不同熱處理制度下1Cr11Ni2W2MoV閃光對焊接頭的組織與性能
2017-07-24 15:42:12王金雪張國棟
電焊機 2017年6期
關鍵詞:焊縫
袁 鴻,王金雪,余 槐,張國棟
(北京航空材料研究院,北京100095)
不同熱處理制度下1Cr11Ni2W2MoV閃光對焊接頭的組織與性能
袁 鴻,王金雪,余 槐,張國棟
(北京航空材料研究院,北京100095)
針對1Cr11Ni2W2MoV不銹鋼開展閃光對焊試驗,研究不同焊后熱處理制度對其焊接接頭組織和力學性能的影響。結果表明:采用閃光對焊方法焊接1Cr11Ni2W2MoV,能夠獲得優質的焊接接頭。1Cr11Ni2W2MoV閃光焊焊態下焊縫組織為馬氏體和少量的δ鐵素體組織,焊接接頭具有較好的拉伸性能,但塑性和韌性較差。經過淬火+回火熱處理后組織表現為回火索氏體組織,焊接接頭的抗拉強度、塑性和韌性等性能均得到改善。在1000℃油淬+570℃回火狀態下,焊接接頭具有良好的綜合力學性能。
閃光對焊;1Cr11Ni2W2MoV不銹鋼;熱處理;組織與性能
0 前言
閃光對焊是一種固相連接方法,熱效率高、焊接質量好、可焊金屬和合金的范圍廣,除少數熱脆性合金外,幾乎所有可鍛壓的金屬以及異種合金接頭均可焊接;既能焊接緊湊截面,又能焊接如型鋼、板材等展開截面的焊件。因此,閃光焊是一種經濟、高效的特種焊接方法。以環形件為例,傳統的環件生產工藝材料利用率很低,僅3%~8%,而采用閃光焊工藝可直接采用型材成型,節約原材料20%~40%,明顯降低生產成本[1-2]。
1Cr11Ni2W2MoV為馬氏體型熱強不銹鋼,室溫強度和持久強度較高、韌性和抗氧化性能良好,適用于制造低于550℃的潮濕條件下工作的承力件[3]。以1Cr11Ni2W2MoV為對象,開展閃光對焊試驗,分析不同熱處理狀態下焊接接頭的微觀組織和力學性能研究不同熱處理制度對接頭組織和性能的影響。
1 試驗材料及方法
1.1 試驗材料
1Cr11Ni2W2MoV不銹鋼化學成分如表1所示,經機械加工成25 mm×55 mm×220 mm的焊接試塊。
1.2 試驗方法
將加工好的試塊進行清理后在T9型液壓式閃光焊機上開展閃光對焊試驗,閃光焊機功率1000kW,焊接試塊截面積25 mm×55 mm。焊接完成后,對焊接接頭進行不同的焊后熱處理,熱處理制度分別為:①焊后不進行熱處理(焊態);②1 000℃油淬+570℃回火;③1 000℃油淬+680℃回火。

表1 1Cr11Ni2W2MoV化學成分 %
將不同熱處理狀態下的焊接接頭加工成金相、標準拉伸及沖擊等試樣。采用LEICADMI3000光學顯微鏡分析接頭金相組織,并采用INSTRON5887拉伸試驗機和SANS ZBC-2302沖擊試驗機測試其室溫拉伸和沖擊性能。
