熱處理對(duì)100 mm厚TC4鈦合金電子束焊接接頭性能的影響
2017-07-24 15:42:20房衛(wèi)萍黎小輝張宇鵬羅子藝
電焊機(jī) 2017年6期
房衛(wèi)萍,黎小輝,張宇鵬,羅子藝,余 陳
(1.廣東省焊接技術(shù)研究所(廣東省中烏研究院) 廣東省現(xiàn)代焊接技術(shù)重點(diǎn)實(shí)驗(yàn)室,廣東廣州510650;2.廣東省材料與加工研究所,廣東廣州510650)
熱處理對(duì)100 mm厚TC4鈦合金電子束焊接接頭性能的影響
房衛(wèi)萍1,黎小輝2,張宇鵬1,羅子藝1,余 陳1
(1.廣東省焊接技術(shù)研究所(廣東省中烏研究院) 廣東省現(xiàn)代焊接技術(shù)重點(diǎn)實(shí)驗(yàn)室,廣東廣州510650;2.廣東省材料與加工研究所,廣東廣州510650)
針對(duì)100mm厚TC4鈦合金板進(jìn)行電子束對(duì)接,焊后對(duì)接頭分別進(jìn)行850℃再結(jié)晶退火和920℃+2 h和500℃+4 h固溶時(shí)效熱處理,觀察接頭的微觀形貌,測(cè)試其硬度和拉伸性能。結(jié)果表明,經(jīng)過(guò)再結(jié)晶退火后,焊縫中部開(kāi)始出現(xiàn)β相晶界,熱影響區(qū)熔合線附近的針狀α′相變少,β相等軸晶界開(kāi)始出現(xiàn)。經(jīng)過(guò)920℃+2 h和500℃+4 h固溶時(shí)效處理后,焊縫中部和底部都出現(xiàn)明顯的β相晶界,熱影響區(qū)熔合線附近的β相等軸晶界明顯可見(jiàn),為細(xì)片層β轉(zhuǎn)變組織。力學(xué)性能測(cè)試表明,經(jīng)過(guò)固溶時(shí)效熱處理的接頭焊縫區(qū)、熱影響區(qū)及母材區(qū)的顯微硬度明顯高于焊態(tài),其接頭拉伸強(qiáng)度比焊態(tài)提升11.3%,屈服強(qiáng)度比焊態(tài)提升17.2%,但接頭延伸率比焊態(tài)降低近59%。
大厚度鈦合金;電子束焊接;熱處理;力學(xué)性能
0 前言
