火焰矯正對屈服強度900 MPa級低合金高強鋼焊接接頭組織與性能的影響
2017-07-24 15:42:25江亞平倪川皓
電焊機 2017年6期
周 波,江亞平,倪川皓
(中聯重科 國家混凝土機械工程技術研究中心,湖南 長沙 410000)
火焰矯正對屈服強度900 MPa級低合金高強鋼焊接接頭組織與性能的影響
周 波,江亞平,倪川皓
(中聯重科 國家混凝土機械工程技術研究中心,湖南 長沙 410000)
對屈服強度900 MPa級的高強度鋼焊接接頭進行加熱溫度為700℃的模擬火焰矯正,發現其焊接熱影響過熱區出現了大量的M-A組元,焊接接頭強度基本不變,但焊接熱影響區低溫沖擊韌性下降45.3%。結果表明:屈服強度900 MPa級高強鋼高強鋼宜采用機械矯正,若采用火焰矯正,需控制好加熱溫度。
高強鋼;火焰矯正;力學性能
0 前言
焊接結構件因受到不均勻加熱和冷卻,不可避免的會產生焊接變形。為了保證結構件焊后形位尺寸,往往需要在焊后增加附加工序矯正變形,火焰矯正或機械矯正是廣泛采用的方法[1-3]。火焰矯正法是利用火焰對材料進行加熱,在其冷卻時產生新的局部形變,從而抵消舊的形變,達到矯正的目的。加熱溫度越高,矯正能力越強大;但加熱溫度過高,鋼材組織和性能會有較大改變。鋼結構焊接規范規定常用鋼材焊接結構加熱矯正時,矯正溫度嚴禁超過800℃。工程機械結構件服役條件惡劣,大量采用屈服強度為900 MPa級的低合金高強度鋼,其焊接接頭特別是焊接熱影響區是應力較為集中的薄弱環節[4-8]。在此研究火焰矯正對高強鋼焊接接頭組織和性能的影響,為高強鋼結構件焊后矯正方法的選擇提供參考。
1 試驗方法
選擇芬蘭Optim900QC作為焊接母材,母材化學成分見表1,力學性能見表2。母材尺寸400 mm×160 mm×8 mm。按等強匹配原則,選擇牌號CarbofilFK1000、直徑φ1.2 mm焊絲作為填充材料,其熔敷金屬力學性能見表 3。采用 MAG 焊[φ(Ar)80%+φ(CO2)20%]制作對接焊試板。焊接工藝參數如表4所示。
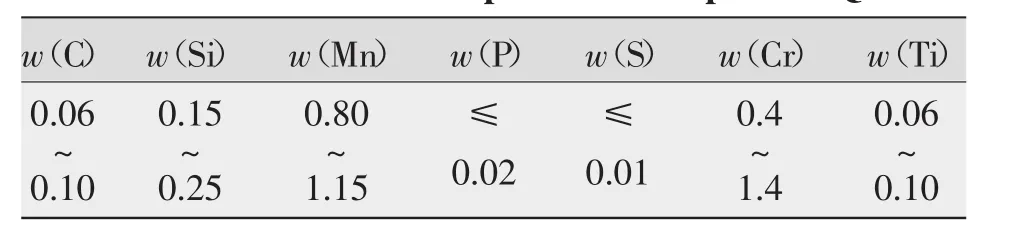
表1 Optim900QC鋼化學成分Table 1 Chemical compositions of Optim900QC %

表2 Optim900QC鋼力學性能Table 2 Mechanical properties of Optim900QC
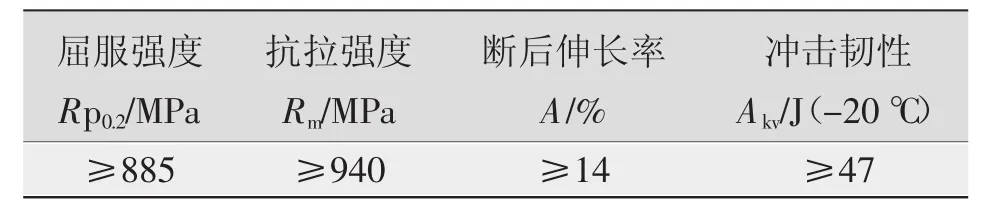
