鎳基焊材返修P92小徑管焊口工藝
2017-09-11 14:23:08杜軍
電焊機 2017年8期
杜軍
(中國能源建設集團 安徽電力第二工程公司汽機安裝公司,安徽 合肥 230088)
鎳基焊材返修P92小徑管焊口工藝
杜軍
(中國能源建設集團 安徽電力第二工程公司汽機安裝公司,安徽 合肥 230088)
P92鋼是新型鐵素體耐熱鋼,目前國內采用其匹配焊材進行返修,焊后需進行再次熱處理,而多次熱處理會造成管壁的性能下降,且需要花費大量的時間和成本。在臨時性返修沒有匹配焊材的情況下,采用鎳基焊材進行P92鋼管焊口返修,返修后免做熱處理,避免多次熱循環對管子性能的影響,然后進行各項性能試驗。結果表明,返修后的焊接接頭拉伸試驗合格,斷裂位置位于母材;焊縫、熱影響區、母材的硬度值符合規定要求;焊縫、熱影響區的沖擊值符合規定要求;金相組織合格。試驗證明,采用鎳基焊材進行臨時性返修試驗是可行的,但對于高溫時效性能及持久強度性能,還需要進一步研究。
鎳基焊材;返修試驗;無損檢驗;力學研究;可行性
0 前言
隨著機組容量的增加,機組的蒸汽溫度參數有較大提高,在超(超)臨界燃煤發電機組中,機組參數達到28 MPa/610℃/608℃,過熱器、再熱器、主蒸汽、再熱熱段及疏水管道,均采用國內最先進的P/T92馬氏體耐熱鋼材料,此鋼種焊接工藝復雜,對焊接和熱處理的要求較高。
因現場施工條件惡劣,焊工手工操作造成個別焊縫存在氣孔、夾渣、未熔合、未焊透等缺陷,焊縫需進行返修處理。因過熱器、再熱器空間位置狹小;主汽、熱段的疏水管道中,一次門和二次門距離較近、且管口和閥門口的內徑及壁厚存有較大的偏差,給焊縫的返修、熱處理帶來了技術難題。由于整個焊接接頭的薄弱環節在焊縫,表現為焊縫韌性比母材低很多,且由于施工單位現場熱處理采用柔性陶瓷電阻加熱設備,閥門的保溫、散熱狀況較復雜。