鈦合金具有密度低、比強(qiáng)度高、耐腐蝕性好以及韌性好等優(yōu)點(diǎn),廣泛應(yīng)用于航空航天領(lǐng)域[1-2]。近年來(lái),隨著大深度潛水器的迅速發(fā)展,大厚度鈦合金以其獨(dú)特優(yōu)勢(shì)獲得應(yīng)用。美國(guó)的Alvin、法國(guó)的Nautile、日本的Shinkai6500以及中國(guó)的蛟龍?zhí)枬撍鳉んw均采用鈦合金制造[3-4]。電子束焊接方法具有能量密度高、穿透能力強(qiáng)、焊接效率高、熱影響區(qū)小、焊接變形小等特點(diǎn),在真空條件下焊接可避免空氣的污染,特別適合焊接大厚度鈦合金[5]。
由于電子束焊接溫度梯度(焊縫深寬比)大,在厚度方向容易造成焊縫成形、接頭組織和力學(xué)性能的不均勻[6-8],因此,研究大厚度鈦合金電子束焊接接頭的力學(xué)性能和微觀組織具有重要意義。本研究對(duì)100 mm厚TC4鈦合金進(jìn)行電子束焊接,分析焊后熱處理工藝對(duì)接頭組織和性能的影響,為實(shí)際工程應(yīng)用奠定基礎(chǔ)。
1 試驗(yàn)材料和方法
焊接母材為T(mén)C4鈦合金鍛件(退火態(tài)),尺寸為300 mm×650 mm×100 mm。采用ZD150-60 CV85高壓電子束焊機(jī)進(jìn)行對(duì)接焊接。為保證焊接過(guò)程中焊縫成形良好,避免出現(xiàn)大量氣孔,反面使用同材質(zhì)的墊條。焊接工藝參數(shù)為:焊接電壓150 kV,焊接速度3 mm/s,電子束流270 mA,聚焦電流2 380 mA。
焊接完成后用線切割方法將焊件切塊進(jìn)行不同的工藝熱處理,如表1所示。拉伸試樣尺寸根據(jù)美國(guó)ASTM-E8設(shè)計(jì),如圖1所示。由于工件厚度大,焊縫熔深較大,因此拉伸試樣在厚度方向分5層取樣。在萬(wàn)能拉伸試驗(yàn)機(jī)上進(jìn)行拉伸測(cè)試。接頭的顯微硬度分上、中、下3層測(cè)試。分別采用光學(xué)顯微鏡和掃描電子顯微鏡觀察顯微組織和斷口形貌。
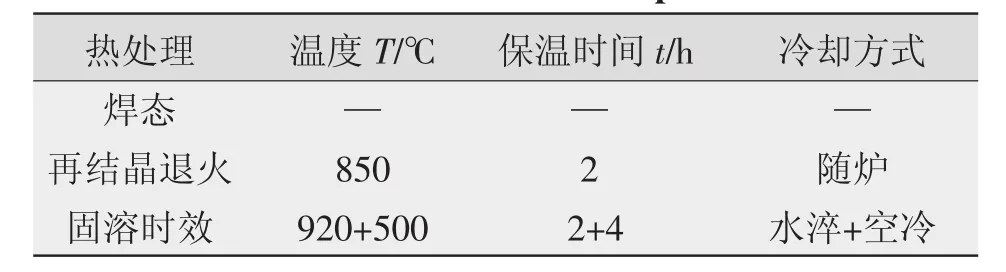
表1 熱處理工藝Table 1 Heat treatment process