表3 Carbofil FK1000焊絲熔敷金屬力學性能Table 3 Mechanical properties of deposited metal of Carbofil FK1000
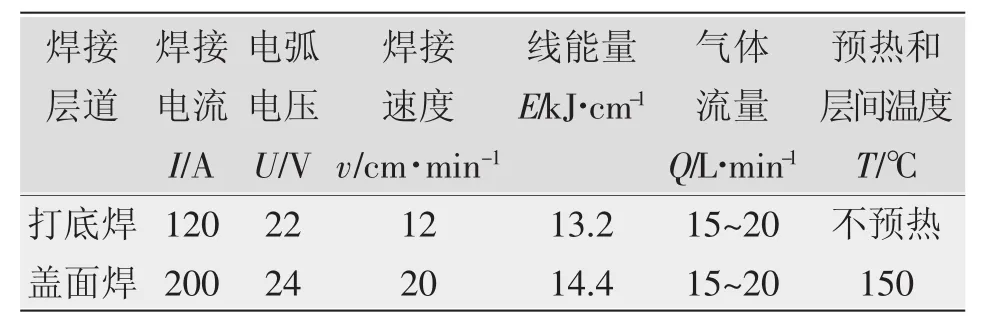
表4 焊接工藝參數Table 4 Process parameters of welding
焊接完成后24 h進行射線探傷,按國家標準GB/T3323檢驗達Ⅱ級為合格。探傷合格后的試板線切割為2塊,一塊為原始試板,另一塊進行火焰加熱,加熱區域為焊縫及其附近區域,加熱溫度按鋼結構焊接規范設定在800℃以下,紅外線測溫儀顯示約為700℃。
2塊試板均取焊接接頭拉伸試樣和沖擊試樣,其中沖擊試樣取樣位置位于焊接熱影響區,每組試樣取3個。
2 試驗結果及分析
2.1 焊接接頭力學性能
在SHT4106電液伺服萬能材料試驗機上進行接頭的常溫拉伸試驗,拉伸試樣斷裂位置均位于焊接熱影響區,原始試板與火焰加熱試板的強度基本相當。在ZBC3452-3金屬擺錘沖擊試驗機上進行-20℃接頭的低溫沖擊試驗,火焰加熱試板的低溫沖擊韌性平均值比原始試板下降30.1J,下降了45.3%。焊接接頭力學性能如表5所示。
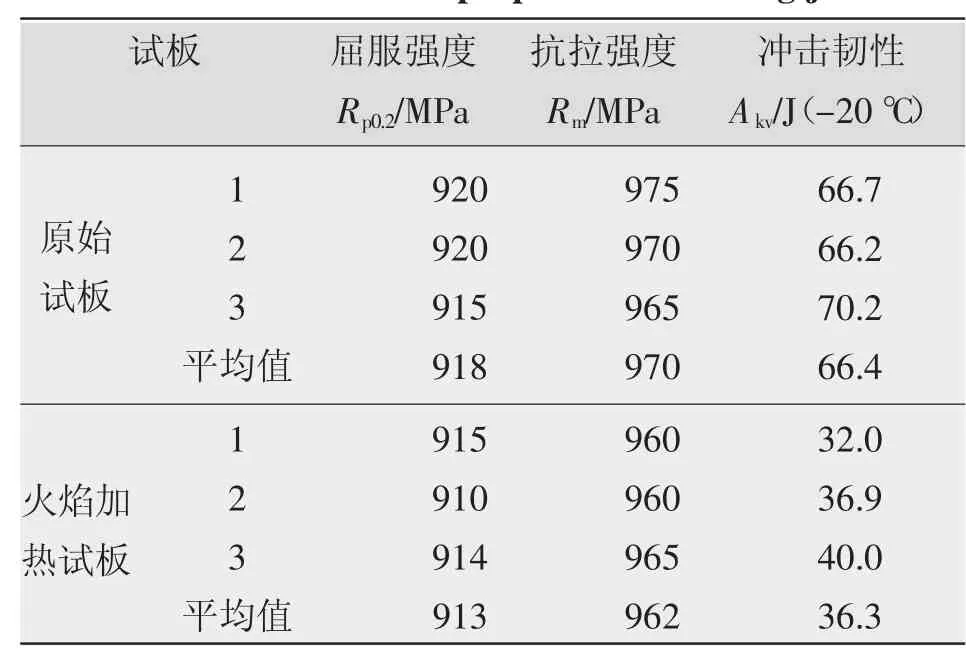
表5 焊接接頭的力學性能Table 5 Mechanical properties of welding joint
2.2 焊接接頭的組織特征分析
原始試板和火焰加熱試板的焊接熱影響區金相組織形貌如圖1和圖2所示。兩種試板的金相組織都比較均勻,火焰加熱后的晶粒有所長大。焊接熱影響區中過熱區的晶粒較正火區粗大,原始試樣過熱區組織為較粗大的板條馬氏體,正火區組織為細小的馬氏體。火焰加熱試樣過熱區組織較為復雜,在不規則的多邊形鐵素體上分布有塊狀的馬氏體和殘留奧氏體的混合物,通常稱這種塊狀物為M-A組元。
屈服強度為900 MPa級的高強度鋼含碳量和合金成分較高,在焊接過程中嚴格控制800℃~500℃的冷卻時間(t8/5)的情況下,過熱區主要形成板條馬氏體,而火焰矯正相當于對焊縫及焊接熱影響區進行了再次熱處理,大幅增加了t8/5時間,因此組織中出現了大量的M-A組元,這是引起脆化的主要原因。要減少M-A組元必須控制t8/5時間,也就是降低火焰加熱溫度。
3 結論
(1)屈服強度為900 MPa級的高強度鋼焊縫進行加熱溫度約為700℃的火焰矯正后,其強度基本不變,但低溫沖擊韌性下降了30.1J,下降45.3%。
(2)火焰矯正增加了焊縫t8/5時間,使高強度鋼焊接熱影響過熱區出現大量的M-A組元,造成組織脆化。