2 試驗結果和分析
2.1 接頭宏觀形貌
圖1a為1Cr11Ni2W2MoV不銹鋼閃光對焊的焊接接頭。閃光對焊的焊接接頭經機械加工去除焊接過程中被排擠到焊縫外部的金屬及氧化物毛刺,再對焊接接頭進行X射線檢測,未發現焊縫中有缺陷存在。
將焊接接頭沿高度方向取橫截面,經化學腐蝕后觀察其宏觀形貌。結果顯示,通過合理選擇預熱、閃光、頂鍛、休止幾個階段的焊接工藝參數,在閃光焊過程中,焊縫對口金屬受熱熔化后在頂鍛力的作用下完全被排擠到焊縫對口以外,最終形成了結合緊密且呈平行的窄條狀焊縫,圖1b所示為閃光對焊接頭橫截面的宏觀形貌照片。
2.2 焊縫顯微組織
不同熱處理狀態下1Cr11Ni2W2MoV閃光對焊焊縫區的顯微組織如圖2所示。由于閃光對焊屬于固相連接,閃光對焊過程中受熱熔化的金屬在頂鍛力作用下全部被排擠到焊縫以外,因此焊縫中并無因金屬熔化而形成的鑄造組織,這也正是閃光對焊與傳統熔化焊的區別所在。圖2a為1Cr11Ni2W2MoV閃光對焊焊態下,焊縫的顯微組織受到焊接熱循環的影響,其顯微組織與淬火狀態下的組織相似,表現為馬氏體和少量的δ鐵素體組織。圖2b為1000℃油淬+570℃回火狀態下的焊縫顯微組織,1Cr11Ni2W2MoV在經過1 000℃油淬后的組織主要為板條狀馬氏體和少量δ鐵素體,再經570℃回火后,原來馬氏體的板條狀特征消失,同時伴隨著彌散狀的碳化物(主要表現為M2X和M23C6型碳化物)顆粒析出,均勻地分布在等軸狀鐵素體基體上,即主要為回火索氏體組織。圖2c為1 000℃油淬+680℃回火狀態下焊縫的顯微組織,其組織仍表現為回火索氏體組織,只是隨著淬火后的回火溫度升高到680℃,碳化物顆粒有聚集長大現象[3-5]。
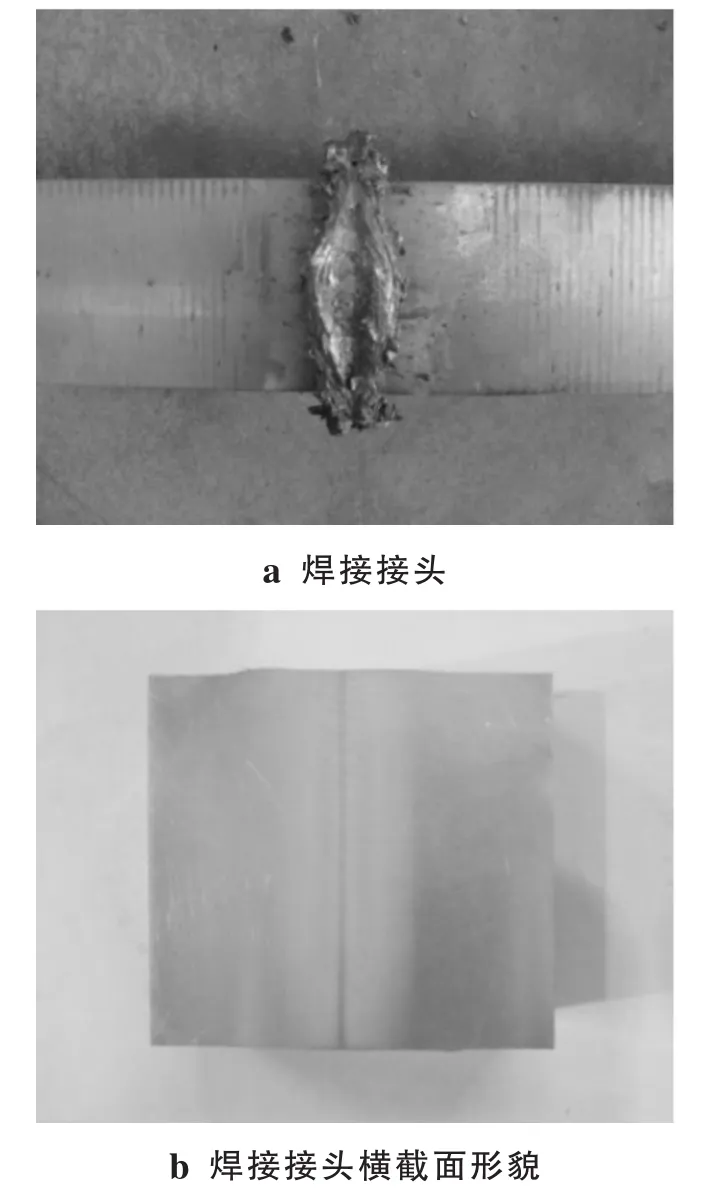
圖1 1Cr11Ni2W2MoV閃光對焊焊接接頭及橫截面形貌
2.3 室溫拉伸及沖擊性能

圖2 不同熱處理狀態下1Cr11Ni2W2MoV閃光對焊焊縫區顯微組織
對不同熱處理狀態下1Cr11Ni2W2MoV閃光對焊的焊接接頭進行室溫拉伸和沖擊試驗。拉伸性能測試結果如表2所示。焊態下的焊接接頭具有較高的抗拉強度,達到920 MPa,但塑性較低,延伸率和斷面收縮率分別為12.1%和59.0%,焊接接頭經過1 000℃油淬+570℃回火熱處理后,仍然保持較高抗拉強度,達到923 MPa,同時塑性也提高,延伸率和斷面收縮率分別為17.1%和61.7%;當焊接接頭經過1000℃油淬后進行680℃回火熱處理時,與1000℃油淬+570℃回火熱處理相比,抗拉強度和塑性均降低,抗拉強度為851 MPa,延伸率和斷面收縮率分別為15.3%和64.0%。不同熱處理狀態下1Cr11Ni2W2MoV閃光對焊接頭的室溫沖擊性能如表3所示。焊態下焊接接頭的沖擊韌性較差,僅有37.6 J/cm2,焊接接頭分別經1000℃油淬+570℃回火熱處理和1 000℃油淬+680℃回火熱處理后,沖擊韌性均大大提高分別達到109.7 J/cm2和108.4 J/cm2。