相關資料顯示,焊后熱處理溫度760℃±10℃,P/T92鋼焊接接頭焊后熱處理才能獲得良好的綜合性能,達到P/T92鋼要求的高溫回火溫度的下限。受現場條件限制,且P/T92鋼焊后熱處理溫度范圍比較窄(760℃±10℃),焊接接頭的內壁局部焊縫熱處理溫度很可能低于熱處理溫度下限[1],從而導致整個焊接接頭的性能處于不均勻狀態,直接影響焊接接頭的韌性[2]。
目前P/T92鋼在焊接返修過程中,均采用其匹配焊材進行焊接,返修后還需要再次進行熱處理,而多次熱循環勢必造成管壁的性能有所下降,且需要花費大量的時間及成本。
采用鎳基焊材對P92鋼進行返修,返修后免做熱處理,避免多次熱循環對管子性能的影響,然后進行各項性能試驗研究,以確定該工藝的可行性。
1 P92鋼的性能分析
SA335P92鋼是在P91鋼的基礎上添加W元素,適當減少Mo元素的含量而開發出來的一種新型鋼種[3]。P92鋼在P91鋼的基礎上適當降低鉬元素含量(0.5%Mo),同時加入一定量的鎢(1.8%W)將材料中的鉬當量(Mo+0.5W)由P91鋼的1%提高到約1.5%,并加入微量的硼。P92鋼具有良好的物理性能,與P91鋼相比,具有更高的高溫蠕變斷裂強度、優異的常溫沖擊韌度和抗氧化性,其焊接裂紋敏感性比傳統的鐵素體耐熱鋼低。但P92鋼具有明顯的時效傾向,在3000h時效后,其韌性下降許多,沖擊功由時效前的約220 J降至70J。在3 000 h以后,沖擊功繼續下降的傾向不明顯,沖擊功將穩定在時效3 000 h的水平[4]。時效傾向發生在550℃~650℃的溫度正是該鋼的工作溫度范圍。母材具有明顯的時效傾向,與母材成分相近的焊縫也有同樣的傾向。提高焊縫金屬時效前的原始韌性,為時效留出足夠的余量,是解決焊縫金屬時效后韌性不足的有效途徑。