2 試驗(yàn)結(jié)果和討論
2.1 熱處理對(duì)接頭組織的影響
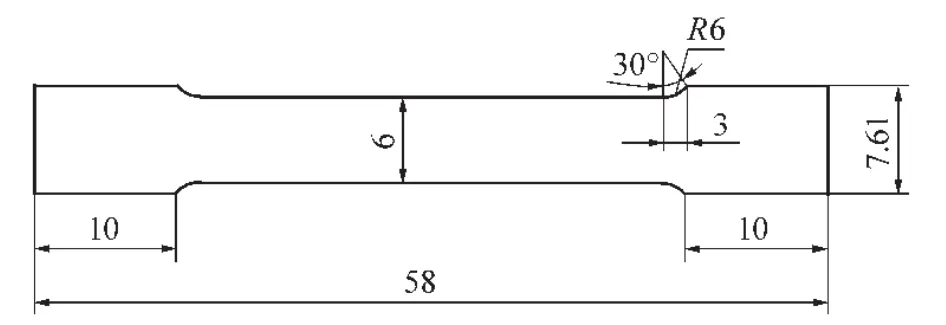
圖1 拉伸試樣尺寸Fig.1 Tensile specimen
焊態(tài)接頭的顯微組織如圖2所示。母材組織由白色等軸及條狀α相和灰色晶間β相組成。在電子束焊接過(guò)程中,焊縫金屬快速冷卻,高溫β相直接發(fā)生馬氏體轉(zhuǎn)變,形成針狀α′相馬氏體組織。焊縫上部的針狀α′相比焊縫中部和下部的α′相更粗短。這是因?yàn)殡娮邮附映癜邂伜辖饡r(shí),上部的熱輸入大于下部的熱輸入,冷卻時(shí)上部由于熱量的堆積散熱較慢而導(dǎo)致組織的不均勻性。焊縫熱影響區(qū)在快速冷卻時(shí)α相未發(fā)生轉(zhuǎn)變,β相切變?yōu)轳R氏體α′相,故其組織為α+α′相,熔合線附近的α′相明顯多于α相組織。
經(jīng)過(guò)850℃再結(jié)晶退火熱處理的接頭顯微組織如圖3所示。母材區(qū)的組織仍是α+β雙相組織,只是條狀α相增多,等軸α相減少。焊縫為針狀馬氏體組織,焊縫上部和中部出現(xiàn)原始β相晶界。熱影響區(qū)熔合線附近的針狀α′相變少,β相等軸晶界開(kāi)始出現(xiàn),為細(xì)片層β轉(zhuǎn)變組織。隨著距熔合線距離的增加,針狀α′相含量逐漸減小。
固溶時(shí)效熱處理的TC4接頭顯微組織如圖4所示。母材α+β雙態(tài)組織中的片狀α相變短變寬。焊縫區(qū)組織的針狀α′相縱橫交錯(cuò)排列,猶如編織的網(wǎng)籃。焊縫中部的β相晶界明顯可見(jiàn),焊縫底部出現(xiàn)斷續(xù)分布的β相晶界。熱影響區(qū)熔合線附近的β相等軸晶界明顯可見(jiàn),為細(xì)片層β轉(zhuǎn)變組織。隨著距熔合線距離的增加,熱影響區(qū)的組織越接近母材的組織,為白色等軸α相+灰色晶間β相。
2.2 熱處理對(duì)接頭硬度的影響
