TRT焊接機殼有限元前處理技術
2017-09-11 14:23:08張保林
電焊機 2017年8期
張保林
(陜西工業職業技術學院 材料工程學院,陜西 咸陽 712000)
TRT焊接機殼有限元前處理技術
張保林
(陜西工業職業技術學院 材料工程學院,陜西 咸陽 712000)
以TRT透平主機焊接機殼為研究對象,利用有限元軟件ANSYS分析焊接機殼的焊接結構,分析過程包括焊接有限元前處理、應力應變的模擬計算、計算結果分析、分析計算的后處理及評判。其中,有限元前處理需要花費大量時間,良好的前處理是有限元分析的前提和關鍵。結合焊接和有限元知識,對TRT透平主機焊接機殼有限元前處理的若干問題進行探討,解決了有限元前處理技術中的結構模型、模型材料與性能、熱分析單元的選定、熱源模型的建立及焊接“生死”單元技術、網格劃分、焊接工藝和有限元模型邊界條件及載荷的施加等問題,為后續有限元模擬焊接應力及變形結果的計算提供了精確保障。
有限元;幾何模型;網格;邊界條件
0 前言
以TRT透平主機焊接機殼為研究對象,利用ANSYS有限元法分析焊接結構,包括焊接有限元前處理技術、應力應變的模擬計算、計算結果的分析、后處理及評判等。有限元前處理技術需要花費大量的時間,所以良好的前處理是有限元分析的前提和關鍵[1]。本研究就TRT透平主機焊接機殼有限元前處理的若干問題進行探討。
1 結構模型
結合CAD圖,建立透平主機焊接機殼的幾何模型和有限元模型,如圖1和圖2所示。可在ANSYS軟件中建立模型,也可以通過CAD或Pro/E軟件繪出實體圖后保存為IGS格式,再導入ANSYS軟件中[2]。

圖1 焊接機殼結構模型Fig.1 Structure model of welding shell
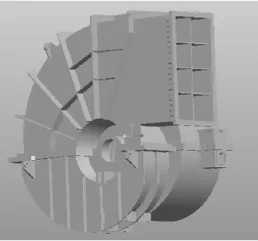
圖2 焊接機殼有限元計算模型Fig.2 FEM calculation model of welding case
其次,在建模過程中需對模型進行簡化,包括細節簡化和焊縫數量簡化。①細節簡化方面:幾何模型的細節將影響附近的網格大小,造成整個結構的網格分布復雜和網格數增加,甚至不能劃分網格,因此,在不影響全局計算結果的前提下,必須合理簡化或忽略細節,以獲得更好的網格布局和質量。②焊縫數量簡化:由于整個機殼是拼湊焊接的,筋板和一些小的支撐板處的焊縫達20~30余條,計算量極大,而這些并非研究重點。因此,在不影響計算精度的前提下,關注典型部位焊縫,簡化焊縫數量。
2 模型材料和性能
建立模型后,需分析焊接結構件的實際工況,以便確定有限元模型的材料參數和邊界條件。焊接機殼選用Q390C材料,其常溫性能如表1所示,高溫性能如表2所示。另外,涉及的相關物理參數單位如表3所示。
3 熱分析單元的選定