2 鎳基焊材返修P92鋼管試驗過程工藝控制
2.1 工藝原理
試驗采用目前實際施工過程中的P92鋼焊接工藝進行焊口焊接和熱處理,P92鋼的焊接技術已成熟,施焊過程中嚴格按《P92鋼小口徑管的焊接作業指導書》進行作業。
鎳基焊材一般不推薦焊后熱處理。
鎳基高溫合金具有優良的抗氧化性、良好的力學性能,其金相組織是奧氏體,在固態下沒有相變[5]。
鎳基合金在焊接時具有以下特點:①鎳基合金的熱裂紋敏感性較高;②對焊接表面的雜質元素敏感,在焊接過程中焊件表面應保持清潔;③對焊接熱輸入敏感,焊接時應當限制焊接熱輸入,防止晶粒長大和產生熱裂紋等焊接缺陷。
2.2 試驗工藝流程
對口檢查→焊前預熱、充氬保護→點固打底及施焊(焊絲ER90S-G打底二層);焊條E9015-G填充蓋面半道焊口→焊后熱處理→施焊(焊條ENiCrFe-3填充蓋面余下半道口)→焊接接頭外觀檢驗→焊口無損檢驗→沖擊、拉伸、彎曲、硬度、金相等工藝試驗檢驗。
2.3 試驗操作要點
2.3.1 焊接及熱處理工藝
中國能建安徽電力第二工程公司焊培中心編制的《焊接工藝評定》(評定報告編號APCC-PQR-175;鋼材牌號SA335P92,規格φ76 mm×11.91 mm;焊接位置6G)為其試驗性能提供了質量保證依據。
(1)試管:P92鋼,規格φ89 mm×22 mm;焊接方法為Ws/Ds;焊接位置為6G。
(2)坡口制備清理→焊前預熱、預熱溫度150℃~ 200℃、充氬保護→對口點固。
(3)施焊:焊絲 ER90S-G(φ2.4 mm)打底二層;焊條E9015-G(φ3.2 mm)填充蓋面半道口;焊接過程中為減少應力,嚴格控制線能量輸入,層間溫度保持在200℃~250℃。
(4)熱處理:溫度750℃~770℃,升降溫速度小于等于150℃/h,恒溫時間2 h。