接頭顯微硬度分上、中、下三層測(cè)試。接頭焊縫區(qū)經(jīng)過(guò)不同焊后熱處理,其顯微硬度發(fā)生改變,如圖5所示。焊態(tài)條件下的接頭焊縫區(qū)顯微硬度相對(duì)較低,經(jīng)過(guò)850℃再結(jié)晶熱處理的接頭焊縫區(qū)顯微硬度略微提高,而經(jīng)過(guò)更高溫的固溶時(shí)效熱處理的接頭焊縫區(qū)顯微硬度明顯提高。這是因?yàn)闊崽幚磉^(guò)程中發(fā)生回復(fù)再結(jié)晶,組織空位濃度下降,發(fā)生部分變化,形成亞結(jié)構(gòu)的緣故。固溶時(shí)效處理后,由于接頭經(jīng)過(guò)高溫淬火和低溫時(shí)效,得到較多的亞穩(wěn)β相,故總體硬度最高。
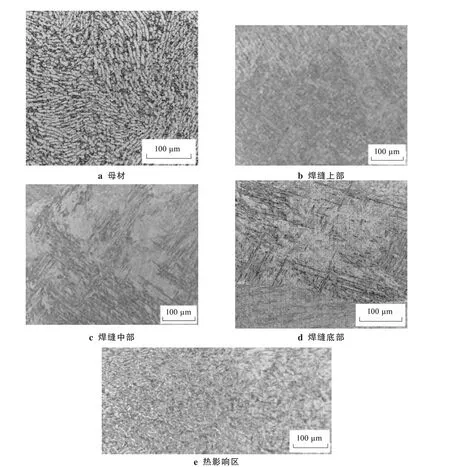
圖2 焊態(tài)的接頭顯微組織Fig.2 Microstructure of the joint at welding state
在相同熱處理工藝下,不同厚度區(qū)域的焊縫區(qū)顯微硬度不同。焊態(tài)下,焊縫下部的硬度最高,這與焊縫下部冷卻最快、形成針狀馬氏體較多有關(guān)。經(jīng)過(guò)再結(jié)晶熱處理后,焊縫上部顯微硬度變得最高。固溶時(shí)效處理后,焊縫中部開(kāi)始出現(xiàn)晶界,其顯微硬度變得最高。
接頭熱影響區(qū)經(jīng)過(guò)不同焊后熱處理,其顯微硬度也發(fā)生變化,如圖6所示。焊后經(jīng)過(guò)再結(jié)晶退火熱處理的熱影響區(qū)中部顯微硬度與焊態(tài)相比有所提高,而經(jīng)過(guò)固溶時(shí)效處理后的熱影響區(qū)顯微硬度更是明顯提高。觀察顯微組織發(fā)現(xiàn),焊態(tài)條件下的熱影響區(qū)未出現(xiàn)再結(jié)晶晶界,而經(jīng)過(guò)再結(jié)晶退火和固溶時(shí)效熱處理的熱影響區(qū)都出現(xiàn)了再結(jié)晶晶界在相同熱處理工藝下,不同厚度區(qū)域的熱影響區(qū)顯微硬度依然存在不均勻分布現(xiàn)象。
接頭母材區(qū)經(jīng)再結(jié)晶熱處理后,顯微硬度較焊態(tài)有所提高,經(jīng)過(guò)固溶時(shí)效處理的母材顯微硬度最高,如圖7所示。區(qū)別于焊縫區(qū)和熱影響區(qū),在相同熱處理工藝下,不同厚度區(qū)域的母材顯微硬度基本相同,不均勻分布現(xiàn)象基本消失。說(shuō)明母材區(qū)的顯微硬度受熱處理工藝影響較大,而電子束焊接工藝對(duì)母材區(qū)顯微組織和力學(xué)性能影響不明顯。