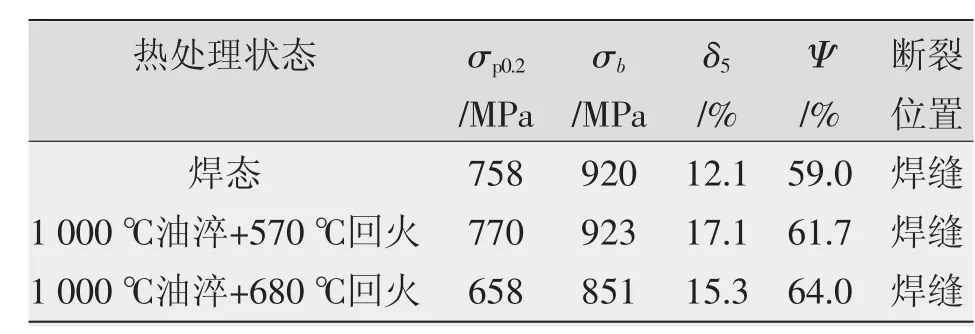
表2 1Cr11Ni2W2MoV閃光焊焊接接頭室溫拉伸性能
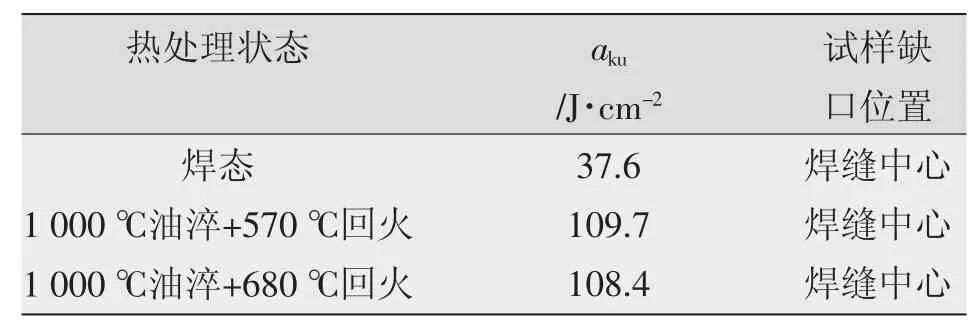
表3 1Cr11Ni2W2MoV閃光焊焊接接頭室溫沖擊性能
由此可見,焊后經過淬火+回火熱處理能夠有效改善焊接接頭的抗拉強度、塑性和韌性等性能在1 000℃油淬+570℃回火狀態下,焊接接頭的強度、塑性和韌性匹配較好,綜合力學性能良好。
3 結論
(1)采用閃光對焊方法焊接1Cr11Ni2W2MoV能夠獲得優質的焊接接頭。
(2)1Cr11Ni2W2MoV閃光焊焊態下焊縫組織為馬氏體和少量的δ鐵素體組織,焊接接頭具有較好的拉伸性能,但塑性和韌性較差。經過淬火+回火熱處理后組織表現為回火索氏體組織,焊接接頭的抗拉強度、塑性和韌性等性能均得到改善。
(3)在1 000℃油淬+570℃回火狀態下,焊接接頭具有良好的綜合力學性能。
[1]王金雪,袁鴻,余槐,等.TC18鈦合金閃光焊接頭的組織與性能[J].航天制造技術,2013(3):22-24.
[2]馮秋元,李廷舉,丁志敏,等.閃光對焊技術研究現狀及發展趨勢[J].材料科學與工藝,2008,16(1):49~53.
[3]中國航空材料手冊編輯委員會.中國航空材料手冊(第一卷)—結構鋼、不銹鋼[M].北京:中國標準出版社,2001:474-482.
[4]王金雪,袁鴻,張國棟,等.1Cr11Ni2W2MoV閃光對焊接頭的組織與性能[J].焊接,2015(4):58-60.
[5]李雪峰,王春芬,王嘉敏.回火馬氏體與回火索氏體辨析[J]熱處理,2012,27(4):12-16.
Microstructure and mechanical properties of flash butt welded joints of 1Cr11Ni2W2MoV stainless steel after different heat treatment
YUAN Hong,WANG Jinxue,YU Huai,ZHANG Guodong
(Beijing Institution of Aeronautical Materials,Beijing 100095,China)