在進行熱分析時,主要采用SOLID70模擬溫度場,設定預熱溫度200℃,參考溫度20℃,并考慮溫度與材料力學性能的相關性。讀入熱分析結果、進行焊接殘余應力模擬時,為了得出自由焊接時的模擬殘余應力,同時保證有限元模型不產生剛體位移,求解過程穩定而不發散,在法蘭的某一個角上施加位移約束,約束UX,UY,UZ三個方向,如圖3所示。這樣既能保證所關注的部位應力釋放,又能使計算順利進行。
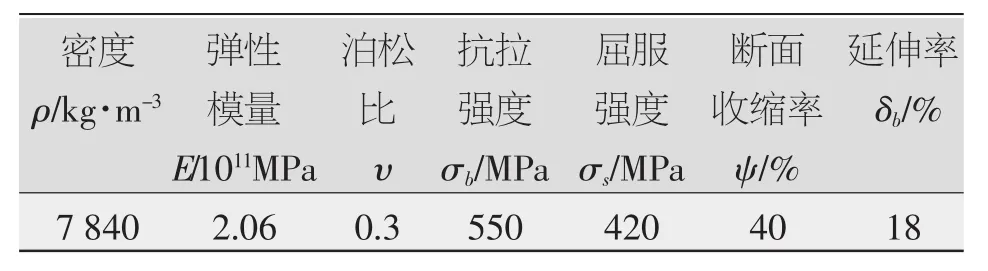
表1 Q390C材料常溫性能Table 1 Properties of Q390C at room temperature
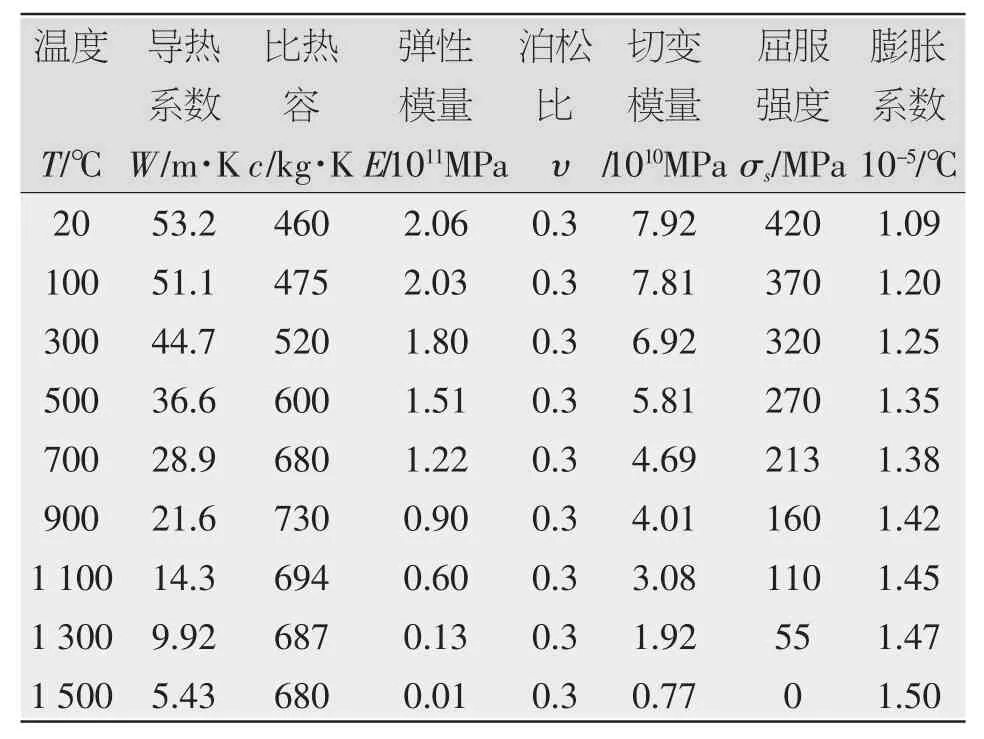
表2 Q390C材料高溫性能參數Table 2 High-temperature behavior of Q390C material

表3 協調單位表Table 3 Coordinate units list
4 熱源模型的建立及焊接“生死”單元技術
焊接熱源的局部加熱、瞬時及快速移動的特點,易形成在時間和空間域內梯度都很大的不均勻溫度場。而焊接熱源模型是實現焊接過程數值模擬的基本條件,不均勻溫度場會導致焊接出現很大的殘余應力和變形。因此,利用基于“生死”單元技術的熱源模型計算焊接溫度場[3]。
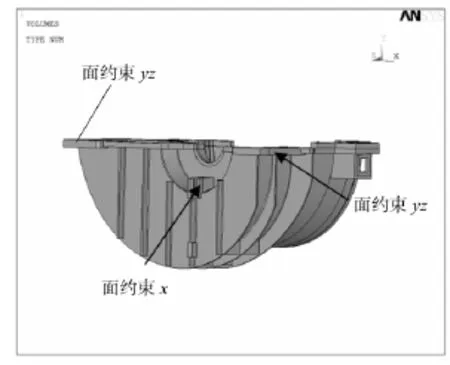
圖3 邊界約束條件Fig.3 Edge-restraint condition
基于實際生產中焊縫是一層一道焊上去的,而建模時已將焊縫部分作為實體建立,因此,有限元計算時將已建立的實體焊縫中所有單元“殺死”,相當于焊前裝配狀態。計算過程中,按實際焊接順序“激活”先前被“殺死”的單元,即模擬焊縫金屬的填充焊接,并給激活的單元施加焊接熱源即生熱率。需要注意的是,每計算完一步,需要刪除該步的生熱率,進入下一步的加載計算,計算過程同上道焊縫。
為了使單位體積上的熱生成率恒定,本模擬采用在焊縫單元上加載均勻熱流的熱源模式
式中 U為電壓;I為電流;V為熱源作用體積;η為電弧效率。
采用在焊縫部分加載均勻熱流的熱源模式,計算模型熱源作用時間即加熱時間的經驗公式為
式中 P決定于焊接方法和規范。對于焊接電流在100~300 A的熔化極氬弧焊,P=3.8~4.8;對于焊接電流為150~370 A的埋弧焊,P=4。v為熱源移動速度,即焊接速度。
5 網格劃分
TRT焊接機殼采用智能和自由網格劃分相結合的方法。在進行熱力耦合分析時,必須選擇同時具有熱力耦合分析功能的單元[4],而SOLID70符合條件,其屬于8節點六面體單元,具有較高的計算精度和計算效率。
基于單元類型對機殼實體模型進行網格劃分,根據機殼的總體尺寸,控制網格單元大小,細化焊縫處,采取10 mm網格。對于計算結果影響不大的其他部分,采用80 mm網格尺寸,既提高計算效率,又能保證計算精度。劃分網格后的模型如圖4所示。

圖4 機殼網格劃分模型Fig.4 Partition model of shell gridding
6 焊接工藝
根據焊接結構的實際生產情況,焊接工藝參數如表4、表5所示,焊前預熱溫度150℃~200℃,采用直流電源。