2.3 熱處理對(duì)接頭拉伸性能的影響

圖3 850℃熱處理的接頭顯微組織Fig.3 Microstructureofthejointafter850℃heattreatment
不同熱處理工藝下接頭的拉伸性能見(jiàn)表2。接頭經(jīng)過(guò)再結(jié)晶退火后,其接頭強(qiáng)度與焊態(tài)接頭強(qiáng)度相當(dāng),變化不大。固溶時(shí)效處理的接頭強(qiáng)度明顯提高,拉伸強(qiáng)度為1108.4MPa,比焊態(tài)提升11.3%,屈服強(qiáng)度為1 010.6 MPa,比焊態(tài)提升17.2%。對(duì)比不同處理工藝的接頭延伸率發(fā)現(xiàn),焊態(tài)>再結(jié)晶>固溶時(shí)效。經(jīng)過(guò)固溶時(shí)效處理的接頭延伸率比焊態(tài)降低近59%。
2.4 接頭斷口形貌分析
不同熱處理?xiàng)l件下的拉伸試樣斷口形貌如圖8所示,發(fā)現(xiàn)母材及焊態(tài)的試樣斷口都呈現(xiàn)典型的韌窩形狀。再結(jié)晶退火的拉伸斷口出現(xiàn)剪切韌窩形狀,固溶時(shí)效熱處理為典型的韌脆混合斷裂形貌。
3 結(jié)論
(1)焊后不同熱處理工藝對(duì)100 mm厚TC4鈦合金電子束焊接接頭顯微組織有影響。經(jīng)過(guò)850℃再結(jié)晶退火后,焊縫中部出現(xiàn)β相晶界,晶內(nèi)為針狀馬氏體組織。熱影響區(qū)熔合線附近出現(xiàn)β相等軸晶界,針狀α′相變少,為細(xì)片層β轉(zhuǎn)變組織。經(jīng)920℃+2h和500℃+4h固溶時(shí)效處理后,焊縫中部的β相晶界明顯可見(jiàn),焊縫底部出現(xiàn)斷續(xù)分布的β相晶界。熱影響區(qū)熔合線附近的β相等軸晶界明顯可見(jiàn)。