(5)施焊:鎳基焊材ENiCrFe-3(φ3.2 mm)填充蓋面余下半道口。焊接完成后不進行熱處理。
(6)無損檢驗合格后,通過沖擊、位伸、彎曲、硬度、金相等試驗檢驗工藝的可行性。
2.3.2 操作步驟
(1)坡口制備。采用雙V型坡口,坡口及坡口內外約10 mm范圍內應打磨出金屬光澤,不得有油、污、垢、銹等雜質,同時須確認無裂紋、夾層等缺陷,如有可疑之處,應采用著色檢驗。
(2)焊接預熱、充氬保護。焊前預熱應在點固焊之前進行;預熱溫度150℃~200℃;P92鋼焊口根層焊接時為防止根部氧化,應在管口內壁進行充氬保護。
(3)點固打底、施焊。
①點固。采用鎢極氬弧焊直接進行點固,點焊2點,點固焊長度15~30 mm,厚度2~3mm,點固后檢查各焊點的質量,不得有裂紋、氣孔、未熔合等缺陷。
②施焊。焊絲ER90S-G(φ2.4 mm)打底二層,焊條E9015-G(φ3.2 mm)填充蓋面半道口;焊接過程中,為減少應力,嚴格控制線能量輸入,層間溫度保持在200℃~250℃;在焊接過程中必須加強層間清理、檢查工作,剔除干凈熔渣、飛濺,無層間未熔合、夾渣等缺陷。
(4)焊后熱處理。溫度750℃~770℃,升降溫速度小于等于150℃/h,恒溫時間120 min;熱處理前必須冷卻至室溫,確保得到100%馬氏體組織,并及時進行高溫回火處理[6]。
(5)施焊。鎳基焊材ENiCrFe-3(φ3.2 mm)填充蓋面余下半道口。施焊完成后,緩慢冷卻到室溫,不進行熱處理。
(6)焊后外觀檢查。焊縫邊緣圓滑過渡、勻直、接頭良好,外形尺寸符合要求;焊縫表面及近表面無裂紋等開口性缺陷,焊縫內部無未熔合、未焊透、裂紋;沒有氣孔、夾渣、咬邊、根部凸出、內凹等超標缺陷。
2.4 工藝試驗數據分析
各項試樣取樣及試驗參照標準為DL/T868-2014《焊接工藝評定規程》。
