄中指出,當(dāng)殼體的名義厚度大于50 mm時,應(yīng)進(jìn)行驗證性試驗來確定HB和GCB的寬度。

圖7 控溫?zé)犭娕技皽y溫?zé)犭娕嫉牟贾梅绞紽ig.7 Controlling and monitoring thermocouples layout
驗證性試驗的加熱器選用履帶式陶瓷加熱片,單片功率10 kW,保溫材料采用硅酸鋁針刺毯保溫棉,通過系列試驗,當(dāng)滿足下列要求時,SB溫度可控制在595℃~620℃。
(1)加熱片的布置。
加熱片采用雙面對稱布置,對于筒體縱焊縫,矩形加熱片的中心線與焊縫中心線重合;對于筒體環(huán)焊縫,矩形加熱片的中心線距離焊縫中心線向下偏移25~35 mm;對于補(bǔ)強(qiáng)板與筒體焊縫,扇環(huán)形加熱片中心線與焊縫中心線重合。
(2)熱電偶的設(shè)置。
控溫?zé)犭娕荚O(shè)置在加熱片上,避免熱膨脹過程中,加熱片因與鋼板貼合度不緊密造成局部點(diǎn)位溫度超過上限值;測溫?zé)犭娕挤謩e設(shè)置在鋼板SB邊緣及控溫?zé)犭娕紝?yīng)鋼板的位置。以縱焊縫為例,熱電偶的設(shè)置如圖7所示。
(3)HB、GCB的設(shè)置。
通過試驗驗證,HB最小寬度與GCB最小寬度、厚度滿足表3要求時,SB溫度可控制在595℃~620℃。對于大型貫穿件補(bǔ)強(qiáng)板與筒體對接焊縫,可在滿足表3規(guī)定HB寬度外,在扇環(huán)外側(cè)輔以一圈補(bǔ)償加熱片,溫度設(shè)置約460℃,以控制溫度梯度。

表3 SB、HB、GCB尺寸Table 3 Size of SB,HB and GCB
6 結(jié)論
(1)結(jié)合鋼制安全殼結(jié)構(gòu)特點(diǎn)、建造方式和有限元數(shù)值模擬計算,對于補(bǔ)強(qiáng)板與套筒焊縫采用爐內(nèi)整體PWHT;筒體環(huán)焊縫采用分段局部PWHT;補(bǔ)強(qiáng)板(或套筒)與筒體焊縫采用“點(diǎn)狀”加熱的局部PWHT符合工程實際。
(2)通過試驗確定HB寬度、GCB寬度及厚度,可以保證整條焊縫SB達(dá)到PWHT規(guī)定溫度。
[1] ASME.Boiler and Pressure Vessel Code,SectionⅢ,Rules forConstructionofNuclearFacility Components,Division 1,Subsection NE.Class MC Components[S].New York:ASME,2007 edition with 2008 Addenda.
[2] 莊源,王斌,姚俊濤,等.一種新型材料在三代核電鋼制安全殼上的應(yīng)用[J].材料熱處理技術(shù),2012,41(18):82-85.
[3]OHTSUBO Hirofumi,ARAKI Kiyomi,MORIYA Yutaka. Development of SA-738 Gr.B High Strength Steel Plate with Excellent Toughness for Power Generating Plants[J]. TECHNICAL REPORT,2013,18(3):50-55.
[4]董永志,晏桂珍.ASME MC級部件焊后熱處理[J].電焊機(jī),2017,47(3):60-63.
[5]吳崇志,朱瑞峰,陶軍,等.ASME MC級安全殼容器的焊后熱處理工藝[J].電焊機(jī),2015,45(11):84-88.
[6] ASME.Boiler and Pressure Vessel Code,SectionⅧ,Rules for Construction of Pressure Vessels,Division 1[S].New York:ASME,2015:143-144.
[7]Joseph W.McEnerney,Pingsha Dong.Recommended Practices for Local Heating of Welds in Pressure Vessel[J]. Welding Research Council Bulletin,2000(452):19-20.
Page 80效率高,其電弧自動旋轉(zhuǎn),故無需考慮焊絲和電弧的橫向擺動,因此具有其他方式無可比擬的優(yōu)點(diǎn)。
目前,國內(nèi)還沒有NG-GMAW應(yīng)用于核電制造和安裝中的實例。但是在國外,尤其是在日本,該方法在核電制造安裝中得到了較多的應(yīng)用。日本新日鐵公司的富田由紀(jì)夫(Tomita Yukio)等人研究了壓水堆核電站蒸汽發(fā)生器(PWR-steam generator)焊接時分別使用NG-GMAW、NG-SAW與電子束焊(EBW)相比較各自的優(yōu)缺點(diǎn)[13]。結(jié)果表明,NG-GMAW和NG-SAW更容易控制焊接質(zhì)量,更易獲得接頭質(zhì)量良好的焊縫,而電子束焊的問題是需要防止焊接缺陷的產(chǎn)生,提高焊縫金屬的韌性。但通過工藝改進(jìn),電子束焊也能獲得性能良好的焊接接頭。目前在日本,用于壓水堆核電站蒸汽發(fā)生器的ASTM A533 GRB C12(JIS sqv2b)材質(zhì)的鋼板使用電子束焊或NG-GMAW來焊接[14]。
5 結(jié)論
根據(jù)《電力發(fā)展“十三五”規(guī)劃》,“十三五”期間,全國核電投產(chǎn)約3 000萬kW、開工建設(shè)3 000萬kW以上,2020年裝機(jī)將達(dá)到5 800萬kW。截止2016年12月31日,我國運(yùn)行的核電機(jī)組共35臺,總裝機(jī)容量3 363.2萬kW,另外有20臺核電機(jī)組在建。這意味著今后的4年內(nèi),平均每年需開工建設(shè)6~8臺百萬千瓦級的核電機(jī)組,核電站設(shè)備供應(yīng)商、建設(shè)單位將面臨著大量的設(shè)備制造和建造任務(wù)。窄間隙焊接方法在焊接核電厚板和超厚板鋼結(jié)構(gòu)領(lǐng)域應(yīng)用潛力巨大。從技術(shù)層面看,窄間隙焊可應(yīng)用于核電站主設(shè)備和主管道的焊接及許多其他重要結(jié)構(gòu)的焊接。從經(jīng)濟(jì)角度考慮,在焊接厚板時該類方法在節(jié)約成本方面具有極大的優(yōu)勢。對于要求嚴(yán)格的反應(yīng)堆壓力容器、蒸汽發(fā)生器等縱/環(huán)焊縫的焊接全部采用窄間隙埋弧焊,主管道全部采用窄間隙TIG焊,可見采用窄間隙焊代替常規(guī)電弧焊,不僅可以很大程度地提高焊接生產(chǎn)效率、減少焊縫填充量、縮短生產(chǎn)周期、降低成本,而且能提高焊縫質(zhì)量和安全裕度。
參考文獻(xiàn):
[1]林三寶,范成磊,楊春麗.高效焊接方法[M].北京:機(jī)械工業(yè)出版社,2011.