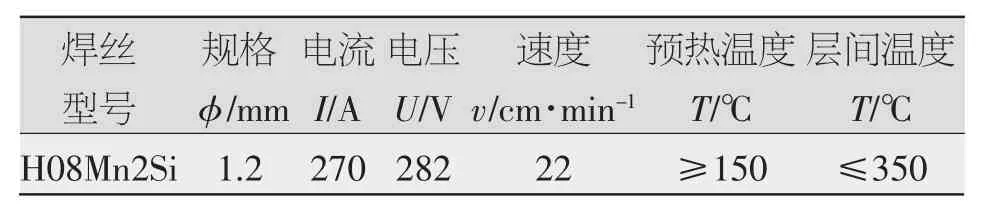
表4 焊接工藝參數(平焊)Table 4 Welding process parameters(downward welding)
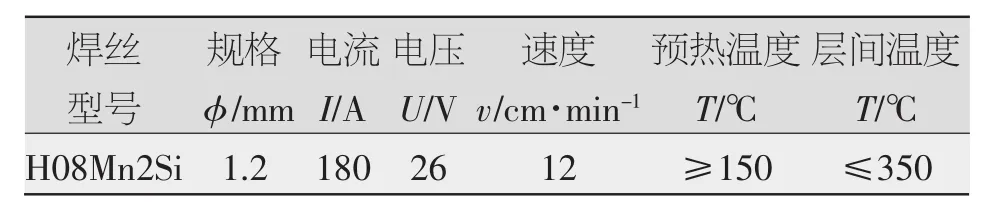
表5 焊接工藝參數(立焊)Table 5 Welding process parameters(vertical welding)
焊接順序為:機殼先進行整體拼接,點焊固定,整個機殼翻轉四次,完成全部焊接過程。先焊水平位置焊縫(包括殼體環焊縫),再將機殼翻轉,分別焊兩側焊縫(先焊數量少的一側,中間有一次翻轉),最后將機殼翻轉,中分法蘭朝上焊接所有焊縫。
7 有限元模型邊界條件及載荷的施加
7.1 邊界條件
針對瞬態熱分析的焊接溫度場計算,在空氣中焊接時,初始溫度值應設為室溫,大氣壓力100kPa,環境溫度20℃。另外,由于焊接結構外表面存在對流和輻射換熱,因此給定一個總的傳熱系數,同時考慮輻射和對流換熱。而本產品結構較龐大,相變對變形的影響較小,可以忽略相變潛熱。
7.2 施加載荷
本次計算是基于“生死”單元技術的熱源模型,以生熱率的形式施加載荷。即將熱源作為焊縫單元內部生熱處理,同時考慮金屬的填充作用,采用“生死”單元技術,即殺死后焊焊縫,激活要焊焊縫的方法逐步填充進行計算。
7.3 分析選項的確定
針對典型的非線性瞬態熱傳導問題,如果分析選項設置不當,計算結果會出現難收斂的情況。因此,需要進行相應設置:
(1)采用Full Newton-Raphson(牛頓-拉普森)方法,即每進行一次平衡、迭代,就相應修正一次剛度矩陣,同時激活自適應下降功能。
(2)打開自動時間步長功能,步長越小,計算結果越精確,但過小的時間步長需要占用很大的計算機容量和很長的計算時間[5]。為此,本計算將時間步長控制在約0.25 s,而冷卻過程中可相應逐步增大時間步長。
8 結論
主要闡述了TRT焊接機殼幾何模型的建立、熱源模型的選定、焊縫“生死”單元技術的應用、邊界條件簡化及載荷的施加等問題,介紹TRT焊接機殼有限元前處理技術的合理選定及應用,為后續有限元模擬焊接應力及變形結果的精確性打下堅實的基礎,同時為實際生產提供可靠的數據支撐。
[1]潘新安,蘇學成,李華,等.有限元前處理技術的研究與應用[J].煤礦機械,2007,28(4):68-70.
[2]宋麗平.有關焊接有限元數值模擬計算前處理技術的探討[J].熱加工工藝,2012,41(9):178-180.
[3]王瑩.AV軸流壓縮機焊接機殼關鍵焊縫應力和變形分析[D].陜西:西安理工大學,2007.
[4]查德根,沈景鳳,黃宗益,等.焊接結構件有限元分析中的前處理技術[J].上海水產大學學報,1998,7(4):340-344.
[5]李冬林.焊接應力和變形的數值模擬研究[D].湖北:武漢理工大學,2003.