2.4.1 射線檢驗
鎳基焊材修復完成后,對焊口進行射線檢驗,檢驗結果符DL/T821-2002《鋼制承壓管道對接焊接接頭射線檢驗技術規程》要求(合格指標:不低于DL/T821標準的Ⅱ級),結果合格。
2.4.2 拉伸試驗
正常焊接焊縫拉伸試驗參數如表1所示。
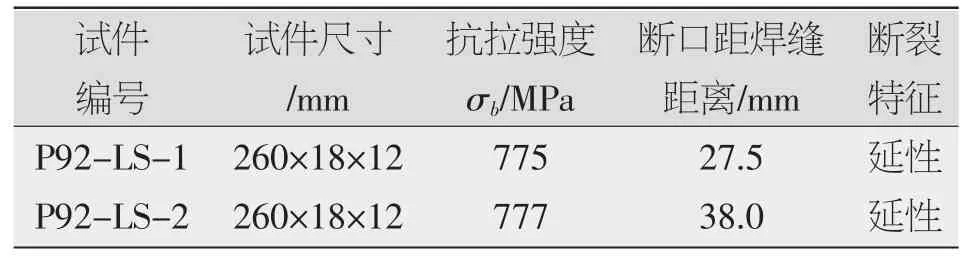
表1 正常焊接焊縫拉伸試驗參數
鎳基焊材修復焊縫拉伸試驗參數如表2所示。
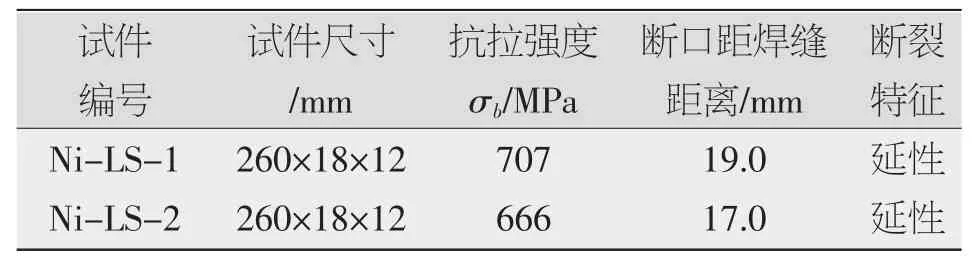
表2 鎳基焊材修復焊縫拉伸試驗參數
拉伸試驗結果符合GB/T2651-2008《焊接接頭拉伸試驗方法》要求(合格指標:抗拉強度大于等于620 MPa),結果合格。
2.4.3 側彎試驗
側彎試驗結果符合GB/T2653-2008《焊接接頭彎曲試驗方法》要求(合格指標:屈用強度大于等于440 MPa、彎曲角180°),結果合格。
正常焊接焊縫側彎試驗參數如表3所示。
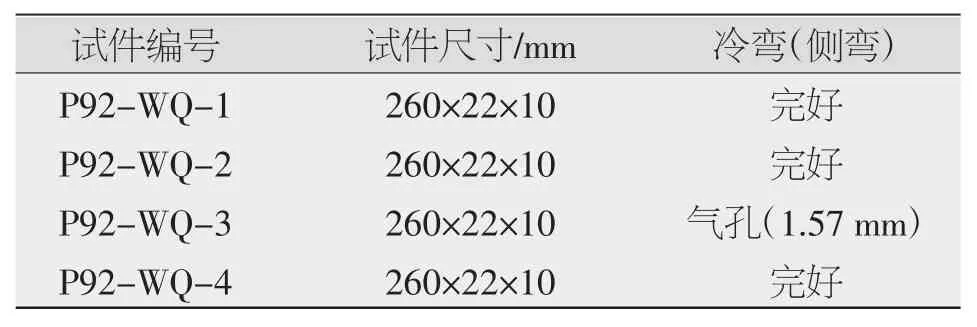
表3 正常焊接側彎試驗參數
鎳基焊材修復焊縫側彎試驗參數如表4所示。

表4 鎳基焊材修復焊縫側彎試驗參數
2.4.4 高溫拉伸試驗
測試依據GB/T4338-2006金屬材料高溫拉伸試驗方法,如表5所示。
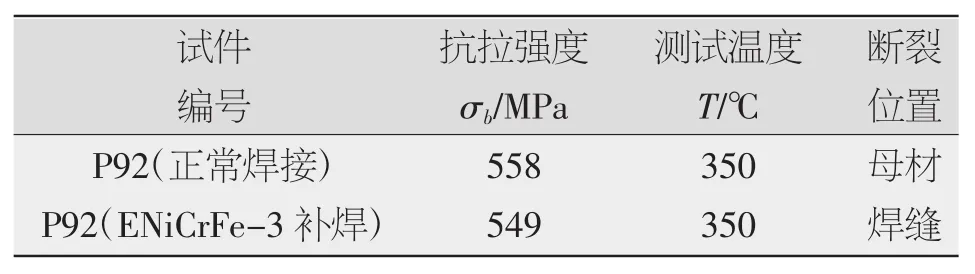
表5 高溫拉伸試驗參數
試驗結果表明,對高溫時效性能及持久強度性能,還需進一步研究。
2.4.5 沖擊試驗
正常焊接表面焊縫區的試驗數據如表6所示,正常焊接表面熱影響區試驗數據如表7所示,正常焊接根部焊縫區的試驗數據如表8所示,正常焊接根部熱影響區試驗數據如表9所示,鎳基焊材修復焊接表面焊縫區的試驗數據如表10所示。