(2)經(jīng)過(guò)850℃再結(jié)晶退火熱處理的接頭焊縫區(qū)、熱影響區(qū)、母材區(qū)顯微硬度較焊態(tài)略有提高,而經(jīng)過(guò)更高溫920℃固溶時(shí)效熱處理的接頭焊縫區(qū)、熱影響區(qū)及母材區(qū)的顯微硬度提高最明顯。在相同熱處理工藝下,不同厚度區(qū)域的接頭顯微硬度變化有所不同。
(3)接頭經(jīng)過(guò)再結(jié)晶退火后,其接頭強(qiáng)度與焊態(tài)接頭強(qiáng)度相當(dāng)。固溶時(shí)效處理的接頭拉伸強(qiáng)度1108.4MPa,比焊態(tài)提升11.3%;屈服強(qiáng)度1010.6MPa,比焊態(tài)提升17.2%,但接頭延伸率比焊態(tài)降低近59%。
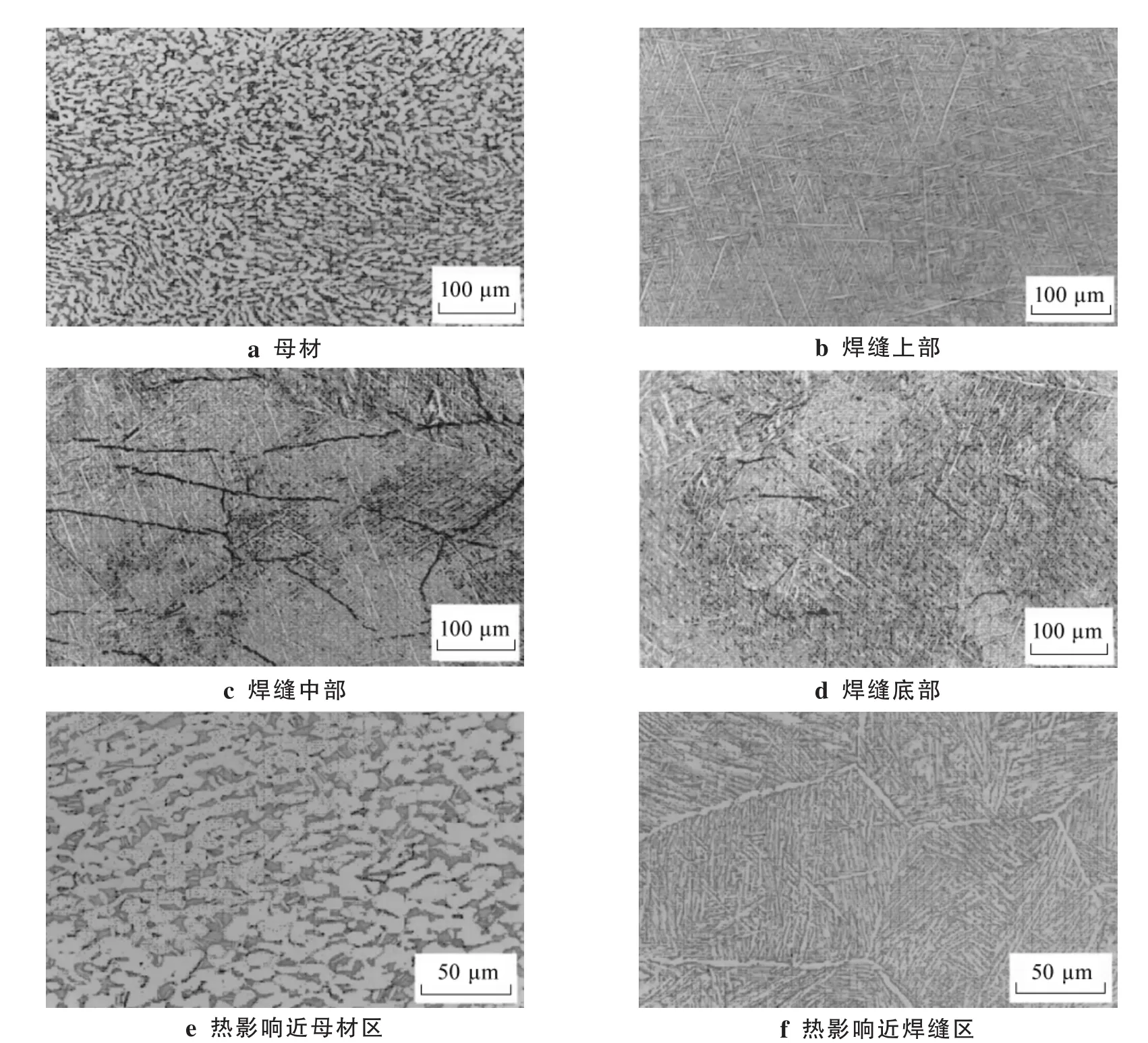
圖4 固溶時(shí)效后的接頭顯微組織Fig.4 Microstructure of the joint after solution and aging treatment
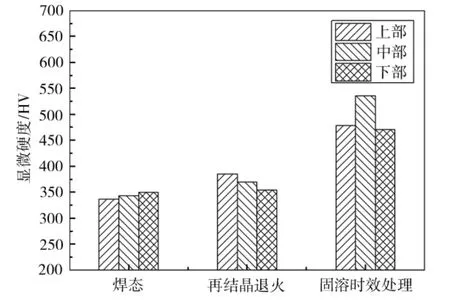
圖5 不同熱處理對(duì)接頭焊縫區(qū)硬度的影響Fig.5 Micro hardness of WZ after different heat treatment
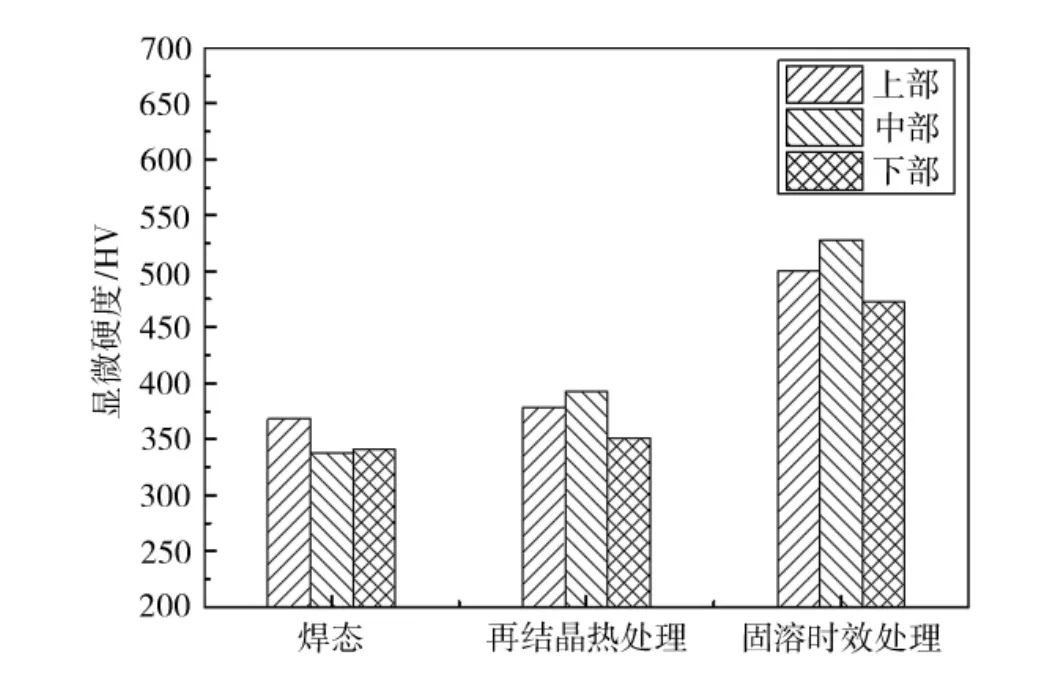
圖6不同熱處理對(duì)熱影響區(qū)硬度的影響Fig.6 MicrohardnessofHAZafterdifferentheattreatment
[1]金和喜,魏克湘,李建明,等.航空用鈦合金研究進(jìn)展[J].中國(guó)有色金屬學(xué)報(bào),2015,25(2):280-292.
[2]劉全明,張朝暉,劉世鋒,等.鈦合金在航空航天及武器裝備領(lǐng)域的應(yīng)用與發(fā)展[J].鋼鐵研究學(xué)報(bào),2015,27(3):1-4.
[3]李文躍,王帥,劉濤,等.大深度載人潛水器耐壓殼結(jié)構(gòu)研究現(xiàn)狀及最新進(jìn)展[J].中國(guó)造船,2016,57(1):210-221.
