不同氣體及熔滴過渡方式對氣體保護焊熔敷金屬的影響
2017-09-11 14:23:08李隆駿古朋贊洪君華
電焊機 2017年8期
關鍵詞:焊縫
李隆駿,古朋贊,洪君華
(1.臺州市特種設備監督檢驗中心,浙江 臺州 318000;2.臺州龍江化工機械科技有限公司,浙江 溫嶺 317500)
不同氣體及熔滴過渡方式對氣體保護焊熔敷金屬的影響
李隆駿1,古朋贊2,洪君華1
(1.臺州市特種設備監督檢驗中心,浙江 臺州 318000;2.臺州龍江化工機械科技有限公司,浙江 溫嶺 317500)
對CO2焊、富氬焊的短路過渡與非短路過渡熔敷金屬進行試驗,研究表明,富氬焊飛濺小,焊工操作體驗好,熔敷金屬綜合性能優異,焊縫含氧量較低。去應力熱處理后強度降低,沖擊吸收能量有所提高。同等條件下短路過渡沖擊吸收能量高于非短路過渡,但強度及化學成分與熔滴過渡形式關系不大。熔敷金屬的硫、磷含量與焊絲有關,與保護氣體無關。
氣體保護焊;熔敷金屬;熔滴過渡形式;化學成分;力學性能
0 前言
目前,熔化極氣體保護焊已廣泛應用于各種金屬和結構中。對于常用的50 kg級氣保焊絲ER50-6,保護氣體有純CO2和富氬混合氣,熔滴過渡形式有短路過渡與非短路過渡,使用狀態有焊態與焊后去應力熱處理態,焊絲廠家質保書均按GB/T 8110-2008《氣體保護電弧焊用碳鋼、低合金鋼焊絲》提供特定工藝下的熔敷金屬試驗結果,標準中雖然指出生產時不限于使用其他焊接條件和保護氣體,但實際中的工藝多種多樣,如熔敷金屬的成分、力學性能、彎曲性能及含氧量的變化等。針對這些問題,通過試驗研究了不同保護氣體、不同熔滴過渡形式及焊后是否熱處理對熔敷金屬成分及性能的影響,對氣體保護焊在實際生產中根據不同需要合理選擇工藝具有積極意義。
1 焊接試驗方案
1.1 試驗設備、母材及焊材
試驗焊機選用山大奧太NBC-500,焊絲選用某公司生產的ER50-6焊絲,直徑φ1.2 mm。試件母材為GB/T 700-2006的Q235B,厚度20 mm,保護氣體為CO2或富氬混合氣(φ(Ar)80%+φ(CO2)20%),熔滴過渡形式有短路過渡和非短路過渡(TSG Z6002-2010《特種設備焊接操作人員考核細則》及NB/T 47014-2011《承壓設備焊接工藝評定》對熔化極氣體保護焊的劃分均按熔滴過渡形式分為短路過渡和非短路過渡,本研究也做如此歸類,CO2焊大電流非短路過渡實為滴狀排斥過渡,富氬焊則為射滴過渡),焊后狀態有焊態及熱處理態。焊絲ER50-6熔敷金屬力學性能見表1,焊絲化學成分見表2。

表1 焊絲的熔敷金屬力學性能

表2 焊絲化學成分%
1.2 焊接試件編排方案
試件按GB/T 8110-2008的要求施焊,挑選優秀焊工,試件焊前做反變形,焊后角變形量不大于5°,焊接工藝見表3,每種工藝做2塊試件。短路過渡電流160~180 A,電壓21~23 V,焊速25~30 cm/min,非短路過渡的電流260~280 A,電壓31~33 V,焊速30~35 cm/min,焊接線能量平均分別為10 kJ/cm和16 kJ/cm,層間溫度小于200℃。