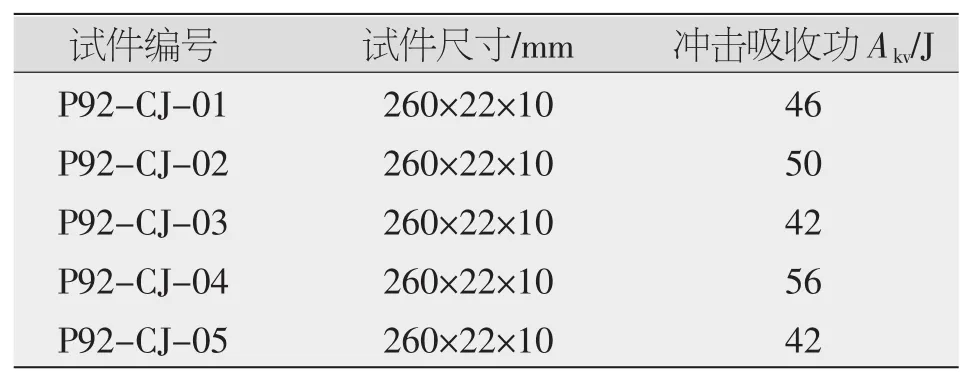
表6 正常焊接沖擊試驗表面焊縫區試驗數據

表7 正常焊接沖擊試驗表面熱影響區試驗數據
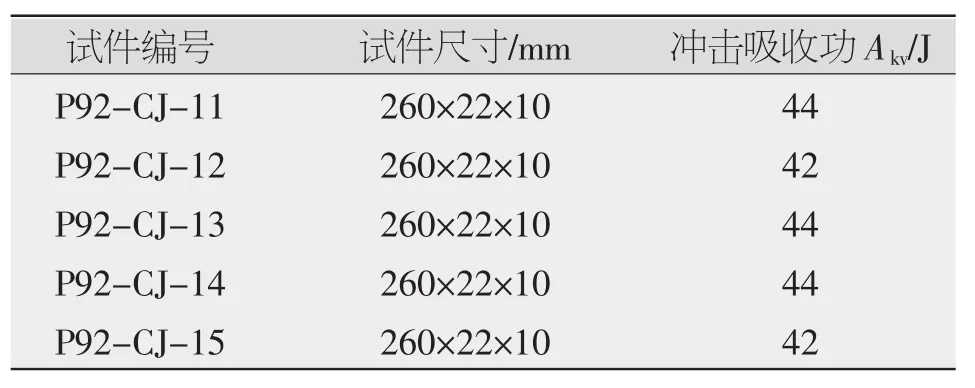
表8 正常焊接沖擊試驗根部焊縫區試驗數據
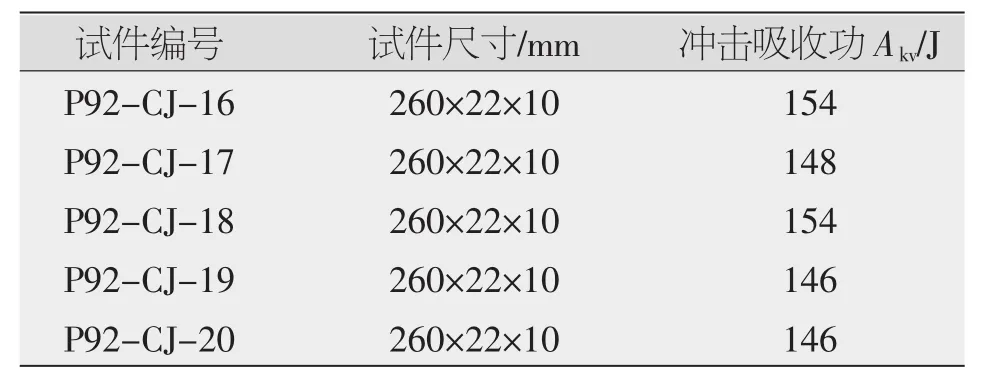
表9 正常焊接沖擊試驗根部熱影響區試驗數據
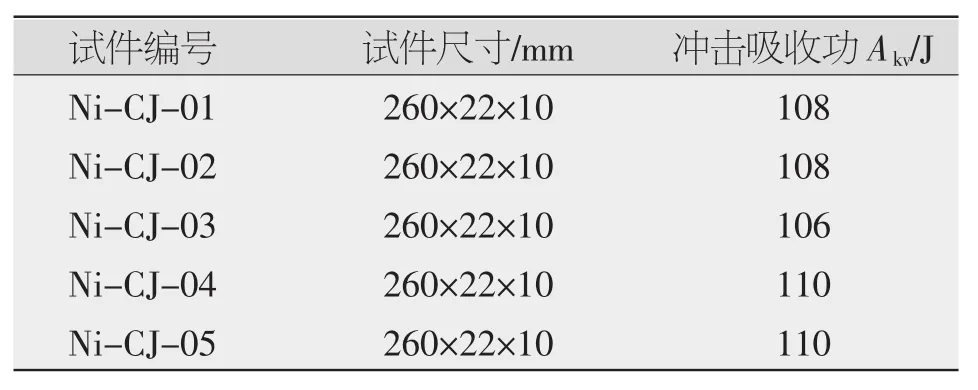
表10 鎳基焊材修復焊接表面焊縫區沖擊試驗數據
鎳基焊材修復焊接表面熱影響區的試驗數據如表11所示,鎳基焊材修復焊接根部焊縫區的試驗數據如表12所示,鎳基焊材修復焊接根部焊縫區的試驗數據如表13所示。
分析以上沖擊試驗數據,符合GB/T2650-2008《焊接接頭沖擊試驗方法》(合格指標:沖擊吸收功大于等于41 J)規范要求,結果合格。
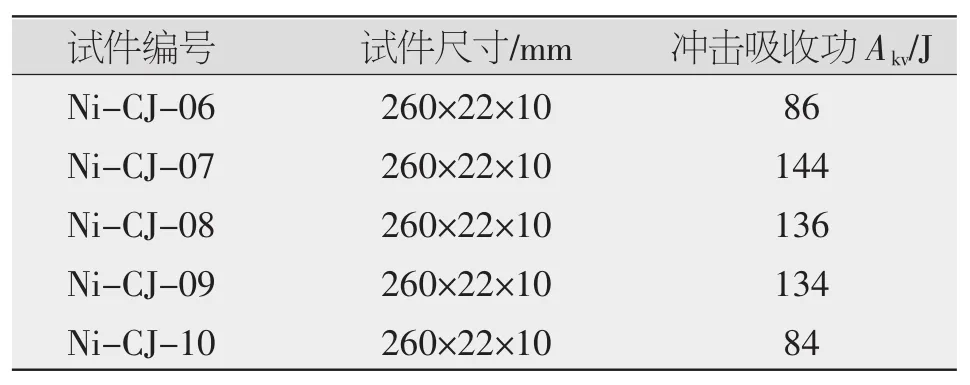
表11 鎳基焊材修復焊接表面熱影響區沖擊試驗數據
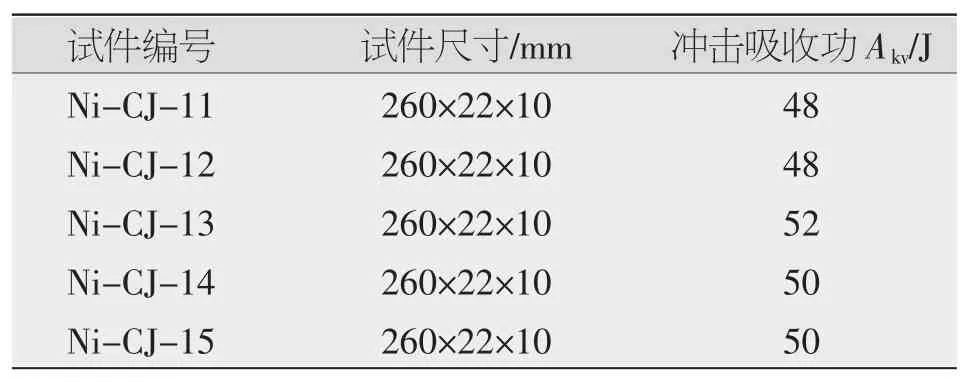
表12 鎳基焊材修復焊接根部焊縫區沖擊試驗數據
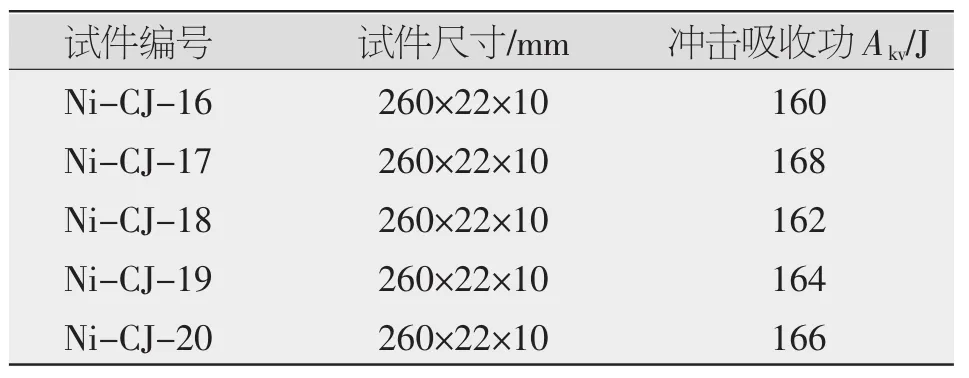
表13 鎳基焊材修復焊接根部熱影響區沖擊試驗數據
2.4.6 硬度檢驗
P92鋼管正常焊接接頭平均硬度如表14所示,鎳基焊材修復焊接接頭平均硬度如表15所示。
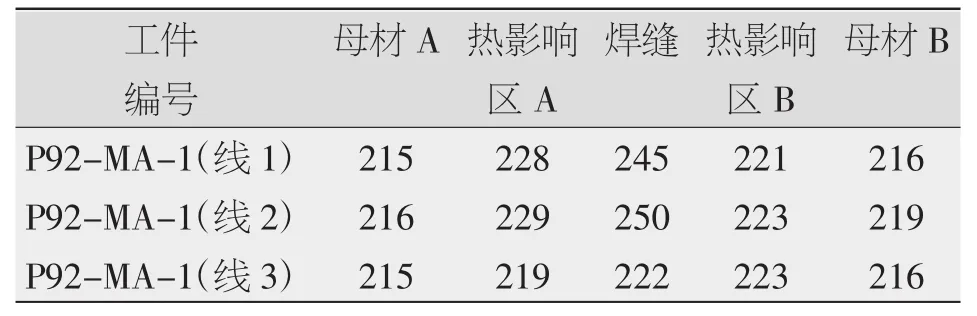
表14 正常焊接焊接接頭平均硬度HV
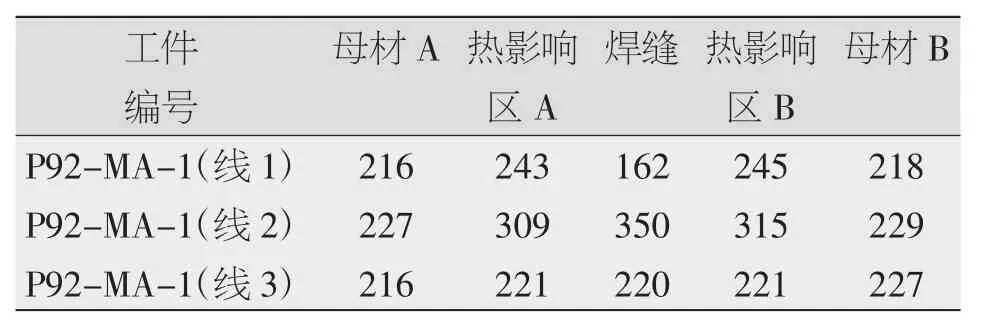