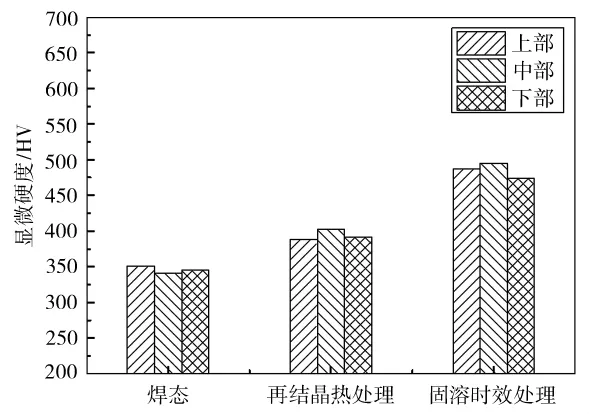
圖7 不同熱處理對(duì)母材區(qū)硬度的影響Fig.7 Micro hardness of BM after different heat treatment
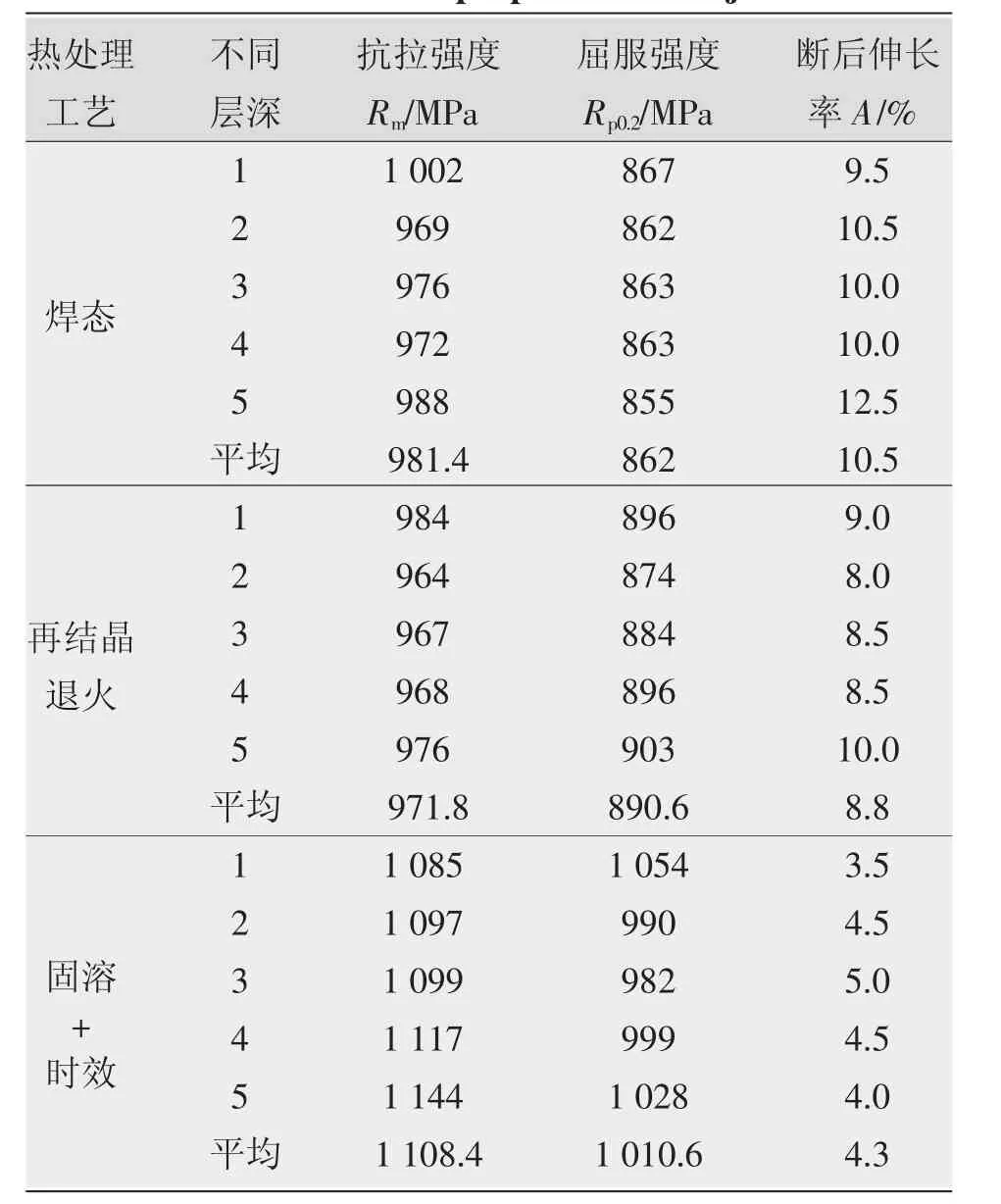
表2 接頭拉伸性能Table 2 Tensile properties of the joint
[4]雷家峰,馬英杰,楊銳,等.全海深載人潛水器載人球殼的選材及制造技術(shù)[J].工程研究——跨學(xué)科視野中的工程,2016,8(2):179-184.