2 試驗過程及結果分析
2.1 焊前反變形、焊接過程體驗及表面成形
試驗證明,試件焊前做反變形易操作且焊后角變形很小,均在3°以內,符合標準,如圖1所示。
小電流短路過渡焊接時,為保持熔滴呈短路過渡形式,電壓盡量低,以縮短弧長,使熔滴未長成大滴前就與熔池短路,在表面張力及電磁收縮力的作用下過渡[1]。大電流非短路過渡則盡量提高電壓及弧長,使熔滴自由過渡,再配合調整其他焊接參數,直到電弧穩定燃燒。
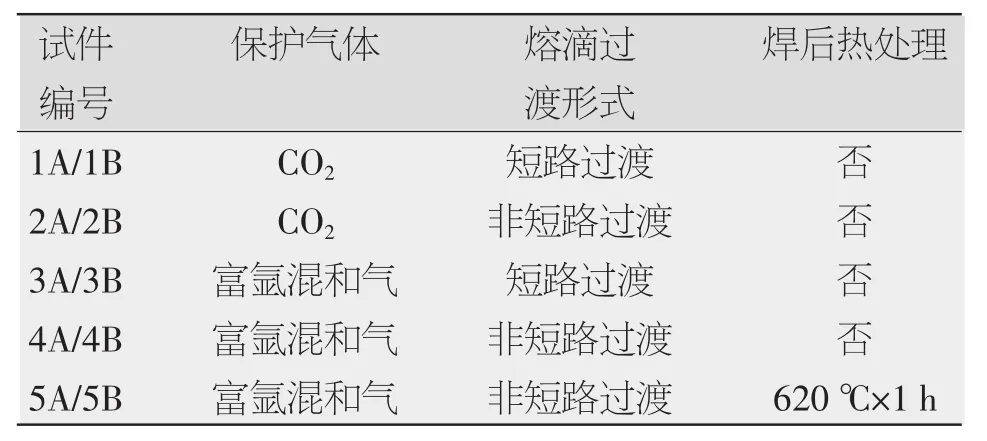
表3 焊接試件編排
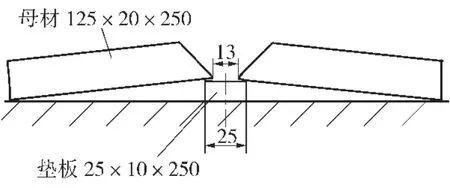
圖1 焊接反變形示意
焊接過程中,熔滴呈短路過渡時的兩種氣體保護焊電弧均能穩定燃燒,富氬焊飛濺比CO2焊少。大電流非短路過渡時,CO2焊由于熔滴底部有電磁排斥力,產生非軸向大滴過渡,飛濺大且成形不良[2]。富氬焊的電弧燃燒穩定,形態呈現鐘罩形的射滴過渡形式,飛濺較小,且焊后容易去除,焊工體驗最好。熔敷效率方面小電流短路過渡均表現為速度慢、熔池小、效率低,大電流非短路過渡則相反,產生的熔池大、熔敷效率很高。
焊后觀察焊縫表面,CO2焊的焊縫表面成形粗糙,富氬焊則相對光滑,成形美觀。這是由于富氬混合氣既具有氬弧的特點,電弧燃燒穩定,飛濺小,又具有氧化性,克服了純氬保護時的表面張力大、液體金屬粘稠、易咬邊和斑點漂移等問題,同時改善了焊縫成形[2]。
2.2 射線檢測
試件外觀經檢驗合格,去除墊板后按NB/T47013-2015《承壓設備無損檢測》進行RT射線檢測,CO2焊內部無缺陷,富氬混合氣有單個的小氣孔,但都滿足RT-Ⅰ級。
2.3 熔敷金屬力學性能、彎曲試驗、化學成分試驗結果及分析
試件的熔敷金屬力學性能和彎曲試驗結果見表4,熔敷金屬化學成分見表5。
2.3.1 拉伸試驗
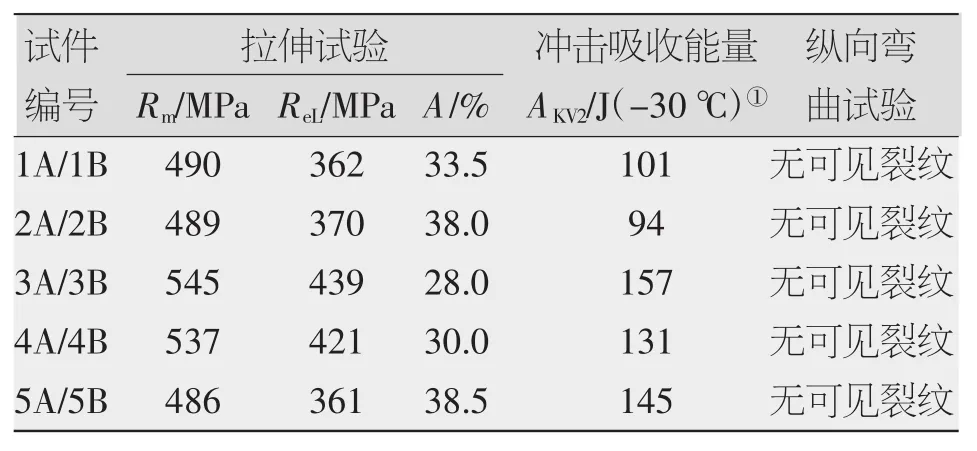
表4 試件熔敷金屬力學性能及彎曲試驗結果
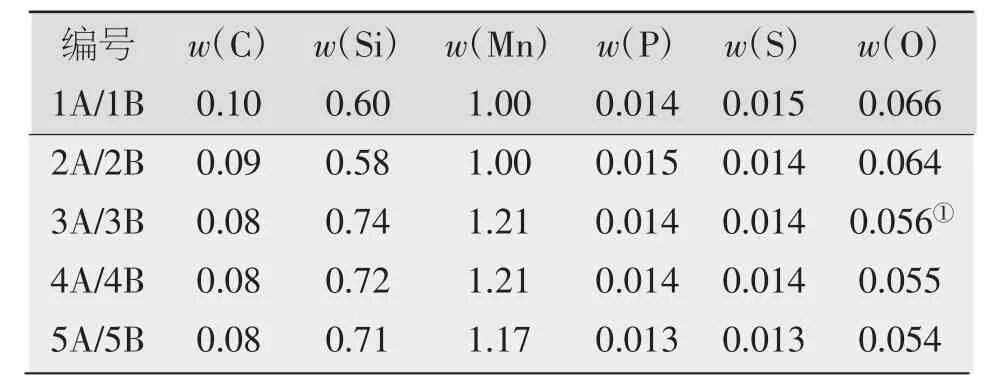
表5 試件熔敷金屬化學成分%
由表4可知,無論是CO2焊還是富氬焊,短路過渡與非短路過渡的拉伸性能相差無幾,富氬焊的強度數值高于CO2焊,相應的伸長率則低于CO2焊。對照表5可知,富氬焊的C含量略低于純CO2,但合金元素Si及Mn含量較高,這是因為富氬電弧的氧化性比CO2弱,同等條件下合金元素的氧化燒損較少,強度較高,在晶粒度一定的情況下,強度越高則伸長率降低。
2.3.2 沖擊試驗
由表4得出富氬焊的沖擊吸收能量明顯高于CO2焊,而試樣的沖擊吸收能量是強度、塑性、斷裂韌性的綜合反映[3],并且還與焊縫的含氧量有關。在氧化性混合氣體中隨著CO2含量的增加,氧化性增強,焊縫中非金屬夾雜物和氧的含量增加[4]。由表5可知,富氬焊含氧量較低,強度較高,表現為沖擊吸收能量高。短路過渡的沖擊吸收能量略高于同樣氣體保護的非短路過渡,這與短路過渡時線能量較小、鐵素體晶粒細小有關[4]。