表15 鎳基焊材修復焊接焊接接頭平均硬度HV
線1~線3分別為距試樣上表面小于等于2 mm的平行線、距試樣下表面小于等于2 mm的平行線、由試件上表面至下表面的母材區域的垂直線。由表可知,焊縫硬度值符合GB/T2654-2008《焊接接頭硬度試驗方法》要求。
2.4.7 金相檢驗
依據《火電廠金相檢驗與評定技術導則》(DL/ T884-2004)進行金相檢驗。經宏觀金相檢驗,正常焊接及鎳基修復焊接焊縫及熱影響區周圍均無裂紋、未焊透、未熔合、氣孔和夾渣等缺陷,焊縫完好,未發現超標缺陷。
正常焊接的微觀金相檢驗:通過對焊縫、熱影響區、母材的微觀分析可知,焊縫組織為回火馬氏體組織,板條特征明顯,馬氏體板條清晰完整,組織合格;熱影響區和母材均為回火索氏體組織,組織合格。
鎳基修復焊接的微觀金相檢驗:通過對焊縫、熱影響區、母材的微觀分析可知,焊縫組織為單相奧氏體,組織合格;熱影響區組織為馬氏體和類馬氏體,組織合格;母材組織為回火馬氏體,組織合格。
3 結論
(1)在原焊口及修復焊接過程中各項數據及記錄均滿足試驗要求。
(2)采用鎳基焊材作為P92鋼臨時性修復焊接試驗是可行的,該工藝具有可行性。
(3)各項常規力學性能試驗結果值表明,用鎳基焊材進行修復試驗是可行的,但對于高溫時效性能及持久強度性能,還需進一步研究。
[1]華能電廠《P91、P92鋼管道現場焊后熱處理工藝導則》[EB/OL].https://wenku.baidu.com/view/50191eb9e45c3b 3566ec8b6f.html.
[2] 華能電廠《P91、P92鋼焊接質量檢驗導則》[EB/OL].https:// wenku.baidu.com/view/b0fcc1e1f12d2af90242e6f7.html.