[5]李曉延,鞏水利,關(guān)橋,等.大厚度鈦合金結(jié)構(gòu)電子束焊接制造基礎(chǔ)研究[J].焊接學(xué)報(bào),2010,31(2):107-112.
[6]彭周,胡永剛,陳國(guó)珠,等.TC4合金電子束焊接接頭微觀組織研究[J].材料工程,2010(5):47-50.
[7]王厚勤,張秉剛,王廷,等.60mm厚TC4鈦合金電子束焊接頭疲勞性能[J].焊接學(xué)報(bào),2015,36(5):13-16.
[8]溫錦志,卜文德,李建萍,等.厚板TC4鈦合金電子束焊接頭組織和力學(xué)性能研究[J].熱加工工藝,2016,45(17):66-70.
Effect of heat treatment on mechanical properties of welded joint of electron beam welding for TC4 titanium alloy with 100 mm thickness
FANG Weiping1,LI Xiaohui2,ZHANG Yupeng1,LUO Ziyi1,YU Chen1
(1.Guangdong Provincial Key Laboratory of Advanced Welding Technology,Guangdong Welding Institute(China Ukraine E.O.Paton Institute of Welding),Guangzhou 510650,China;2.Guangdong Institute of Materials and Processing,Guangzhou 510650,China)
The welded joints of TC4 titanium alloy plates with thickness of 100 mm are obtained after electron beam welding.Th welded joints are divided into three groups.The first group is treated with 850 ℃ recrystallization annealing treatment,the second one i treated with 920℃+2 h and 500℃+4 h solid solution and ageing heat treatment and the third one maintains welded state.Th microstructure,micro-hardness and tensile properties of different joints are evaluated.The results show that after recrystallizatio annealing treatment,the β phase boundaries begin to appear in the middle part of the welds,acicular α'phase reduces near the fusio lines in the heat affected zone,and equal axis β phase boundaries begin to appear.After solid solution and ageing heat treatment,the phase boundaries clearly appeared in the middle and bottom parts of the welds,the equal axis β phase boundary is clearly visible nea the fusion lines in the heat affected zone.The mechanics performance testing shows that the micro-hardness of weld zone,heat affecte zone and base metal zone of second group joints are all significantly higher than that of the third group joints,the tensile strength o second group joints increases by 11.3%and its yield strength increases by 17.2%,but its elongation reduces nearly 59%.
large-thickness titanium alloy;electron beam welding;heat treatment;mechanical properties
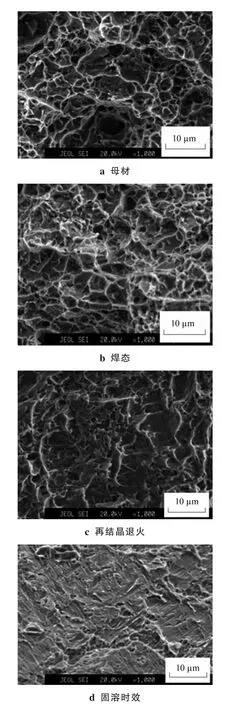
圖8 不同熱處理?xiàng)l件下的拉伸斷口形貌Fig.8 Tensile fracture morphology of the joint after different heat treatment
TG457.19
A
1001-2303(2017)06-0082-06
10.7512/j.issn.1001-2303.2017.06.18
2017-03-21
廣東省科技項(xiàng)目(2012A061400011,2015B050502008,2016B070701025);攀鋼橫向項(xiàng)目
房衛(wèi)萍(1983—),女,工程師,碩士,主要從事焊接工藝技術(shù)研究及工程化應(yīng)用工作。E-mail:fwpln@163.com。
本文參考文獻(xiàn)引用格式:房衛(wèi)萍,黎小輝,張宇鵬,等.熱處理對(duì)100 mm厚TC4鈦合金電子束焊接接頭性能的影響[J].電焊機(jī),2017,47(06)82-87.
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國(guó)塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38