2.3.3 縱向彎曲試驗
縱向彎曲試驗彎軸直徑是4倍試樣厚度,對應延伸率為20%[5]。此次所有的熔敷金屬縱向彎曲試驗均合格,延伸率28%~38.5%,說明熔敷金屬完好性及塑性良好。
2.3.4 熱處理前后力學性能及沖擊吸收能量變化
富氬焊非短路過渡熔敷金屬試件經過620℃×1 h的焊后熱處理,內部彈性變形基本消除,塑性變形增加,焊接應力降低,抗拉強度比焊態略有下降。當碳、錳含量低時,焊后熱處理有益于塑韌性。本次試驗抗拉強度下降了9.5%,屈服強度下降了14%,屈強比下降,焊縫金屬軟化,延伸率上升了27%,沖擊吸收能量上升了10.7%,焊縫金屬的綜合性能得到改善。
2.3.5 P、S、O含量
焊縫中的硫容易使焊縫產生結晶裂紋,還會降低沖擊韌性,P也能增加焊縫金屬的冷脆性,因此應盡量減少焊縫中的S、P含量。焊縫中的S主要來源有兩個方面:一是母材,母材中的S幾乎全部過渡;二是焊絲,有70%~80%過渡[3],熔敷金屬試驗母材對焊縫影響不大,而焊絲中含S量為0.017%,熔敷金屬中約為0.014%,證實了這個結論。P主要來源于母材和焊絲,熔敷金屬含量與焊絲基本相同。由此可見,S、P含量與保護氣體無關。
焊縫中的氧含量高也會降低沖擊韌性,含氧量一般指總含氧量,包括溶解的氧和非金屬夾雜物中的氧。由表2可知,盡管焊絲中的含氧量很低,但是金屬與氣體相互作用,焊縫金屬的含氧量是增加的,此次試驗焊絲中含氧量為0.012%,熔敷金屬中含量約為0.06%,與文獻[4]描述的0.02%~0.07%一致。
3 結論
熔敷金屬的綜合性能及化學成分與熔滴過渡類型關系不大,與保護氣體的氧化氣氛強弱有關。大電流的非短路過渡形式可以發揮氣保焊熔敷效率高的優點,但大電流的CO2焊飛濺較大,成形粗糙。熔滴過渡為非短路過渡時,可以采用富氬保護避免飛濺大,短路過渡則既可以選擇富氬保護,也可以選擇CO2保護。
[1]姜煥中.電弧焊及電渣焊[M].北京:機械工業出版社,1993:56.
[2]中國機械工程學會焊接分會.焊接手冊[M].北京:機械工業出版社,2003:199-221.
[3] 王禮梅,喬寶峰.10#鋼管沖擊韌性的探究[J].工業,2016,12(3):00091.
[4]周振豐,張文鉞.焊接冶金與金屬焊接性[M].北京:機械工業出版社,1993:66-114.
[5]劉傳玉,郭軍,李衛東.關于修訂彎曲試驗有關規定的依據[J].東北電力技術,2004,26(3):24-26.
Effect of different gas and droplet transfer modes on the deposited metal of gas shielded arc welding
LI Longjun1,GU Pengzan2,HONG Junhua1