[3]瓦盧瑞克·曼內斯曼.鋼管公司.T92/P92鋼手冊[C].超(超)臨界鍋爐用鋼及焊接技術論文集.蘇州:超(超)臨界鍋爐用鋼及焊接技術協作網,2005:285-304.
[4]楊富,章應霖,任永寧.新型耐熱鋼焊接[M].北京:中國電力出版社,2006.
[5]夏琳,李軍,張建君.石油化工領域鎳基高溫合金的焊接[J].石油化工建設,2002,24(5):42-44.
[6]《火力發電廠焊接熱處理規程》(DL/T819-2010)[S].
Page 129且質量穩定、無明弧刺激和噪聲污染的特點。
圖2 筒體焊接外觀成形Fig.2 Barrel welding appearance molding
(2)無清根焊接技術有利于控制坡口的形狀和尺寸,規避了傳統清根時所開坡口形狀和尺寸不易控制的不足,并且提高了焊接質量,使無損探傷合格率由原有的90%提升到了100%。
(3)工藝簡單且焊接質量穩定。采用氣體保護焊打底為保障,既避免了傳統電弧焊打底時因夾渣、氣孔等缺陷需清根造成的噪聲污染和清根時的明弧刺激,又能規避現有技術中直接埋弧焊時需要在焊縫下端設置復雜的焊縫墊片裝置而造成根部氧化和根部缺陷,有效保證了接頭有效的熔合。
參考文獻:
[1] 馮博.風力發電機組塔筒結構分析研究[D].重慶:重慶大學,2010.
[2] 馬人樂,馬躍強,劉慧群,等.風電機組塔筒模態的環境脈動實測與數值模擬研究[J].振動與沖擊,2011,30(5):39-42.
[3] 湯煒梁,袁奇,韓中和,等.風力機塔筒抗臺風設計[J].太陽能學報,2008,29(4):23-29.
[4] 趙文濤,曹平周,陳建鋒,等.風力發電鋼塔筒的載荷計算方法和載荷組合研究[J].特種結構,2010,27(4):73-77.
[5] 黃文怡,梁波,代洪慶,等.風力發電機塔筒的強度、穩定性及動力學分析[J].黑龍江八一農墾大學學報,2010,22(3):59-62.
[6]康學軍.超低溫風力發電塔架焊接消應力技術的研究與應用[J].科技創新與應用,2016,2(4):1-2.
Study on repairing the welding joints of P92 steel pipes by nickel welding materials
DU Jun
(Turbine Installation Company,Anhui Electric Power Second Engineering Company,CEEC,Hefei 230088,China)
P92 steel is new emerging ferritic heat-resisting steel.Up to now,the welding joints of P92 steel pipes have been all repaired in Chinabythematchingweldingmaterials.Afterwelding,additionalheattreatmentisrequired.However,multipletimesofheattreatmentslead to degradation in performance of the pipe wall and take a lot of time and cost.A series of experiments were carried out by our company on repairing the welding joints of P92 steel pipes.We operated welding procedures adopted in site construction using nickel-based welding materials,in case of the matching welding materials are not available during the temporary repair.We avoided heat treatment after repairing thustheeffectofmultiplethermalcyclesontheperformanceofthetubewasavoidedandseveralperformanceswereoperated.Theexperiments showed the following results:the welding joint tensile experiment using the nickel-based alloy after weld repairing was eligible,and the unknownfracturewasinparentmaterial;thehardnessvaluesofthe weld,heat affected zone and base metal met the requirements;the impact value of weld and heat affected zone met the requirements;metallographic structure was eligible.As a conclusion,it is feasible to use nickelbasedweldingmaterialsfortemporaryrepair,butfurtherstudyisneededonitshightemperatureagingperformanceandthelong-termstrength performance.
nickel-based welding material;repairing test;non-destructive inspection;mechanics study;feasibility
TG457
B
1001-2303(2017)08-0130-05
10.7512/j.issn.1001-2303.2017.08.27
2017-03-28
杜 軍(1976—),男,高級工程師,主要從事焊接工作。E-mail:646875769@qq.com。
本文參考文獻引用格式:杜軍.鎳基焊材返修P92小徑管焊口工藝[J].電焊機,2017,47(08):130-134.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