Flash butt welding experiments of 1Cr11Ni2W2MoV stainless steel are carried out,and then the microstructure and properties o theweldedjointswithdifferentpostweldheattreatmentsarestudied.Theresultsshowthatflashbuttweldingissuitablefor1Cr11Ni2W2MoV and can gain the high quality welded joints.The microstructures of flash butt welds of 1Cr11Ni2W2MoV are martensite and a small quantit of δ-ferrite,and the welded joints have better tensile property and worse plasticity and impact toughness.After quenching and temper hea treatment,the microstructure is tempered sorbite,and the tensile strength,plasticity and impact toughness of the welded joints are improved.In the condition of quenching at 1 000℃and temper at 570℃,the welded joints have excellent integrated mechanical properties.
flash butt welding;1Cr11Ni2W2MoV stainless steel;heat treatment;microstructure and mechanical properties
TG457.11
A
1001-2303(2017)06-0052-03
10.7512/j.issn.1001-2303.2017.06.11
2016-03-14;
2017-06-07
袁 鴻(1971—),湖北荊州人,高級工程師,主要從事航空材料焊接性及復雜構件電子束焊接制造技術研究。E-mail:beamwelding@aliyun.com。
本文參考文獻引用格式:袁鴻,王金雪,余槐,等.不同熱處理制度下1Cr11Ni2W2MoV閃光對焊接頭的組織與性能[J].電焊機,2017,47(06)52-54.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07