(1.Taizhou Special Equipment Supervision and Inspection Center,Taizhou 318000,China;2.Taizhou Longjiang Chemical Machinery Technology Co.Ltd.,Wenling 317500,China)
Through the experimental study on CO2 welding,short circuit transition of argon rich welding and non-short circuiting transition of deposited metal,the result shows low spatter of the argon rich welding,the good welding operating experience,excellent comprehensive properties of weld metal,and low oxygen content of welds.After heat treatment of stress relieving,the strength decreases and the impact energy increases.Under the same conditions,the impact absorbed energy of short circuit transition is higher than that of the non-short circuit transition,but the strength and chemical composition are not related to the droplet transfer form.The content of sulfur and phosphorus in the deposited metal is related to the welding wire but not related to the shielding gas.
gas shielded welding;deposited metal;droplet transfer form;chemical composition;mechanical properties
TG457.6
A
1001-2303(2017)08-0124-03
10.7512/j.issn.1001-2303.2017.08.25
2017-04-27;
2017-05-23
李隆駿(1971—),男,高級工程師,學士,主要從事承壓類特種設備的監督檢驗與檢測技術研究工作。E-mail:13857677129@163.com。
本文參考文獻引用格式:李隆駿,古朋贊,洪君華.不同氣體及熔滴過渡方式對氣體保護焊熔敷金屬的影響[J].電焊機,2017,47(08):124-126.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