[2][日]焊接學(xué)會方法委員會.窄間隙焊接[M].尹士科,王振家,譯.北京:機(jī)械工業(yè)出版社,1988.
[3]張富巨,羅傳紅.窄間隙焊及其新進(jìn)展[J].焊接技術(shù),2000,29(6):33-35.
[4]周方明,王江超,周涌明,等.窄間隙焊接的應(yīng)用現(xiàn)狀及發(fā)展趨勢[J].焊接技術(shù),2007,36(4):4-7.
[5]項峰,姚舜.窄間隙焊接的應(yīng)用現(xiàn)狀和前景[J].焊接技術(shù),2001,30(5):17-18.
[6]楊學(xué)兵,唐偉.窄間隙TIG/MAG/SAW焊接技術(shù)[J].電焊機(jī),2010,40(7):14-19.
[7]林金平,吳崇志.窄間隙焊技術(shù)在核電建設(shè)中的應(yīng)用[J].電焊機(jī),2011,41(9):16-20.
[8]王海東,任偉,裴月梅,等.壓水堆核電站主回路管道窄間隙自動焊工藝研究[J].電焊機(jī),2010,40(8):21-27.
[9]劉自軍,潘乾剛.壓水堆核電站核島主設(shè)備焊接制造工藝及窄間隙焊接技術(shù)[J].電焊機(jī),2010,40(2):10-15.
[10]王健,馮英超.核電站主管道TIG+TOCE焊接工藝研究[J].金屬加工(熱加工),2013(4):18-20.
[11]王海東,任偉,裴月梅,等.壓水堆核電站主回路管道窄間隙自動焊接工藝研究[J].電焊機(jī),2010,40(8):21-27.
[12]易耀勇,劉觀輝,劉美華,等.窄間隙TIG焊技術(shù)在核電設(shè)備制造中的應(yīng)用[J].熱加工工藝,2013,42(11):13-16.
[13]趙博,范成磊,楊春利,等.窄間隙GMAW的研究進(jìn)展[J].焊接,2008(2):11-15.
[14]Y Tomitat,H Mabuchi,K Koyama.Improving electron beam weldability of heavy steel plates for PWR-steam generator[J]. Journal of Nuclear Science and Technology,1996,33(11):869-878.
Post weld heat treatment process of containment vessel for CAP1400 nuclear power plant
DONG Yongzhi1,2,HU Guangze1,2,YAN Guizhen1,2,XIU Yanfei1,2
(1.Shandong Nuclear Power Equipment Manufacturing Company,Haiyang 265118,China;2.Yantai Nuclear Equipment Engineering Technology and Research Center,Haiyang 265118,China)
Theweld range specified for post weld heat treatment(PWHT)wasdeterminedbasedontherelatedrequirementofASMESection III,Division 1,Subsection NE,and especially on the structural style and material requirement.Considering the features of the construction,furnace heat treatment applies to joint between penetration sleeve and reinforcement plates.Local PWHT shall be used for longitudinal weld,circumferentialweld,aswellasthejointbetweenreinforcementplatesandCVringweld.Toavoidweldingdistortion,adoptedthemethod of heating symmetrically for single or multiple longitudinal weld,and segment heating for circumferential weld as well as reinforcement p late weld in equipment hatch.The width of the heating zone,the width and thickness of the insulating zone are determined by experiments,to ensurealltemperatetemperatureof595℃~620℃,meetingdesignrequirements.
CAP1400;containment vessel;post weld heat treatment;local heat
TG457.2
A
1001-2303(2017)08-0087-06
10.7512/j.issn.1001-2303.2017.08.17
2017-05-09;
2017-06-01
國家重大專項資助項目(2017ZX06002007)
董永志(1981—),男,工程師,碩士,主要從事AP/ CAP系列核電設(shè)備焊接及焊后熱處理工藝的研究工作。E-mail:swjtu2009@163.com。
本文參考文獻(xiàn)引用格式:董永志,胡廣澤,晏桂珍,等. CAP1400核電站鋼制安全殼焊后熱處理[J].電焊機(jī),2017,47(06):87-92.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實用技術(shù)(2021年1期)2021-02-27 08:26:18
裝備制造技術(shù)(2020年1期)2020-12-25 05:18:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2016年5期)2016-03-16 02:20:45