FEM pre-processing technology of TRT welding casing
ZHANG Baolin
(School of Material Engineering,Shaanxi Polytechnic Institute,Xianyang 712000,China)
Research the welded casing of TRT turbine master,finite element software ANSYS is used to analyze the welding structure of welding case,the analysis process includes welding FEM,stress strain simulation,analysis the calculation results,analysis of the evaluation. Among them,the FEM takes a lot of time.Therefore,good pre-processing is the premise and key of FEM.Combining the welding and finite elementknowledge,someproblemsarediscussedtosolveFEMpre-processingtechnologyinstructuralmodel,modelmaterialsandproperties,thermalanalysisunitselection,heatsourcemodelestablishmentandweldingof"lifeanddeath"unittechnology,mesh,weldedtheprocessand the finite element model boundary conditions and load problems,provide accurate protection for the subsequent finite element simulation calculationsofweldingstressanddeformation.
FEM;geometric model;grid;boundary condition
TG457
A
1001-2303(2017)08-0138-04
10.7512/j.issn.1001-2303.2017.08.29
2017-04-18;
2017-05-31
張保林(1980—),男,講師,碩士,主要從事焊接工藝與檢測的教學和研究工作。E-mail:276134019@ qq.com。
本文參考文獻引用格式:張保林. TRT焊接機殼有限元前處理技術[J].電焊機,2017,47(08):138-141.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