(3)建議屈服強度900 MPa級高強鋼高強鋼采用機械矯正,若采用火焰矯正,需控制好加熱溫度。
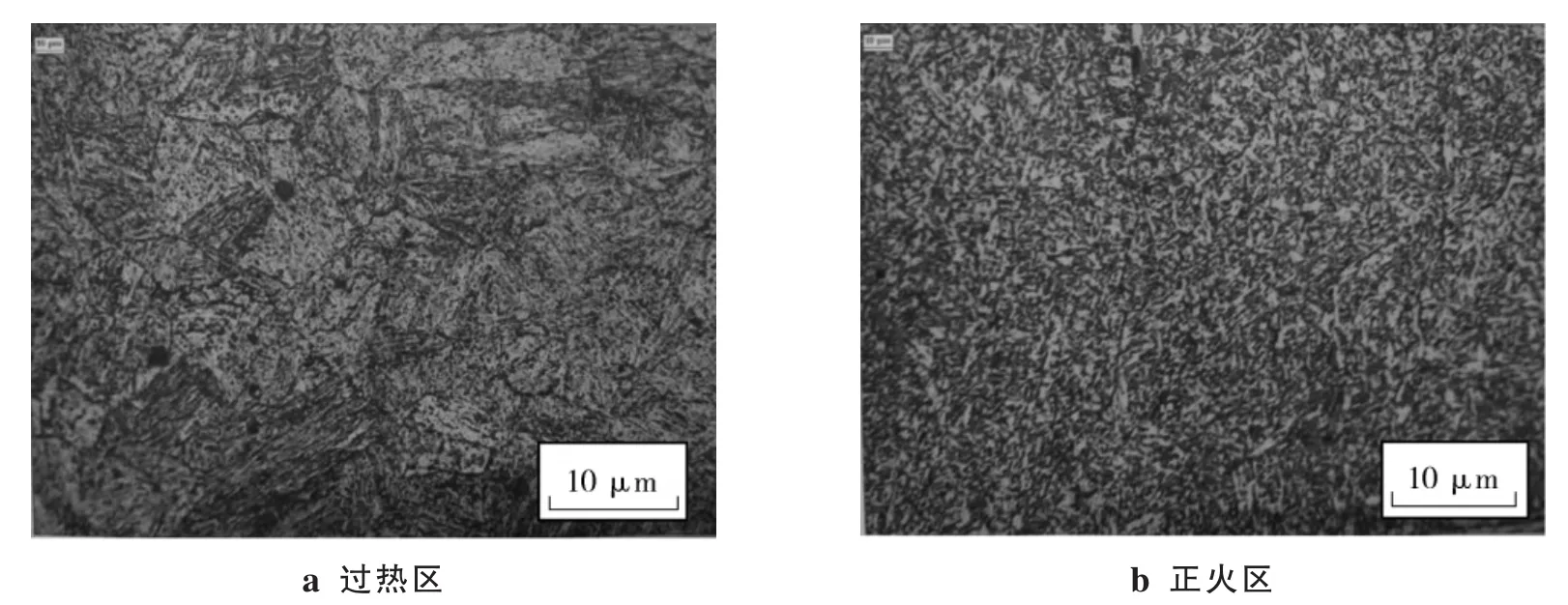
圖1 原始試樣焊接熱影響區組織形貌

圖2 火焰加熱試樣焊接熱影響區組織形貌
[1]LJ Wen,W Zhou.Belt machine welding deformation control and correction method[J].Applied mechanics&matierials,2013(31):269-272.
[2]HE Jiang-Hua.On the causes,control and correction of the welding deformation[J].ship&ocean engineering,2009,523(1-2):168-173.
[3]N Yi.Themethodofflamecorrection for welding deformation of steel struction[J].Steel construction,2002(4):20-22.
[4]王勇.低合金調質高強鋼焊接工藝研究進展[J].應用能源技術,2009(8):11-13.
[5]周昕.工程機械中的低合金高強鋼焊接技術[J].電焊機2010,40(5):187-189.
[6]J Chu,SFang,XDeng,etal.Recentresearch advance of high strength structures steel for construction machine[J].Jiangxi Metallurgy,2013(3):6-9.
[7]周昕.工程機械中的低合金高強鋼焊接技術[J].電焊機2010,40(5):187-189
[8]孔森,劉翠榮,牛興海.高強鋼焊接變形預防控制工藝[J].機械工程與自動化,2012(4):115-117.
Influence of flame correction on microstructure and properties of welded joints of 900 MPa class yield high-strength and low-alloy steel
ZHOU Bo,JIANG Yaping,Ni Chuanhao
(Chinese National Engineering Research Center of Concrete Machinery,Zoomlion,changsha 410000,China)
When welded joints of 900 MPa class yield high-strength and low-alloy steels are flame heated to 700 ℃,a lot of M-A are found in the welding heat affected zone.The strength of the welded joints does not change basically,but the low temperature impact toughness of the welding heat affected zone declines by 45.3%.The results show that mechanical correction is more suitable for highstrength and low-alloy steel than flame correction.It is necessary to control the heating temperature if using flame correction.
high-strength low-alloy steel;flame correction;mechanical behavior;
TG407
A
1001-2303(2017)06-0020-03
10.7512/j.issn.1001-2303.2017.06.04
2017-03-06;
2017-03-31
國家863計劃項目(SS2013AA040203)
周 波(1980—),男,工程師,學士,主要從事結構件焊接工藝技術方面的研究工作,E-mail:nuc_zhoubo@hotmail.com。
本文參考文獻引用格式:周波,江亞平,倪川皓.火焰矯正對屈服強度900 MPa級低合金高強鋼焊接接頭組織與性能的影響[J].電焊機,2017,47(06):20-22.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
云南化工(2021年11期)2022-01-12 06:06:14
當代陜西(2021年2期)2021-03-29 07:41:24
山東冶金(2019年3期)2019-07-10 00:54:00
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53